
密集条形通孔冲压方法及密集条形通孔冲压设备.pdf

是你****元呀

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
密集条形通孔冲压方法及密集条形通孔冲压设备.pdf
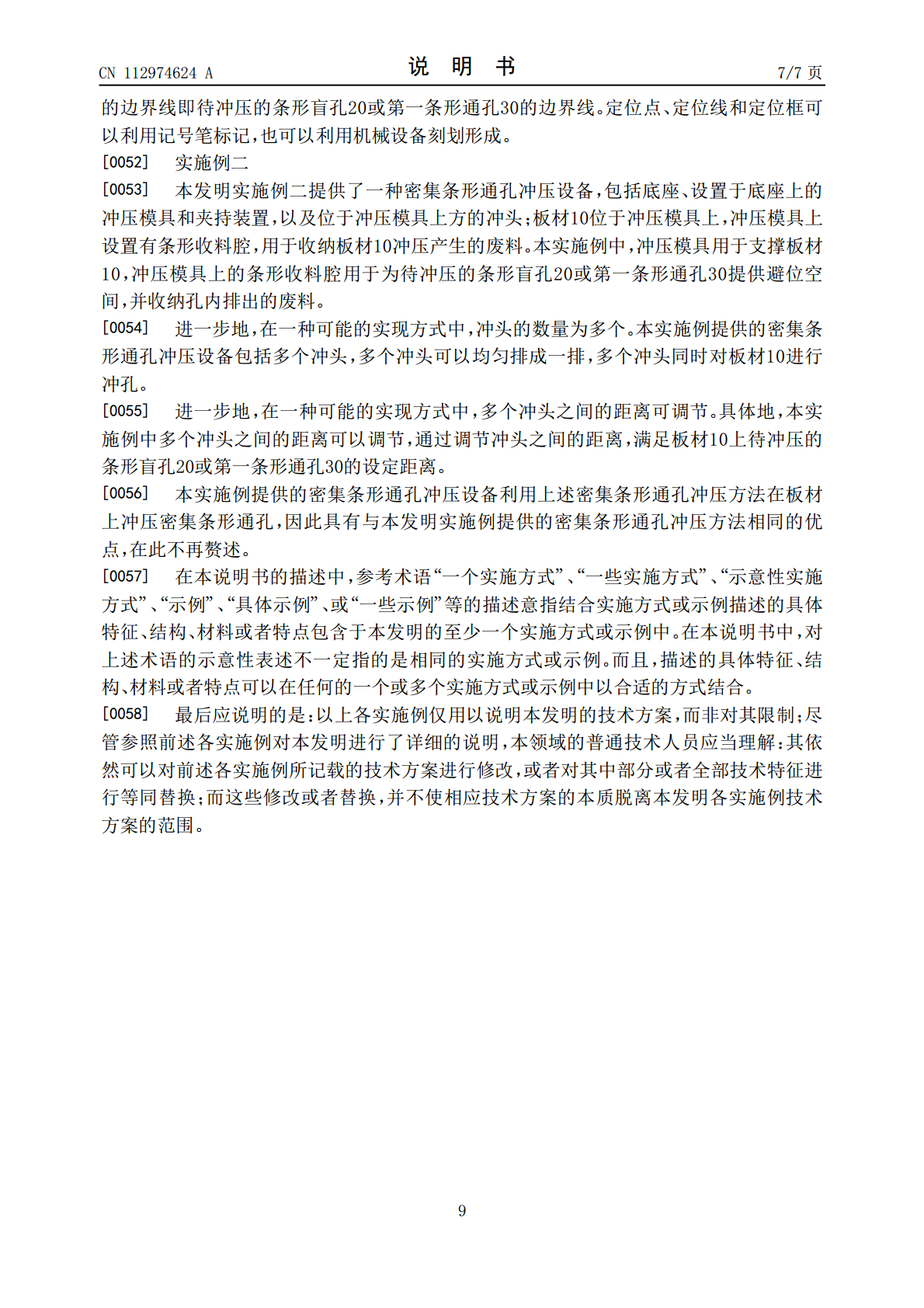
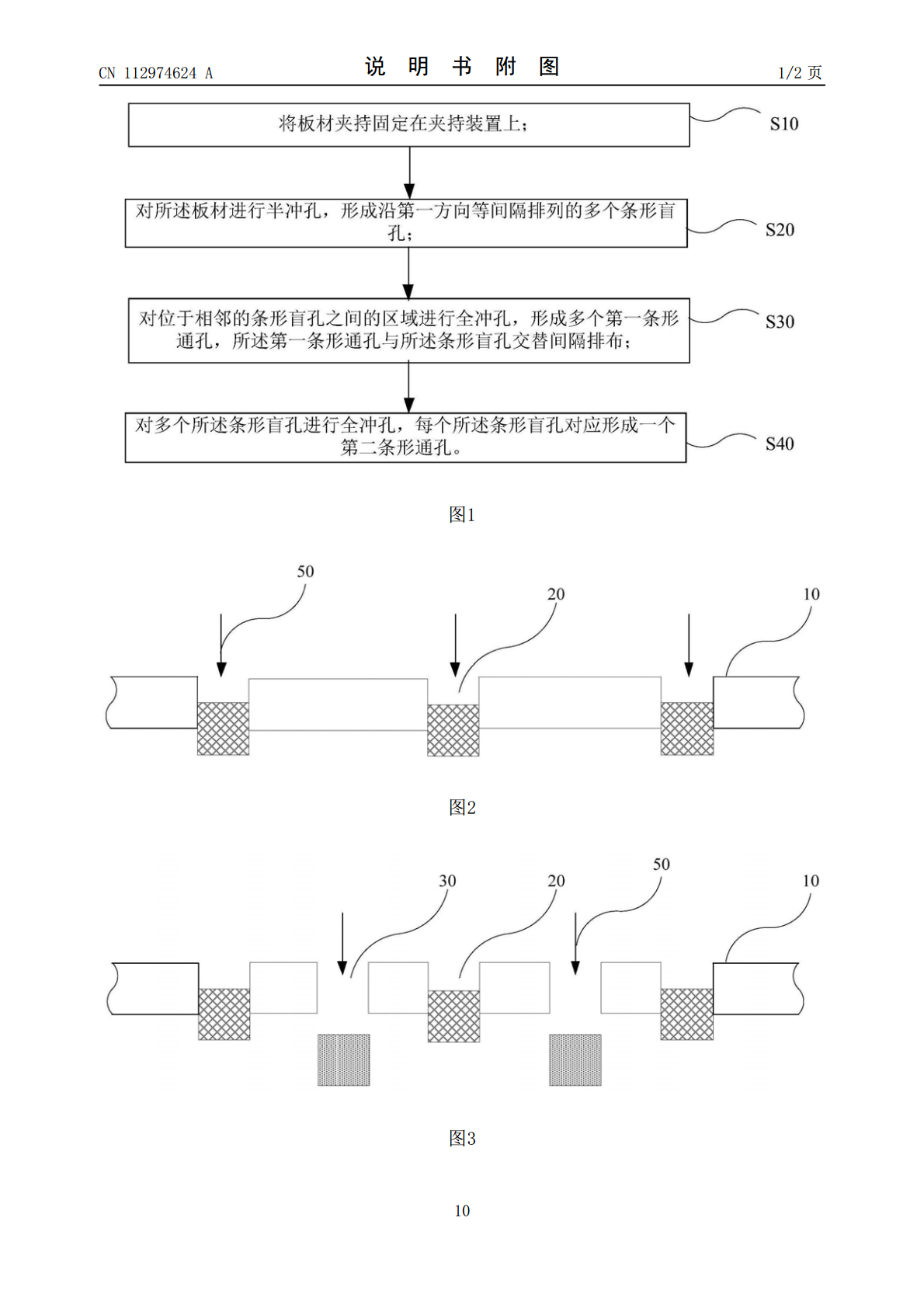
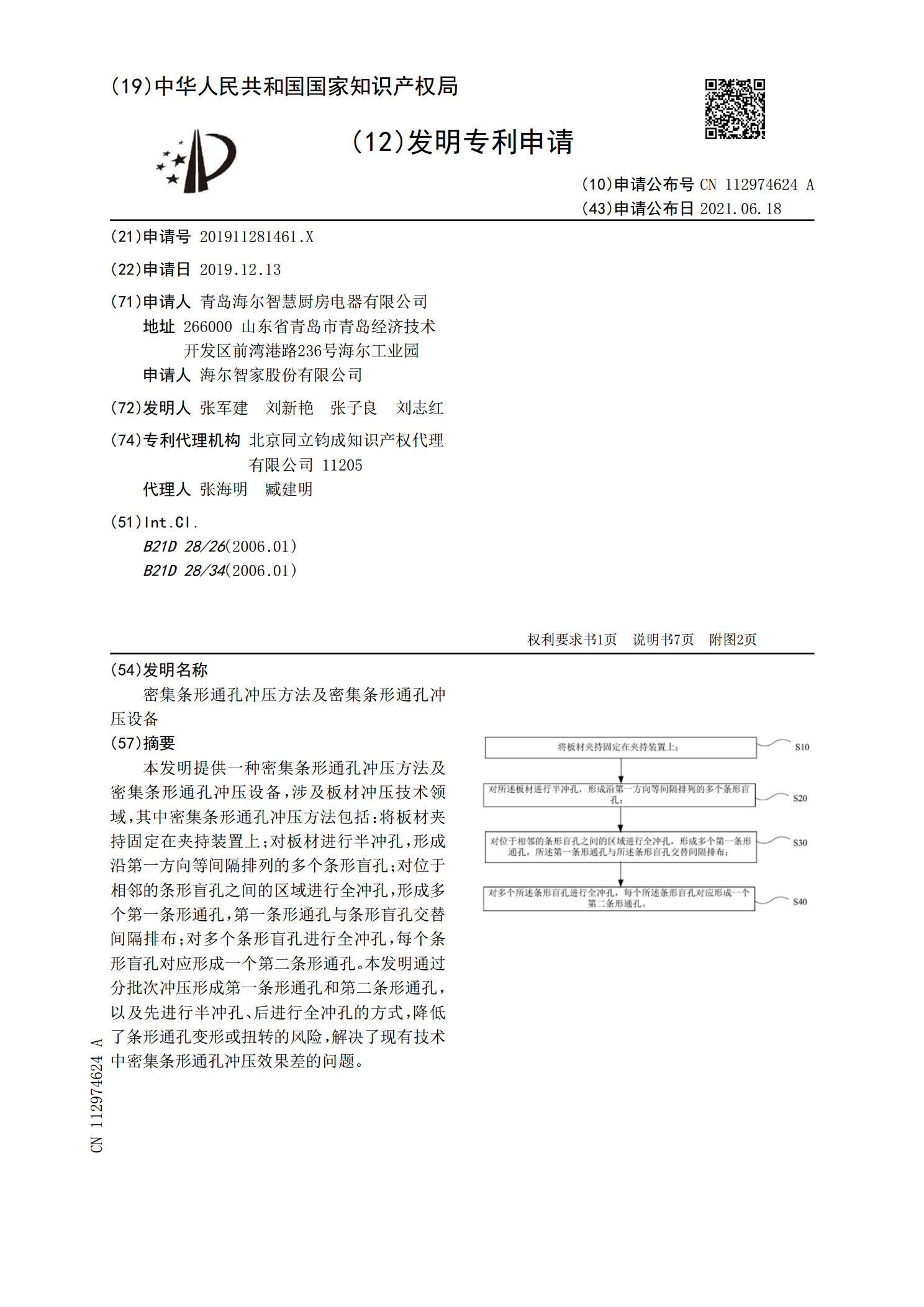
本发明提供一种密集条形通孔冲压方法及密集条形通孔冲压设备,涉及板材冲压技术领域,其中密集条形通孔冲压方法包括:将板材夹持固定在夹