
焊接工艺要求.pdf

文库****品店


1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

焊接工艺要求.doc
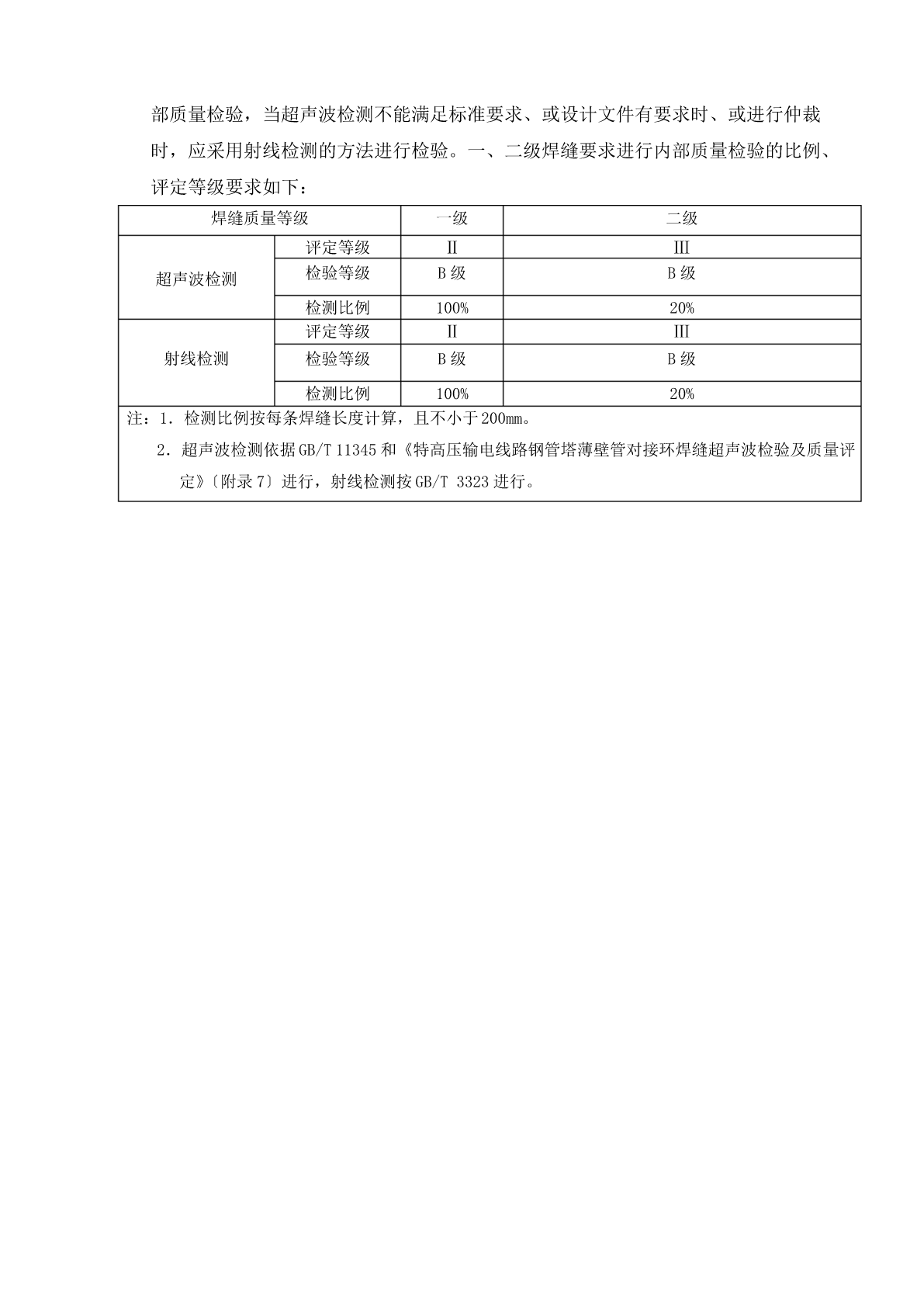
1、焊接工艺规程要求及焊接检验1.1、焊工资格焊工必须经过专门的基本理论和操作技能培训,考试合格并取得电网钢管结构焊工合格证书。1.2、焊接材料焊接材料的使用、管理按照JB/T3223执行。1.3、焊缝质量等级1.3.1、焊缝质量等级的确定应按图纸、设计文件的要求。焊缝质量等级要求如下:a)、环向对接焊缝、连接挂线板焊缝应满足一级焊缝质量要求。b)、横担与主管连接焊缝应满足二级焊缝质量要求。c)、管管相贯焊缝、钢管与带颈平焊法兰连接的搭接角焊缝、钢管与平板法兰连接的环向角焊缝、钢管纵向对接焊缝应满足二级焊
焊接工艺要求.pdf
1、焊接工艺规程要求及焊接检验1.1、焊工资格焊工必须经过专门的基本理论和操作技能培训,考试合格并取得电网钢管结构焊工合格证书。1.2、焊接材料焊接材料的使用、管理按照JB/T3223执行。1.3、焊缝质量等级、焊缝质量等级确实定应按图纸、设计文件的要求。焊缝质量等级要求如下:a〕、环向对接焊缝、连接挂线板焊缝应满足一级焊缝质量要求。b〕、横担与主管连接焊缝应满足二级焊缝质量要求。c〕、管管相贯焊缝、钢管与带颈平焊法兰连接的搭接角焊缝、钢管与平板法兰连接的环向角焊缝、钢管纵向对接焊缝应满足二级焊缝外观质量

