
基于SolidWorks扁平类陶瓷制品真空挤压成型焊接式挤压筒折弯成型板材的展开设计.docx

胜利****实阿


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

基于SolidWorks扁平类陶瓷制品真空挤压成型焊接式挤压筒折弯成型板材的展开设计.docx
基于SolidWorks扁平类陶瓷制品真空挤压成型焊接式挤压筒折弯成型板材的展开设计蔡祖光摘要:详细介绍了利用SolidWorks三维软件的钣金特征绘制扁平类陶瓷制品真空挤压成型焊接式挤压筒板材折弯成型中性面曲面实体的方法,并指出利用钣金特征建模转换成展开图的设计方法,是扁平类陶瓷制品真空挤压成型焊接式挤压筒折弯成型板材展开设计——放样下料的最佳选择。它与传统的展开设计方法相比,具有简单实用、图形精确、误差小、不必进行复杂的计算和烦杂的绘图等工作,而且还能实现参数化设计等优点。关健词:挤压筒;压缩筒;中性

基于SolidWorks砖瓦产品真空挤压成型焊接式挤压筒折弯成型板材的展开设计.docx
基于SolidWorks砖瓦产品真空挤压成型焊接式挤压筒折弯成型板材的展开设计砖瓦产品真空挤压成型是一种常见的制造工艺,其可以将金属板材通过挤压成型的方式加工成复杂的形状,常用于建筑领域中的砖瓦生产。本文以SolidWorks软件为工具,讨论如何进行该产品的展开设计,并采用焊接方式进行折弯成型。首先,我们需要了解真空挤压成型的工艺流程。在挤压过程中,金属板材首先通过机械手或者输送台进入到挤压机的挤压腔内,挤压机通过施加压力将板材挤压成所需的形状,而真空系统则负责将挤压腔中的空气抽出,使得板材更好地贴合模具

玻镁板材挤压成型装置.pdf
本发明公开了一种建筑装饰材料行业中玻镁板材生产线上所使用的玻镁板材挤压成型装置,包括:设置在安装支架中的上挤压辊和下挤压辊;在安装支架上固定安装有两对平行导轨,上挤压辊支承在能在平行导轨中滑动的带轴承滑块座中,压料螺杆通过轴承支承在安装板中,压料螺杆的下端与带轴承滑块座螺纹连接,每根压料螺杆的上端通过蜗轮与驱动轴上的蜗杆相啮合传动,驱动轴的一端与驱动装置相连接;上挤压辊和下挤压辊分别由一个动力传动装置驱动。本发明的优点是:调整上、下挤压辊之间距离时更方便、更简单,并且过程更平稳,调节精度也更高。本发明可广

