
钻孔夹具的改进.docx

胜利****实阿


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

钻孔夹具的改进.docx
钻孔夹具的改进-论文网论文摘要:针对端面环形孔加工的钻孔特点,改进了原用夹具的夹紧方式,在加工中心上使用可使工件装拆更加轻松快捷,明显提高生产效率。论文关键词:钻孔夹具,改进一、前言某厂在加工中心机床上加工如下图1车用齿轮端面孔时,采用碟形弹簧从内表面涨紧齿轮坯的夹具,如图2所示,钻孔时将齿轮坯放置于环形垫圈2上,然后拧紧螺母8,通过开口垫圈7和环形垫圈6将碟形弹簧4压紧,使之直径涨大,从内表面涨紧齿轮坯。钻完孔后,松开螺母8,碟形弹簧4自动弹回,直径变小,从而轻松取下工件。装、拆工件都是通过扳手拧螺母,

一种改进钻孔夹具.pdf
本发明公开了一种改进钻孔夹具,本发明采用圆偏心夹紧机构操作方便、夹紧迅速,常用于夹紧行程及切削负荷较小且平稳的场合。选用叉形偏心轮夹紧。使用时先装配好夹具,装上齿轮坯,然后用一套筒套进圆柄,往下压,旋转偏心轮即可通过偏心轮垫圈和环形垫圈将碟形弹簧压紧,使之直径涨大,从内表面涨紧齿轮坯。取下套筒然后加工,钻完孔后,再套上套筒把偏心轮圆柄往上抬,即可松开,碟形弹自动弹回,直径变小。
钻孔定位夹具.pdf
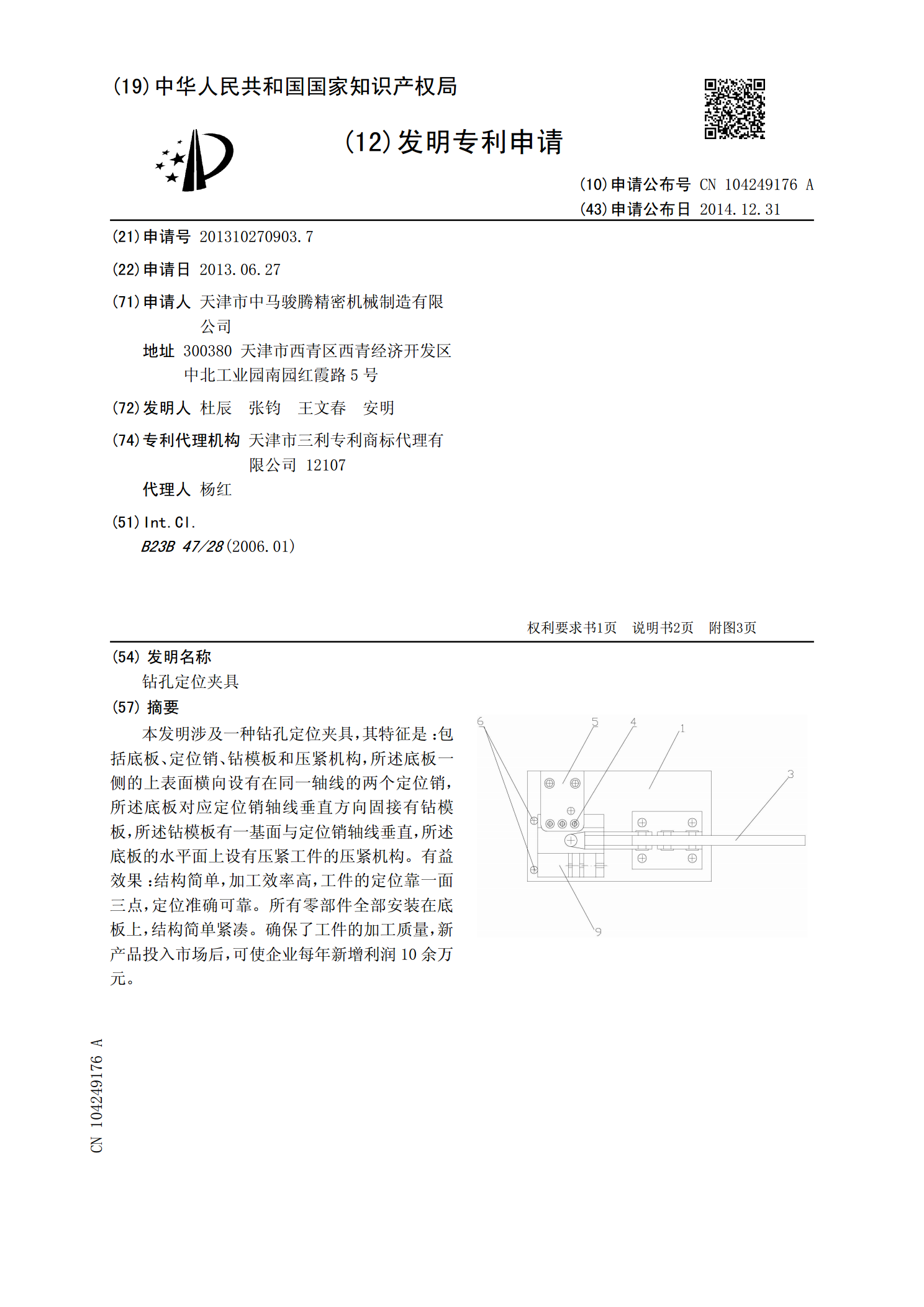
本发明涉及一种钻孔定位夹具,其特征是:包括底板、定位销、钻模板和压紧机构,所述底板一侧的上表面横向设有在同一轴线的两个定位销,所述底板对应定位销轴线垂直方向固接有钻模板,所述钻模板有一基面与定位销轴线垂直,所述底板的水平面上设有压紧工件的压紧机构。有益效果:结构简单,加工效率高,工件的定位靠一面三点,定位准确可靠。所有零部件全部安装在底板上,结构简单紧凑。确保了工件的加工质量,新产品投入市场后,可使企业每年新增利润10余万元。

