
苏州低温贮罐方案.doc

小云****66


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

苏州低温贮罐方案.doc
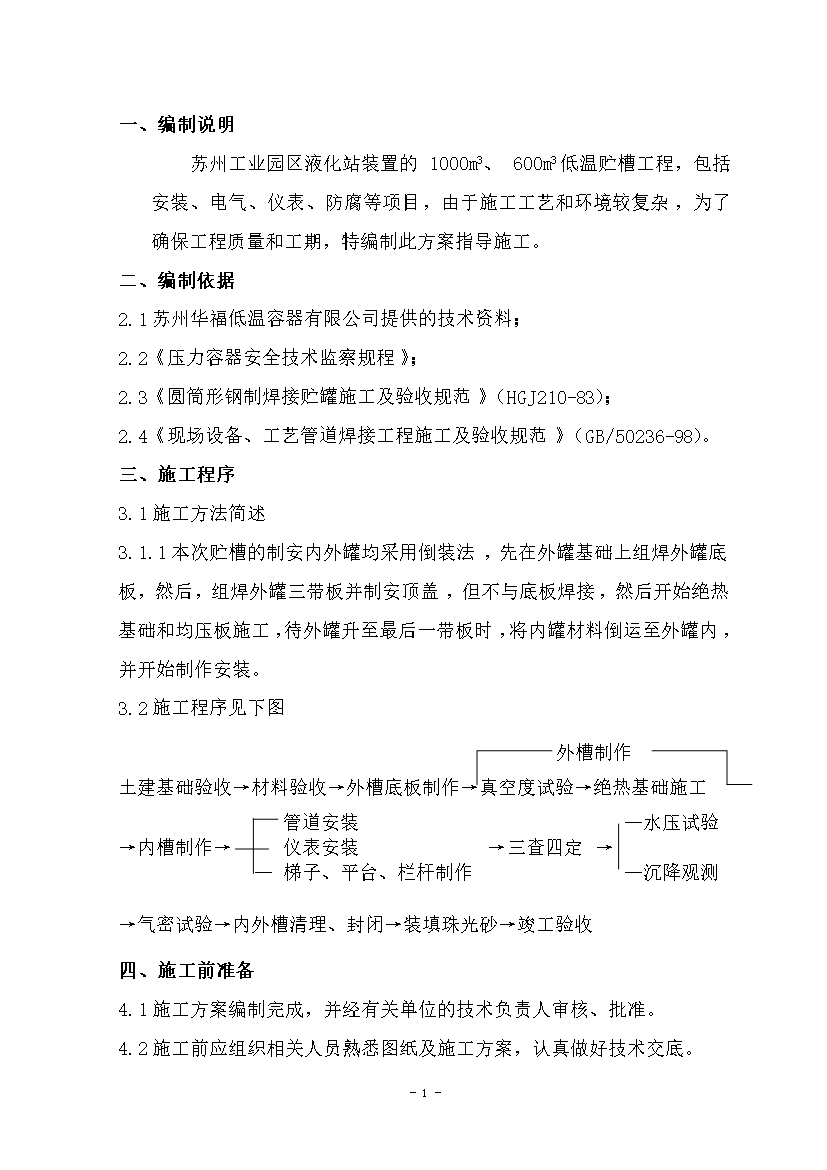
--一、编制说明苏州工业园区液化站装置的1000m3、600m3低温贮槽工程,包括安装、电气、仪表、防腐等项目,由于施工工艺和环境较复杂,为了确保工程质量和工期,特编制此方案指导施工。二、编制依据2.1苏州华福低温容器有限公司提供的技术资料;2.2《压力容器安全技术监察规程》;2.3《圆筒形钢制焊接贮罐施工及验收规范》(HGJ210-83);2.4《现场设备、工艺管道焊接工程施工及验收规范》(GB/50236-98)。三、施工程序3.1施工方法简述3.1.1本次贮槽的制安内外罐均采用倒装法,先在外罐基础上

苏州低温贮罐方案.doc
--一、编制说明苏州工业园区液化站装置的1000m3、600m3低温贮槽工程,包括安装、电气、仪表、防腐等项目,由于施工工艺和环境较复杂,为了确保工程质量和工期,特编制此方案指导施工。二、编制依据2.1苏州华福低温容器有限公司提供的技术资料;2.2《压力容器安全技术监察规程》;2.3《圆筒形钢制焊接贮罐施工及验收规范》(HGJ210-83);2.4《现场设备、工艺管道焊接工程施工及验收规范》(GB/50236-98)。三、施工程序3.1施工方法简述3.1.1本次贮槽的制安内外罐均采用倒装
苏州低温贮罐方案.doc
-20-一、编制说明苏州工业园区液化站装置的1000m3、600m3低温贮槽工程,包括安装、电气、仪表、防腐等项目,由于施工工艺和环境较复杂,为了确保工程质量和工期,特编制此方案指导施工。二、编制依据2.1苏州华福低温容器有限公司提供的技术资料;2.2《压力容器安全技术监察规程》;2.3《圆筒形钢制焊接贮罐施工及验收规范》(HGJ210-83);2.4《现场设备、工艺管道焊接工程施工及验收规范》(GB/50236-98)。三、施工程序3.1施工方法简述3.1.1本次贮槽的制安内外罐均采用倒装法,先在外罐基