焊接工艺要求.doc
1、焊接工艺规程要求及焊接检验1.1、焊工资格焊工必须经过专门的基本理论和操作技能培训,考试合格并取得电网钢管结构焊工合格证书。1.2、焊接材料焊接材料的使用、管理按照JB/T3223执行。1.3、焊缝质量等级1.3.1、焊缝质量等级的确定应按图纸、设计文件的要求。焊缝质量等级要求如下:a)、环向对接焊缝、连接挂线板焊缝应满足一级焊缝质量要求。b)、横担与主管连接焊缝应满足二级焊缝质量要求。c)、管管相贯焊缝、钢管与带颈平焊法兰连接的搭接角焊缝、钢管与平板法兰连接的环向角焊缝、钢管纵向对接焊缝应满足二级焊

焊接工艺要求.doc
1、焊接工艺规程要求及焊接检验1.1、焊工资格焊工必须经过专门的基本理论和操作技能培训,考试合格并取得电网钢管结构焊工合格证书。1.2、焊接材料焊接材料的使用、管理按照JB/T3223执行。1.3、焊缝质量等级1.3.1、焊缝质量等级的确定应按图纸、设计文件的要求。焊缝质量等级要求如下:a)、环向对接焊缝、连接挂线板焊缝应满足一级焊缝质量要求。b)、横担与主管连接焊缝应满足二级焊缝质量要求。c)、管管相贯焊缝、钢管与带颈平焊法兰连接的搭接角焊缝、钢管与平板法兰连接的环向角焊缝、钢管纵向对接焊

焊接工艺要求.docx
XXXXX热电2*135WMR热电联产项目烟气脱硫工程焊接工艺方案编制人:审核人:审批:一、概况本系统主要分为主体钢结构和非标设备部分。主体结构主要包括粉仓钢架,,为多层钢框架结构。结构安全等级为二级,抗震设防烈度为8度,属于丙类建筑;非标设备主要包括2套脱硫塔、1台粉仓,脱硫塔筒体直径为8.5米,筒体高度约为30.183米多,粉仓筒体也较大,总焊接长度约700米,为更好,更有序地组织工作,特制定本方案。二、执行标准中节能六合天融环保科技有限公司施工图纸;《建筑工程施工质量验收统一标准》(GB50300-