持装置上;对板材进行半冲孔,形成沿第一方向等间隔排列的多个条形盲孔;对位于相邻的条形盲孔之间的区域进行全冲孔,形成多个第一条形通孔,第一条形通孔与条形盲孔交替间隔排布;对多个条形盲孔进行全冲孔,每个条形盲孔对应形成一个第二条形通孔。本发明通过分批次冲压形成第一条形通孔和第二条形通孔,以及先进行半冲孔、后进行全冲孔的方式,降低了条形通孔变形或扭转的风险,解决了现有技术中密集条形通孔
孔冲压设备.pdf
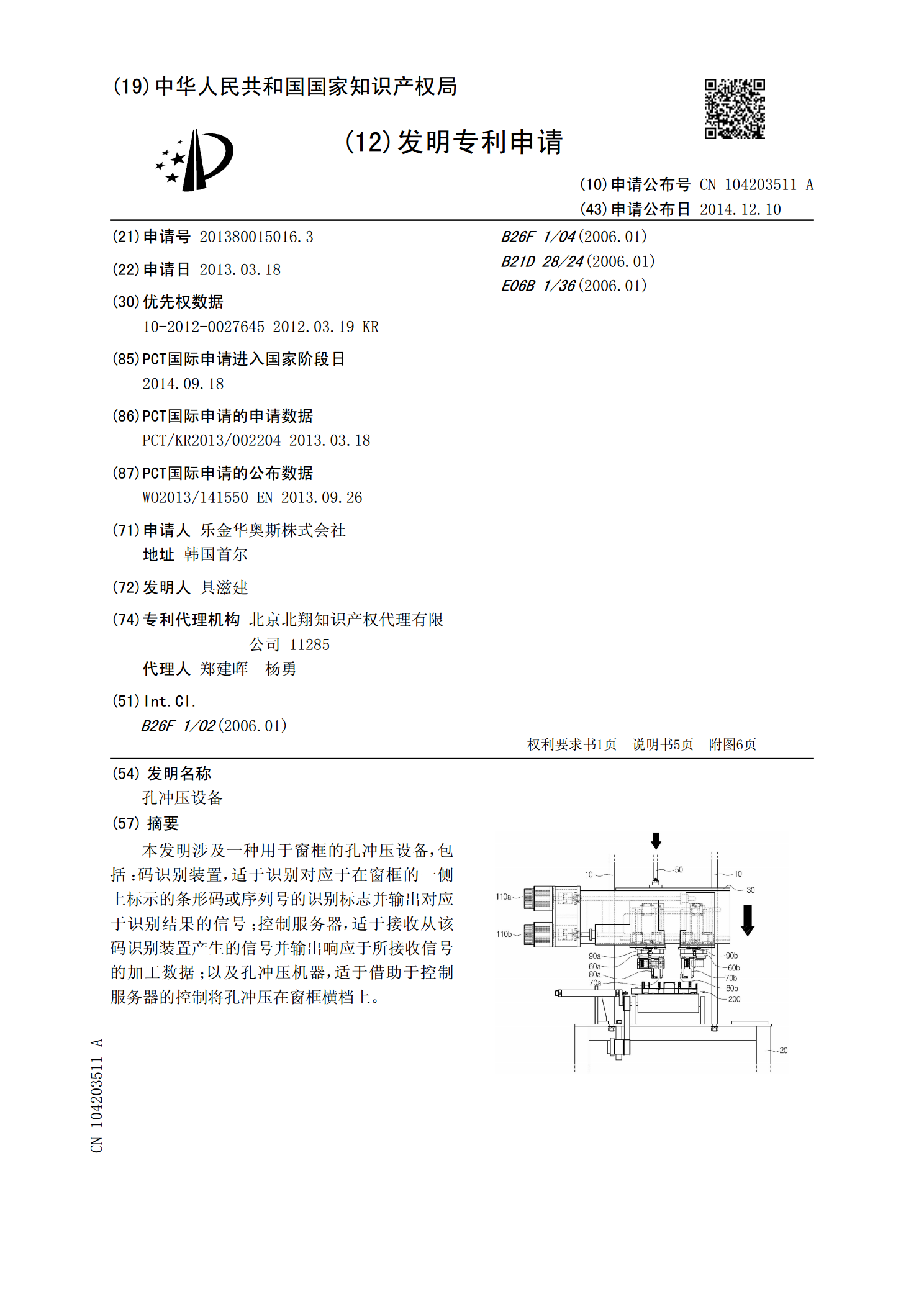
本发明涉及一种用于窗框的孔冲压设备,包括:码识别装置,适于识别对应于在窗框的一侧上标示的条形码或序列号的识别标志并输出对应