齿轮钻孔夹具.pdf
本发明公开了一种齿轮钻孔夹具,包括底座、支承座、定位块、弹性套、拉杆、定位销、压块以及定位销座,所述支承座的上方水平搁置有齿轮,所述定位块卡在所述齿轮的键槽中,所述定位销的球形头部水平插入所述齿轮的两齿之间以防止齿轮旋转,所述弹性套的上端穿在所述齿轮的内孔中,所述拉杆从上向下穿过弹性套且拉杆的锥形尾部将弹性套的上端撑开以实现齿轮与弹性套的无隙定位,所述拉杆的下端伸入所述底座中,所述压块压在所述齿轮的上方。具有定位精度高,加工产品质量稳定,生产效率高、设备成本低等特点。?
钻孔定位夹具.pdf
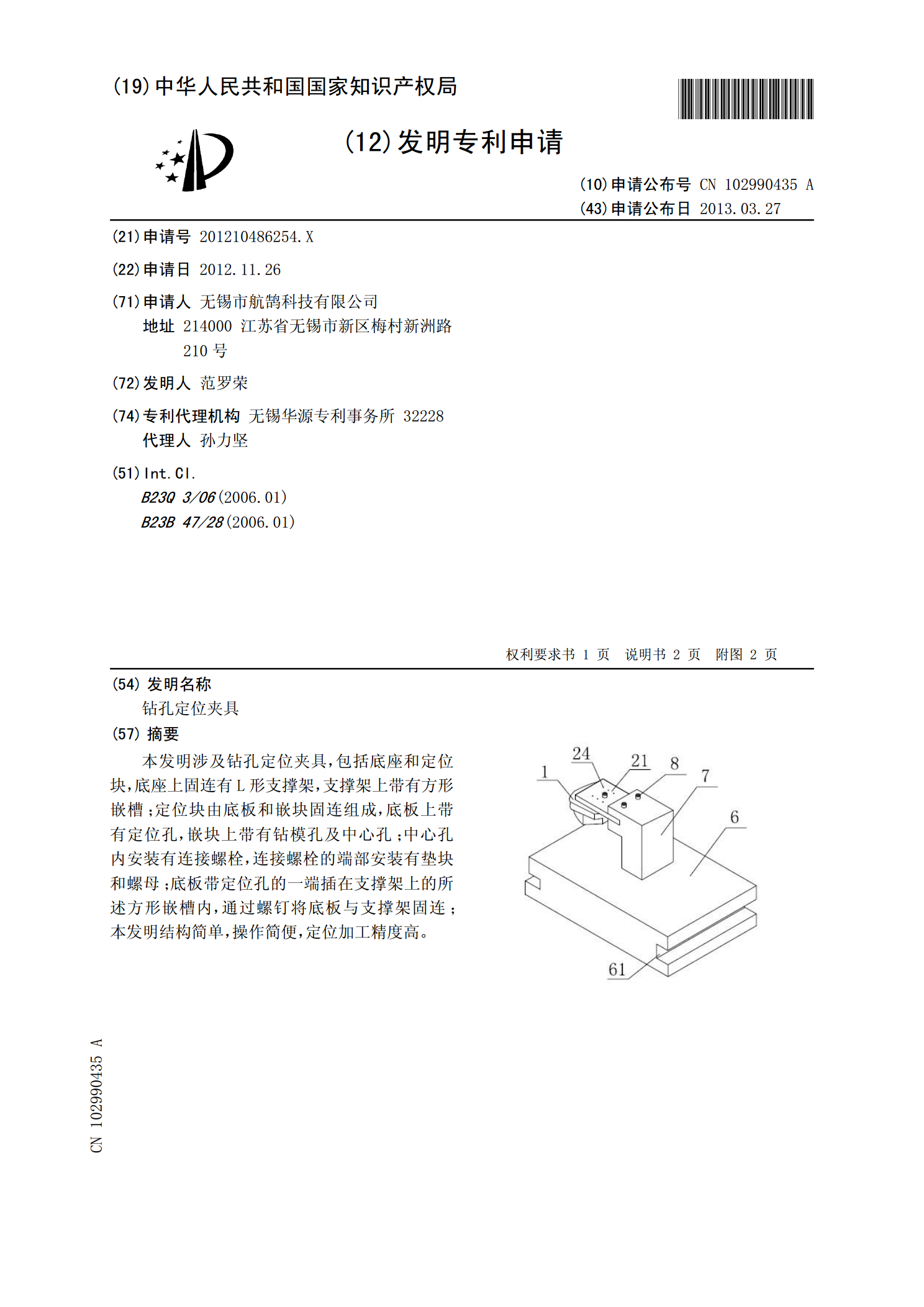
本发明涉及钻孔定位夹具,包括底座和定位块,底座上固连有L形支撑架,支撑架上带有方形嵌槽;定位块由底板和嵌块固连组成,底板上带有定位孔,嵌块上带有钻模孔及中心孔;中心孔内安装有连接螺栓,连接螺栓的端部安装有垫块和螺母;底板带定位孔的一端插在支撑架上的所述方形嵌槽内,通过螺钉将底板与支撑架固连;本发明结构简单,操作简便,定位加工精度高。