一种板材挤压成型设备.pdf
本发明公开了一种板材挤压成型设备,包括包括框架和加工板材,所述框架的顶部一侧固定连接有轨道架,所述轨道架的内壁相对两侧之间滑动连接有活动架,所述活动架的两侧均等距转动连接有活动杆,所述活动杆的底部转动连接有上压模座,所述上压模座的后端两侧均设置有导向轮,所述导向轮的外侧设置有导向板,所述活动架的后端固定连接有连接杆,所述连接杆的底部固定连接有限位板,本发明涉及板材加工技术领域。该一种板材挤压成型设备,解决了现有多机械组合式板材印花或模印加工设备,加工行程长,且操作繁琐,加工时需要依靠人工辅助频繁上、下料,
一种镶嵌式挤压成型机和镶嵌式挤压成型方法.pdf
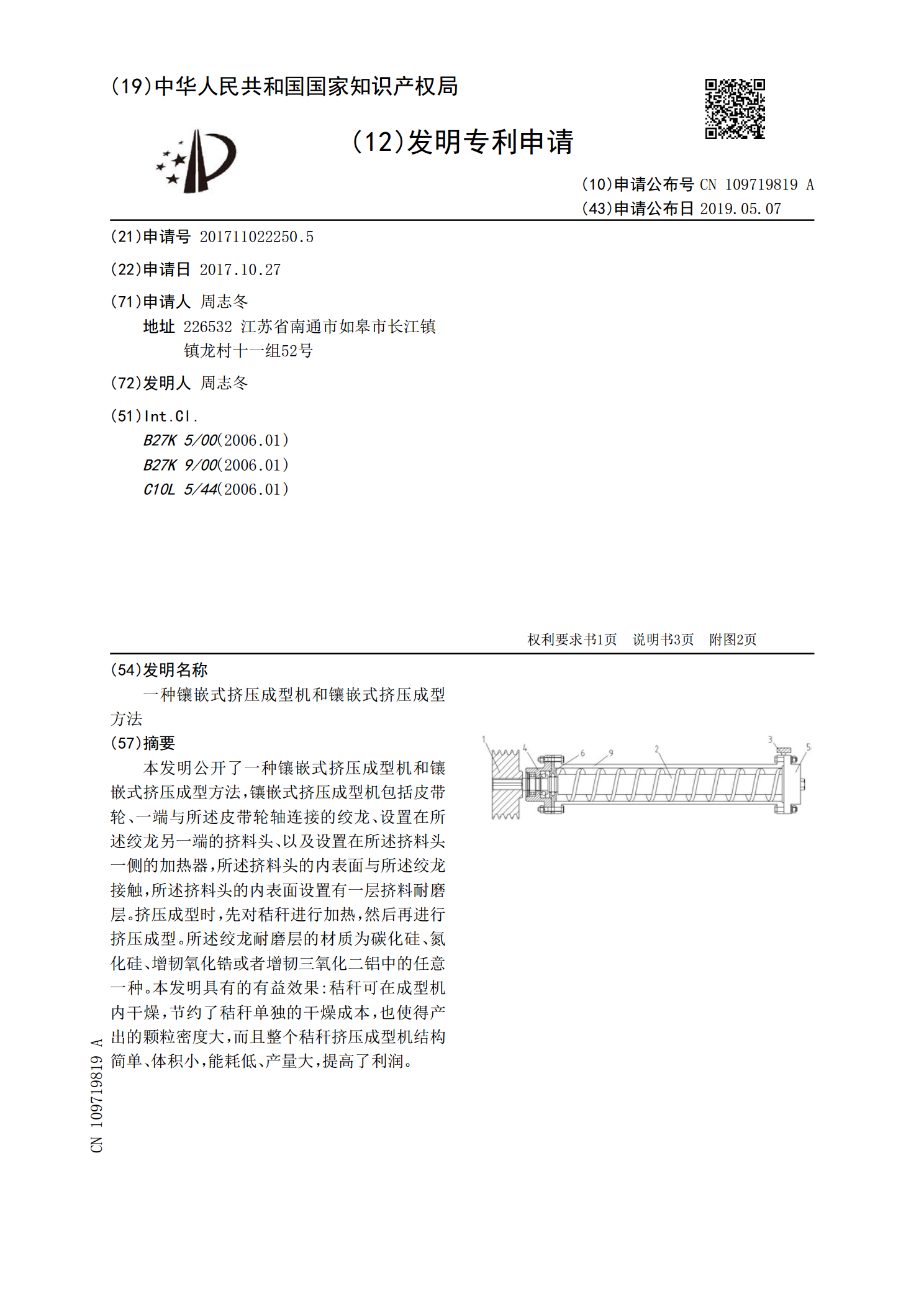
本发明公开了一种镶嵌式挤压成型机和镶嵌式挤压成型方法,镶嵌式挤压成型机包括皮带轮、一端与所述皮带轮轴连接的绞龙、设置在所述绞龙另一端的挤料头、以及设置在所述挤料头一侧的加热器,所述挤料头的内表面与所述绞龙接触,所述挤料头的内表面设置有一层挤料耐磨层。挤压成型时,先对秸秆进行加热,然后再进行挤压成型。所述绞龙耐磨层的材质为碳化硅、氮化硅、增韧氧化锆或者增韧三氧化二铝中的任意一种。本发明具有的有益效果:秸秆可在成型机内干燥,节约了秸秆单独的干燥成本,也使得产出的颗粒密度大,而且整个秸秆挤压成型机结构简单、体积