
铝型材折弯控制计划.pdf

文库****品店

1/2
2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

铝型材折弯控制计划.pdf
铝型材折弯控制计划铝型材在装夹和加工过程中,较难控制装夹及加工精度,因此在实际操作过程中,常会使用较为特殊的方法完成加工任务。铝型材受其热应力的影响,在装夹与加工过程中,应力会重新分布,使机架产生变形,影响机架加工部位的相互位置精度与形状精度。因此在实际加工中,要认真考虑装夹方式,制定合理的加工工序。加工异形支架时,很可能还要涉及到更为特殊的方式完成装夹找正任务。xx金属浅谈如何解决铝型材加工过程中框架对角不一致、变形,同时又提高焊接效率。做一个工装,将铝型材拆分为两个围框,外加四个梁,先焊接两个围框。这
铝型材折弯用下料装置.pdf
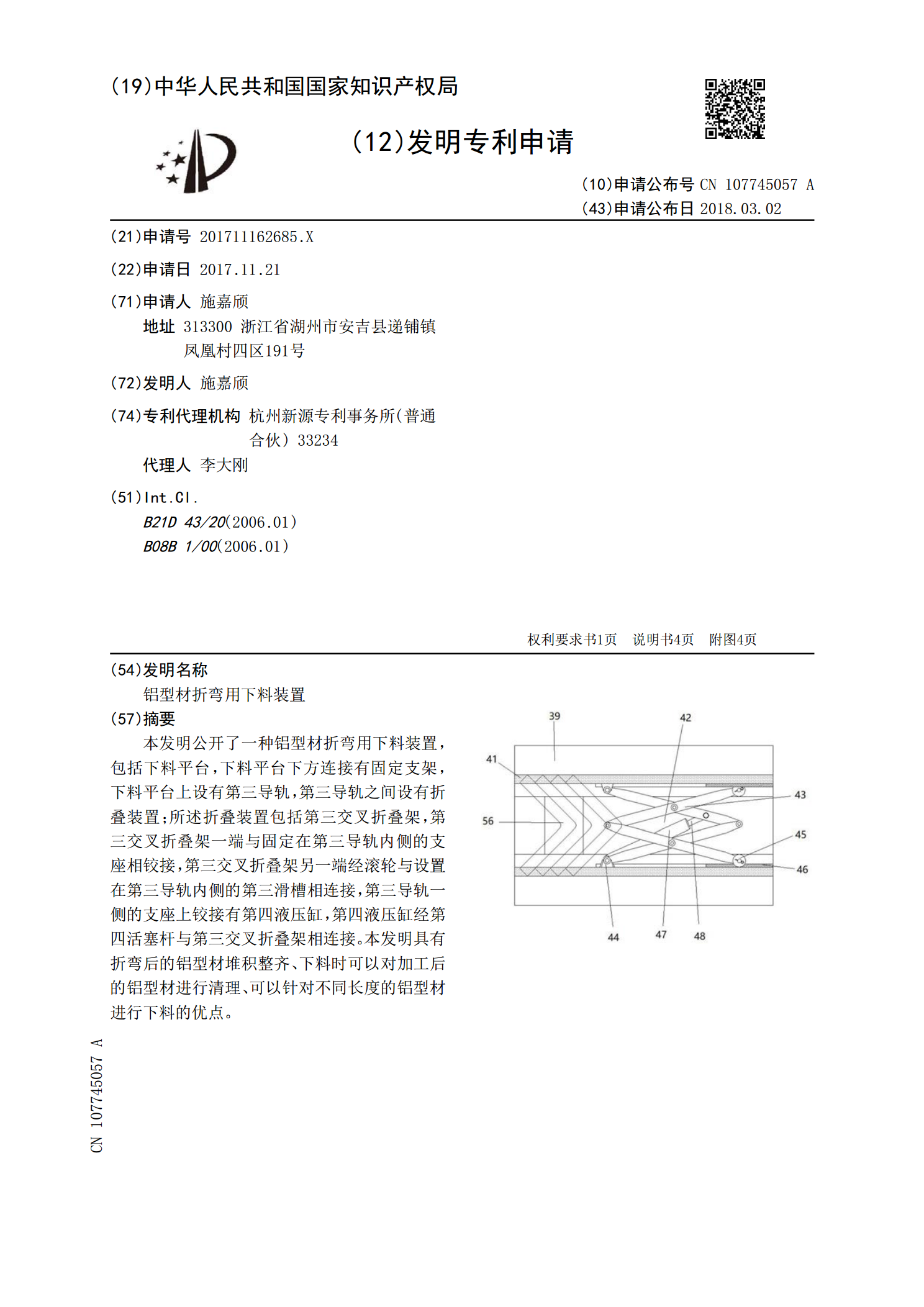
本发明公开了一种铝型材折弯用下料装置,包括下料平台,下料平台下方连接有固定支架,下料平台上设有第三导轨,第三导轨之间设有折叠装置;所述折叠装置包括第三交叉折叠架,第三交叉折叠架一端与固定在第三导轨内侧的支座相铰接,第三交叉折叠架另一端经滚轮与设置在第三导轨内侧的第三滑槽相连接,第三导轨一侧的支座上铰接有第四液压缸,第四液压缸经第四活塞杆与第三交叉折叠架相连接。本发明具有折弯后的铝型材堆积整齐、下料时可以对加工后的铝型材进行清理、可以针对不同长度的铝型材进行下料的优点。
铝型材折弯用上料装置.pdf
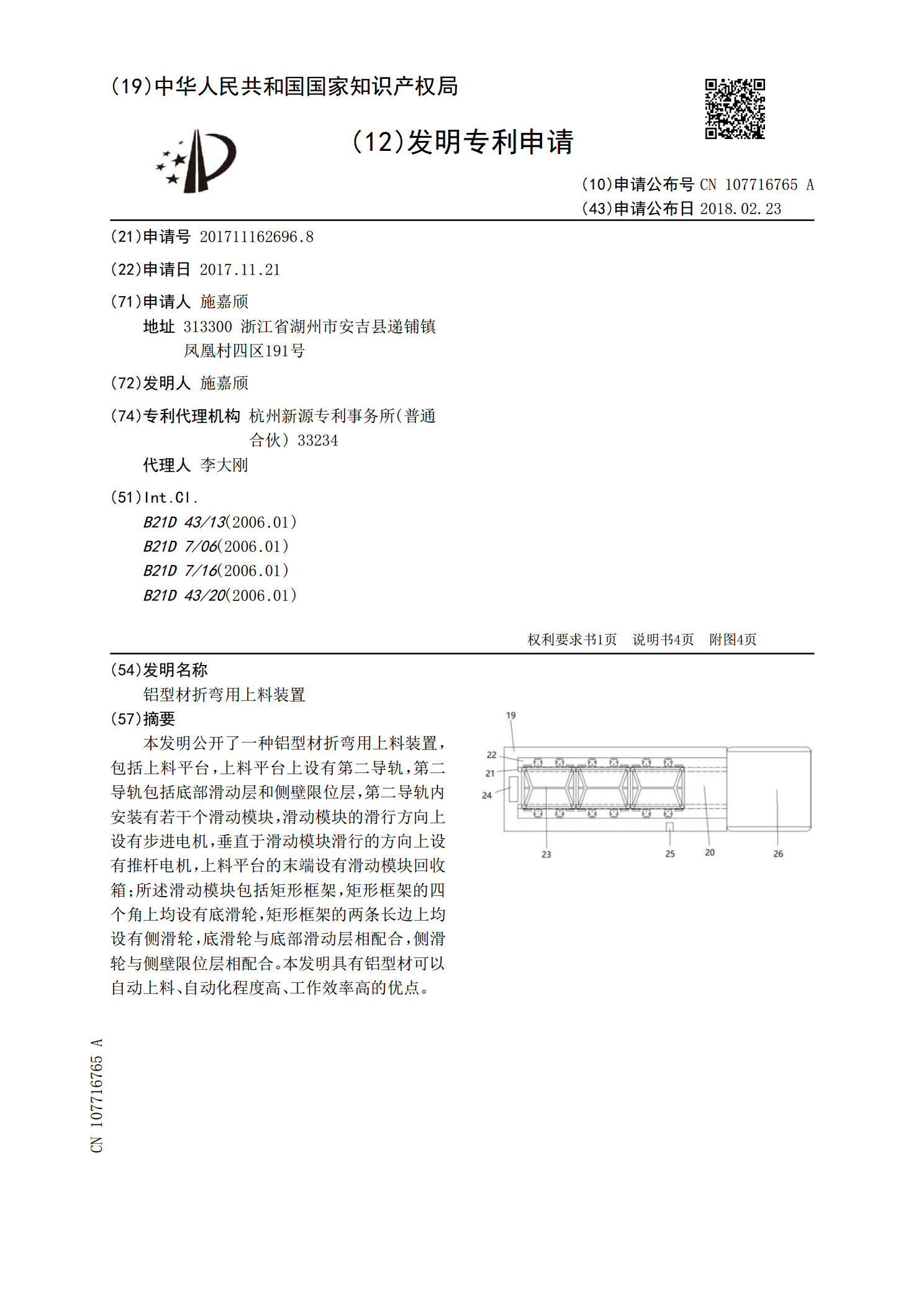
