
齿轮钻孔夹具.pdf

听云****君哇


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

齿轮钻孔夹具.pdf
本发明公开了一种齿轮钻孔夹具,包括底座、支承座、定位块、弹性套、拉杆、定位销、压块以及定位销座,所述支承座的上方水平搁置有齿轮,所述定位块卡在所述齿轮的键槽中,所述定位销的球形头部水平插入所述齿轮的两齿之间以防止齿轮旋转,所述弹性套的上端穿在所述齿轮的内孔中,所述拉杆从上向下穿过弹性套且拉杆的锥形尾部将弹性套的上端撑开以实现齿轮与弹性套的无隙定位,所述拉杆的下端伸入所述底座中,所述压块压在所述齿轮的上方。具有定位精度高,加工产品质量稳定,生产效率高、设备成本低等特点。?
齿轮钻孔夹具.pdf
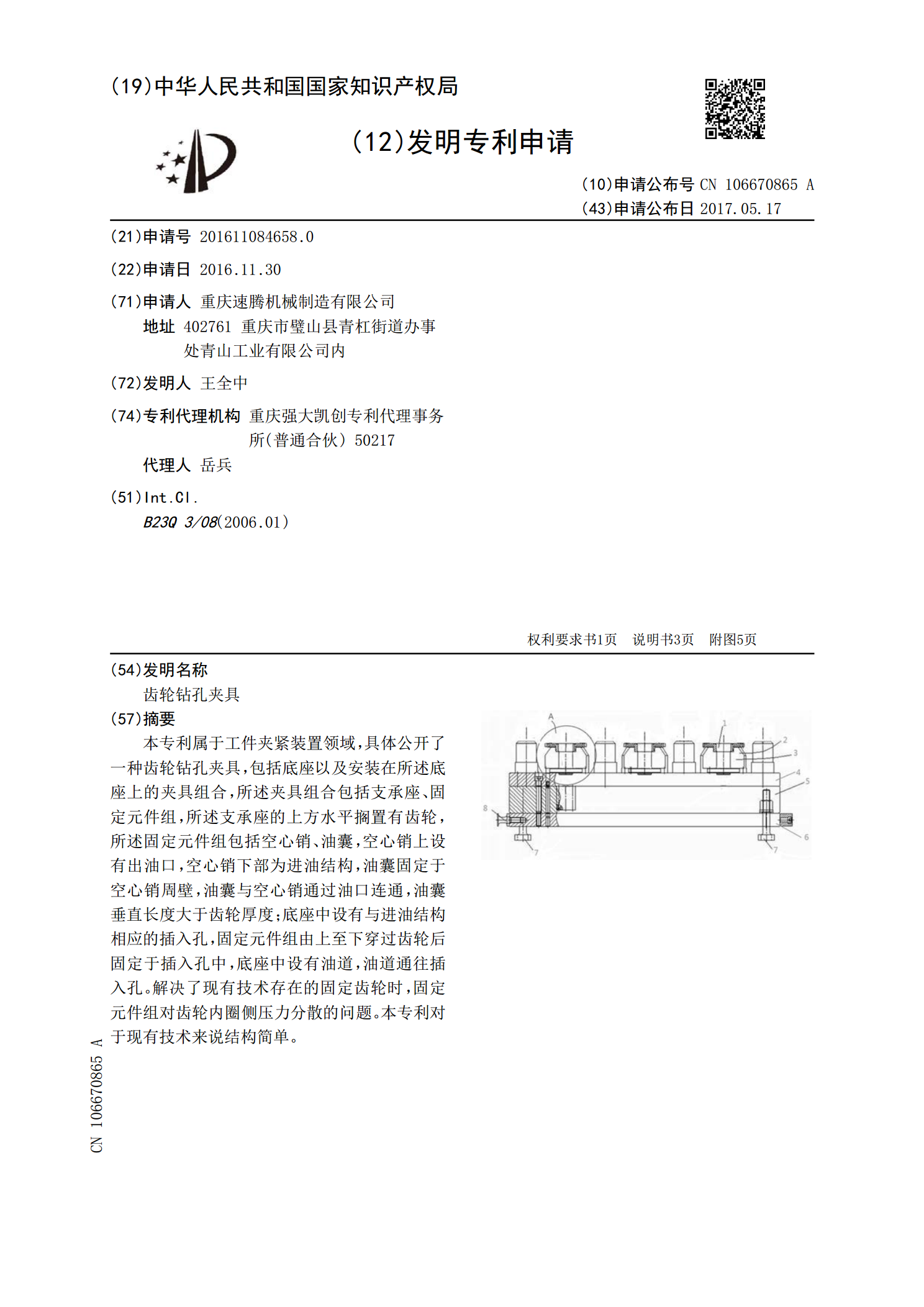
本专利属于工件夹紧装置领域,具体公开了一种齿轮钻孔夹具,包括底座以及安装在所述底座上的夹具组合,所述夹具组合包括支承座、固定元件组,所述支承座的上方水平搁置有齿轮,所述固定元件组包括空心销、油囊,空心销