
连杆铜套内孔如何加工应用.docx

邻家****文章


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

连杆铜套内孔如何加工应用.docx
连杆铜套内孔如何加工应用1挤压工具的设计与制作挤压工具的材料选用T10,按照图2中的尺寸和公差要求,先进行车削,然后热处理、淬火至45~48HRC。在外圆磨床上进行磨削(凹槽部分除外)。在车床上用细砂布打磨凹槽上因磨削而形成的尖角和凹槽内部光滑为准,即可使用。2挤压工艺先将铜套压入连杆小头孔内,见图1,在镗床上进行半精镗削,留0.02~0.04mm挤压余量。然后把连杆小头平放在液压机专用垫套1上(见图3所示的工作简图),放上图2所示的挤压工具5,涂些润滑油后,扳动液压机手柄8,使液压机压头6对齐挤压工具5
铰座铜套内孔加工方法及加工设备.pdf
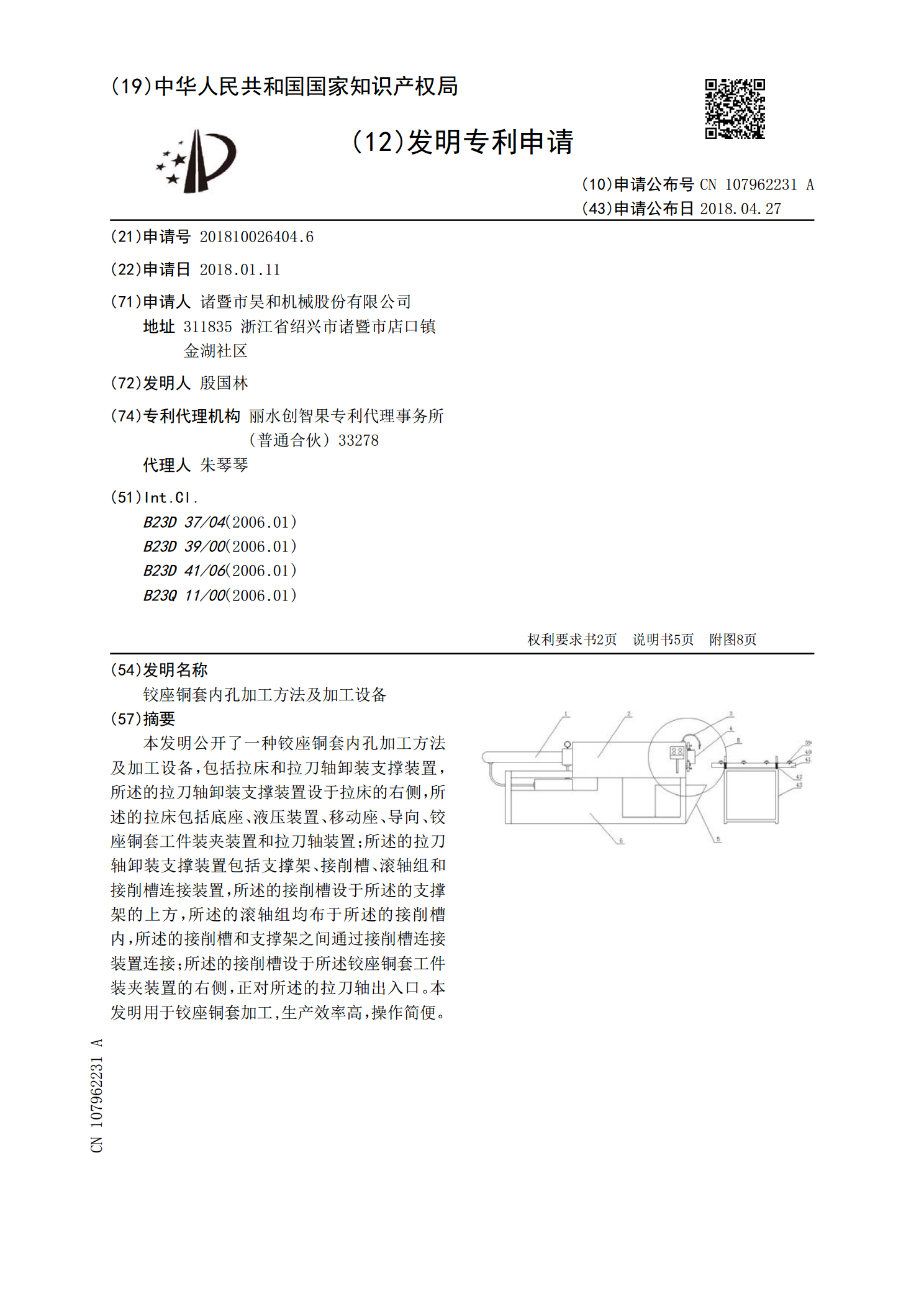
本发明公开了一种铰座铜套内孔加工方法及加工设备,包括拉床和拉刀轴卸装支撑装置,所述的拉刀轴卸装支撑装置设于拉床的右侧,所述的拉床包括底座、液压装置、移动座、导向、铰座铜套工件装夹装置和拉刀轴装置;所述的拉刀轴卸装支撑装置包括支撑架、接削槽、滚轴组和接削槽连接装置,所述的接削槽设于所述的支撑架的上方,所述的滚轴组均布于所述的接削槽内,所述的接削槽和支撑架之间通过接削槽连接装置连接;所述的接削槽设于所述铰座铜套工件装夹装置的右侧,正对所述的拉刀轴出入口。本发明用于铰座铜套加工,生产效率高,操作简便。