苏州低温贮罐方案.doc
--一、编制说明苏州工业园区液化站装置的1000m3、600m3低温贮槽工程,包括安装、电气、仪表、防腐等项目,由于施工工艺和环境较复杂,为了确保工程质量和工期,特编制此方案指导施工。二、编制依据2.1苏州华福低温容器有限公司提供的技术资料;2.2《压力容器安全技术监察规程》;2.3《圆筒形钢制焊接贮罐施工及验收规范》(HGJ210-83);2.4《现场设备、工艺管道焊接工程施工及验收规范》(GB/50236-98)。三、施工程序3.1施工方法简述3.1.1本次贮槽的制安内外罐均采用倒装
低温贮罐施工方案.doc
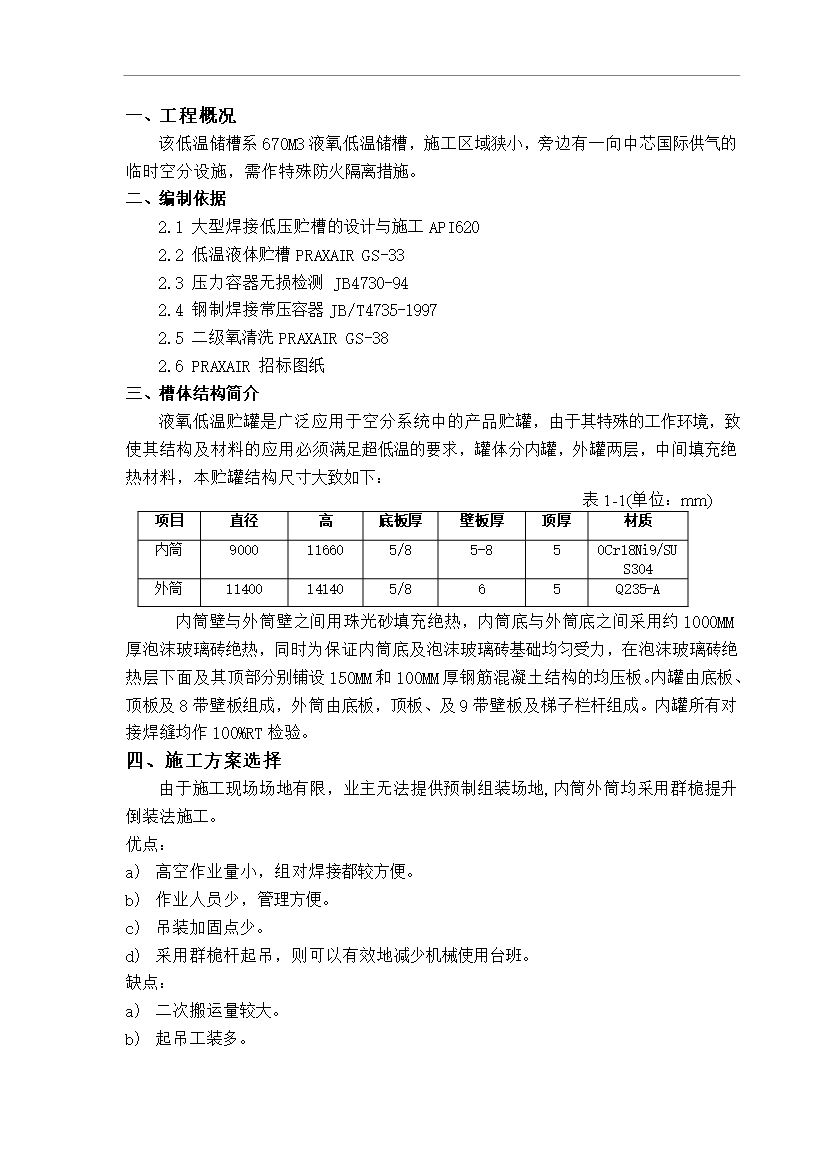
一、工程概况该低温储槽系670M3液氧低温储槽,施工区域狭小,旁边有一向中芯国际供气的临时空分设施,需作特殊防火隔离措施。二、编制依据2.1大型焊接低压贮槽的设计与施工API6202.2低温液体贮槽PRAXAIRGS-332.3压力容器无损检测JB4730-942.4钢制焊接常压容器JB/T4735-19972.5二级氧清洗PRAXAIRGS-382.6PRAXAIR招标图纸三、槽体结构简介液氧低温贮罐是广泛应用于空分系统中的产品贮罐,由于其特殊的工作环境,致使其结构及材料的应用必须满足超低温的要求,罐体