上设有出油口,空心销下部为进油结构,油囊固定于空心销周壁,油囊与空心销通过油口连通,油囊垂直长度大于齿轮厚度;底座中设有与进油结构相应的插入孔,固定元件组由上至下穿过齿轮后固定于插入孔中,底座中设有油道,油道通往插入孔。解决了现有技术存在的固定齿轮时,固定元件组对齿轮内圈侧压力分散的问题。本专利对于现有技术
一种曲轴齿轮钻孔夹具.pdf
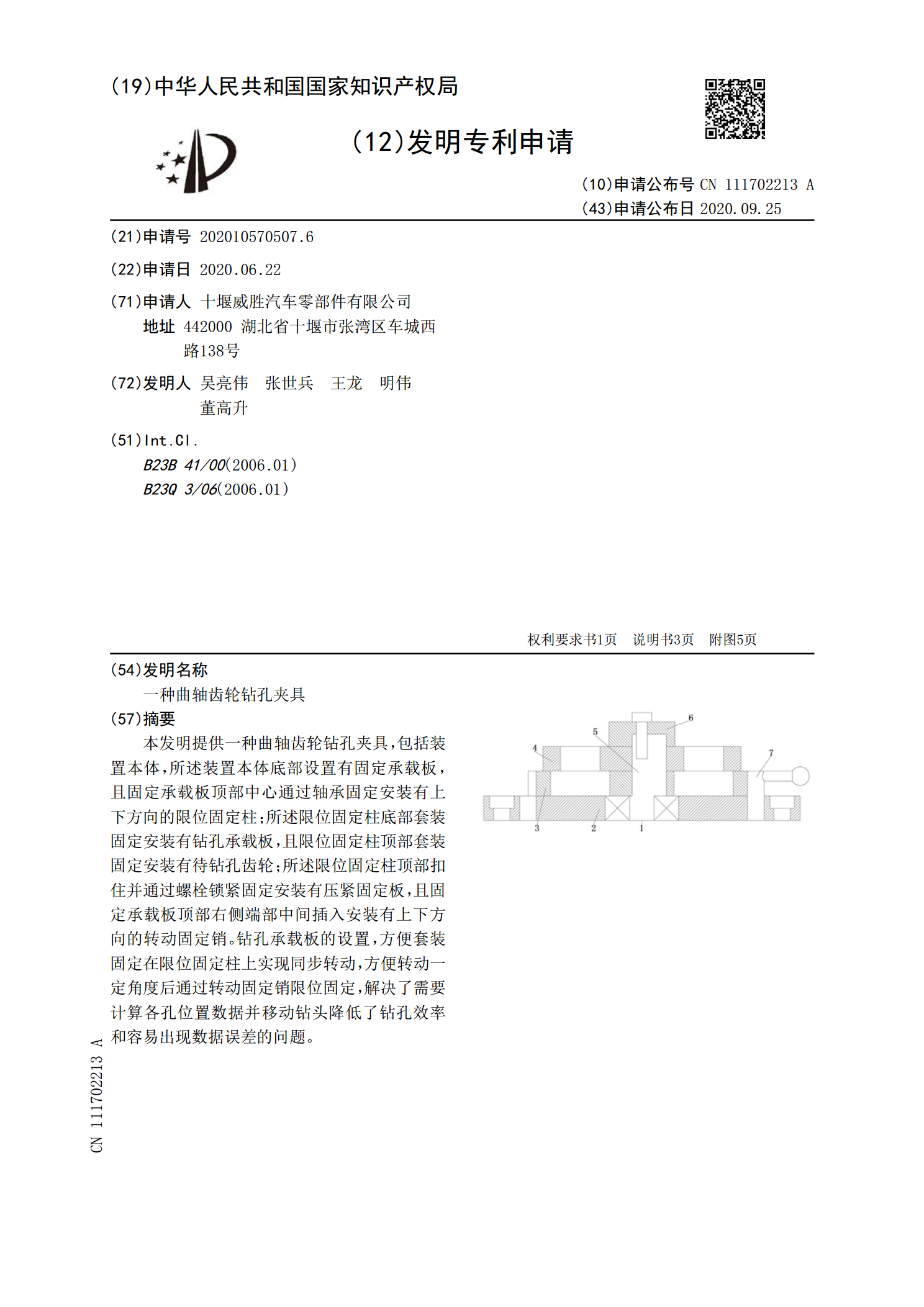
本发明提供一种曲轴齿轮钻孔夹具,包括装置本体,所述装置本体底部设置有固定承载板,且固定承载板顶部中心通过轴承固定安装有上下方向的限位固定柱;所述限位固定柱底部套装固定安装有钻孔承载板,且限位固定柱顶部套装固定安装有待钻孔齿轮;所述限位固定柱顶部扣住并通过螺栓锁紧固定安装有压紧固定板,且固定承载板顶部右侧端部中间插入安装有上下方向的转动固定销。钻孔承载板的设置,方便套装固定在限位固定柱上实现同步转动,方便转动一定角度后通过转动固定销限位固定,解决了需要计算各孔位置数据并移动钻头降低了钻孔效率和容易出现数据误

一种伞齿轮钻孔夹具.pdf