硬车在齿轮内孔加工中的应用.docx
硬车在齿轮内孔加工中的应用硬车是一种重要的机械加工工艺,广泛应用于传动齿轮内孔的加工过程中。本文将围绕着“硬车在齿轮内孔加工中的应用”这一主题展开论述,从硬车的原理、加工工艺、应用优势等方面进行分析,旨在探索硬车在齿轮内孔加工中的重要性和价值。1.硬车的原理和加工工艺硬车是一种采用带有硬度较高的滚刀切削工件的加工方法。其原理是通过旋转的滚刀与工件相互啮合,产生相对运动,将工件表面的金属材料慢慢切削掉,从而得到所需的尺寸和形状。硬车加工的工艺主要包括工艺准备、设备调试、实际加工和加工检验等环节。2.硬车在齿

数控车床在孔内键槽加工的应用.docx
数控车床在孔内键槽加工的应用数控车床在孔内键槽加工的应用摘要:伴随着现代制造技术的发展和更新换代,数控技术在工业生产领域的应用越来越广泛。其中,数控车床作为一种重要的数控机床,具有自动化程度高、加工精度高、生产效率高等优点,被广泛应用于各种零件的加工过程中。本文主要讨论数控车床在孔内键槽加工方面的应用,并对其加工特点、优势、技术要求等进行详细阐述。关键词:数控车床;孔内键槽;加工特点;加工优势一、引言孔内键槽是一种常见的机械连接方式,广泛应用于各种机械设备和零部件中。在传统的加工方式中,孔内键槽的加工主要

液压工艺在钢套内孔加工中的应用.docx
液压工艺在钢套内孔加工中的应用液压工艺在钢套内孔加工中的应用摘要:液压工艺在钢套内孔加工中具有广泛的应用。本文分析了液压工艺在钢套内孔加工中的优势,并探讨了其在加工过程中的应用技术。液压工艺不仅可以提高加工精度和效率,还可以减少工人劳动强度和提高生产自动化水平。最后,通过实例验证了液压工艺在钢套内孔加工中的应用效果。关键词:液压工艺;钢套内孔加工;优势;技术应用一、引言随着工业化进程的不断推进,各行各业对于产品加工精度和效率的要求也越来越高。钢套是一种常见的零件,其内孔加工是一个重要的工艺环节。传统的钢套