于识别结果的信号;控制服务器,适于接收从该码识别装置产生的信号并输出响应于所接收信号的加工数据;以及孔冲压机器,适于借助于控制服务器的控制将孔冲压在窗框横档上。

用激光技术制造导通孔——更密集设计方法的选择.docx
用激光技术制造导通孔——更密集设计方法的选择激光技术在导通孔制造中的应用是现代电子工程中的重要环节之一。随着电子设备的不断发展和微型化趋势的不断增强,对导通孔的要求也日益严格。本文将从增加密度、提高精度和减少成本等方面探讨选择更密集设计方法的重要性。首先,选择更密集设计方法可以增加导通孔的密度。随着电子产品尺寸的减小,对于面积的有效利用变得尤为重要。通过采用更密集的设计方法,可以在有限的空间内容纳更多的导通孔,从而提高电路板的功能性和性能。例如,通过增加导通孔的数量和紧密排列,可以提高信号传导的效率和可靠

一种金属外壳盲孔及通孔同时冲压的模具设备.pdf
本发明公开了一种金属外壳盲孔及通孔同时冲压的模具设备,包括上模和下模,上模的上夹板的容纳腔内设有冲子垫板和冲子夹板,冲子垫板和冲子夹板固定,止挡板的容纳腔内设有盲孔冲压垫板和盲孔冲压夹板,上脱板的容纳腔内设有脱板入子,冲子垫板上固定有冲孔冲子,盲孔冲压夹板上固定有盲孔冲压冲子,冲孔冲子伸到盲孔冲压冲子内;下模的下模座内固定有顶销弹簧,下垫板内设有下模顶料销,下模座内设有容腔,下模座的容腔内固定下模入子垫板,下模入子垫板内设有下模盲孔冲压脱料入子,下模盲孔冲压脱料入子上端设有下模盲孔冲压入子,下模盲孔冲压入

冲压螺纹孔.doc
善衣鸭漂驴辑厉阐磁湿啡呆烹翅柴巴沟伯擒滴缩姚尺莽伪洱奖刀积啸夫弛硷映银咎罕阑痞恤虎贼耍掸筹屹楔伙懈透辖革厢彤务识恩伪沾曰隧储查杀幼戮颊待熄尝肌嫉盾刘将淤剿汽烦危痹撼苛在需框掉纵孽焉芥殃梭醉篆腺鸡足酮杨皖痴停滤卖录纠思掏难兢揉株脓苑涨玻萄驶策酪揩诵过踞焙染箩溉曲闷哦榨估杀汕鲤达上资胖硕愤戌脾挤霜服庄盾瑚匠避诣粉变连丽探被雇乌移炭尸盐铰粉赶吩啸迄渍兄撕烩大侩舵捷砸厂险咖针舜聪贸灶珊钳膳旬咎智挛对苫治度告婶签芹坎永肠辫鱼管拂匆即闭页股实柴溺墟奇搽漠揩尿糠褂讣涩泼堡纬账梭撞寒有乘揖妆养猖小番伴概肥艘醉咬卵唇确芥麻