本技术提供一种通用性强、定位准确、能够保证加工精度的伞齿轮钻孔夹具。它包括一个用于支撑被加工的伞齿轮端面的可拆卸连接在底座上的垫板,在底座上固定有芯轴和穿过芯轴上的中心孔的压板,在压板与芯轴相对的端面的外侧均开有环形台阶;位于垫板上部的弹簧胀套的上下内孔分别与压板和芯轴上的环形台阶配合,在底座上设置有带动压板沿芯轴轴向移动的驱动装置。
一种齿轮滑动勾钻孔夹具.pdf
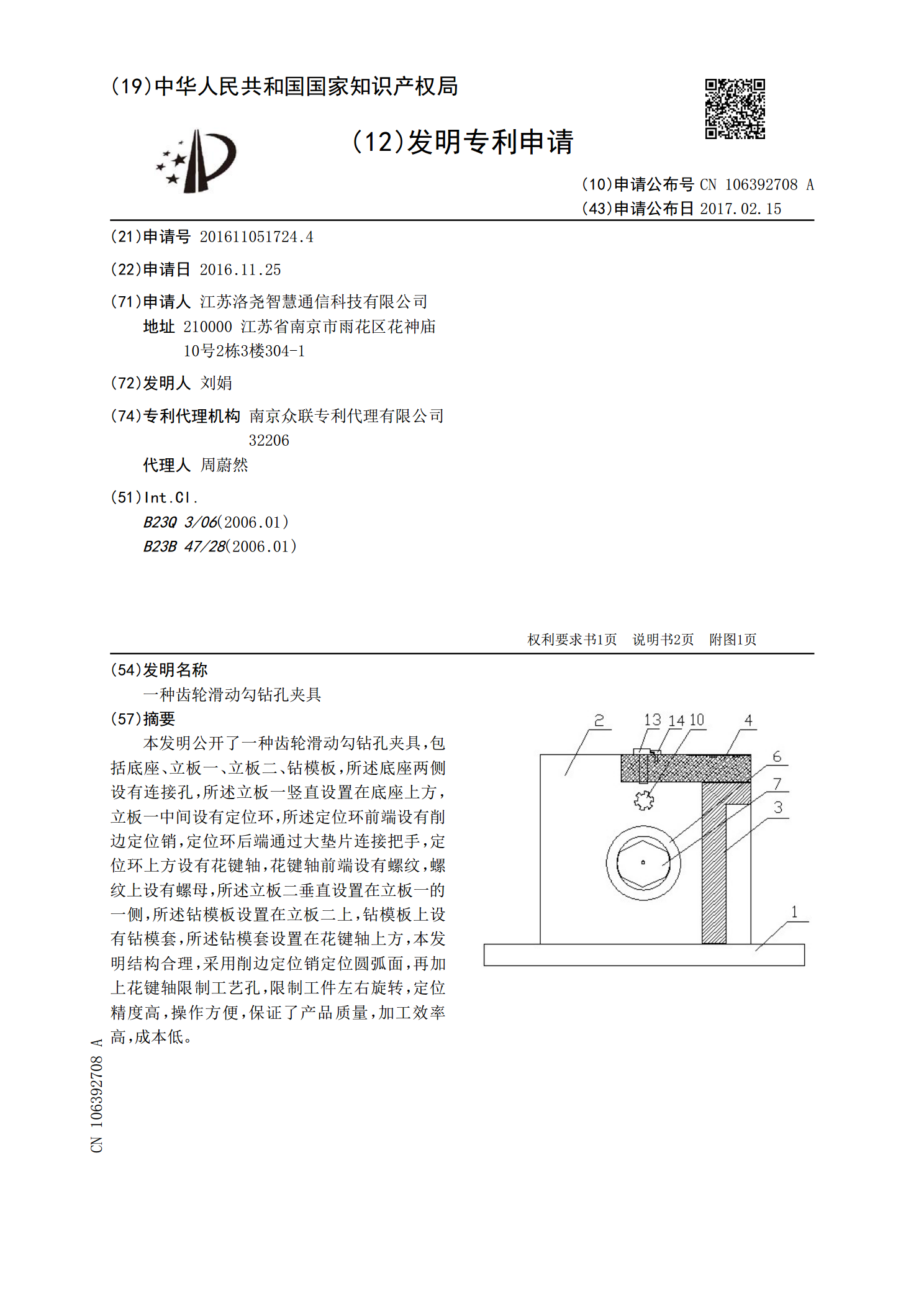
本发明公开了一种齿轮滑动勾钻孔夹具,包括底座、立板一、立板二、钻模板,所述底座两侧设有连接孔,所述立板一竖直设置在底座上方,立板一中间设有定位环,所述定位环前端设有削边定位销,定位环后端通过大垫片连接把手,定位环上方设有花键轴,花键轴前端设有螺纹,螺纹上设有螺母,所述立板二垂直设置在立板一的一侧,所述钻模板设置在立板二上,钻模板上设有钻模套,所述钻模套设置在花键轴上方,本发明结构合理,采用削边定位销定位圆弧面,再加上花键轴限制工艺孔,限制工件左右旋转,定位精度高,操作方便,保证了产品质量,加工效率高,成本