本发明公开了一种铝型材折弯用上料装置,包括上料平台,上料平台上设有第二导轨,第二导轨包括底部滑动层和侧壁限位层,第二导轨内安装有若干个滑动模块,滑动模块的滑行方向上设有步进电机,垂直于滑动模块滑行的方向上设有推杆电机,上料平台的末端设有滑动模块回收箱;所述滑动模块包括矩形框架,矩形框架的四个角上均设有底滑轮,矩形框架的两条长边上均设有侧滑轮,底滑轮与底部滑动层相配合,侧滑轮与侧壁限位层相配合。本发明具有铝型材可以自动上料、自动化程度高、工作效率高的优点。
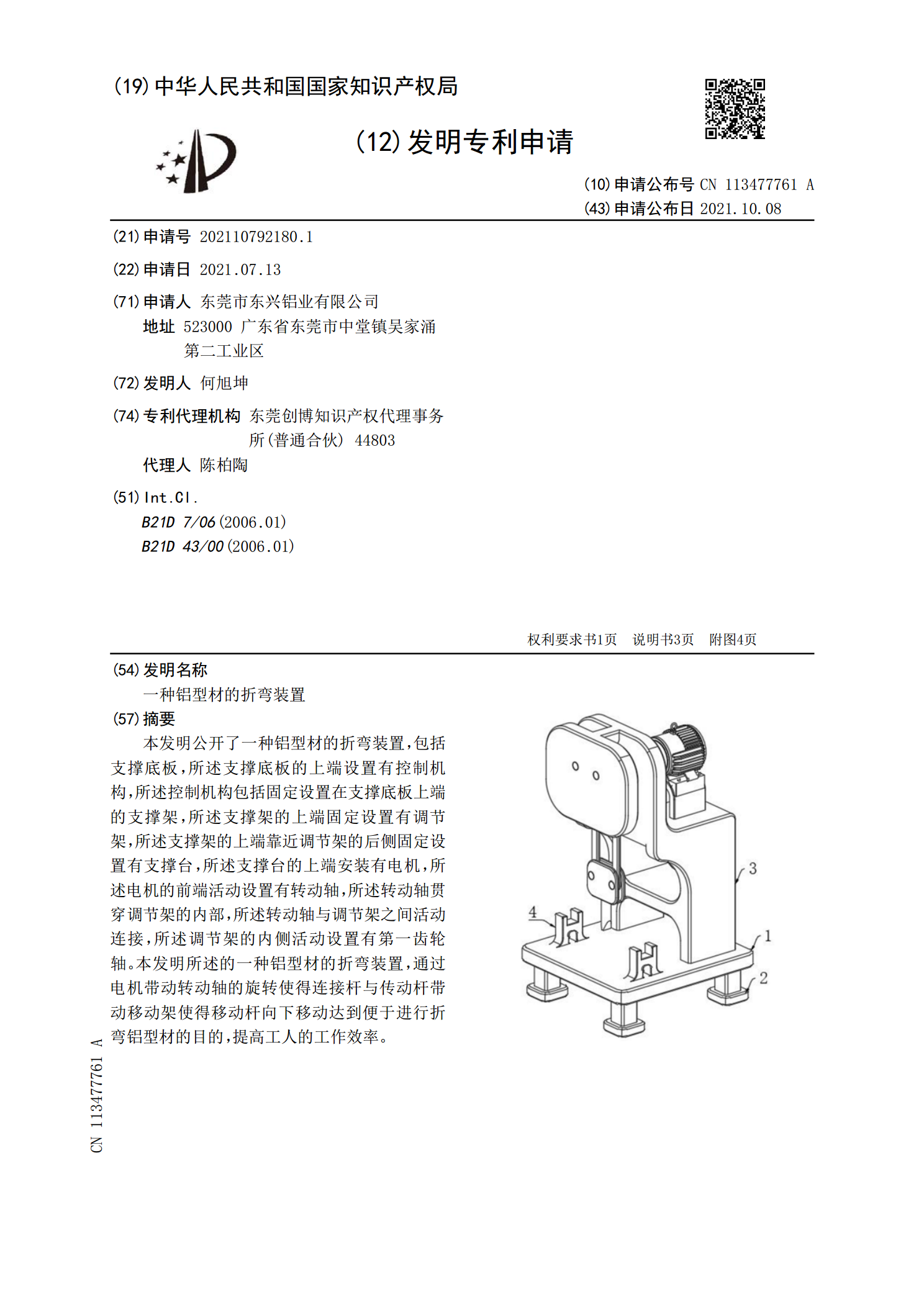
一种铝型材的折弯装置.pdf
本发明公开了一种铝型材的折弯装置,包括支撑底板,所述支撑底板的上端设置有控制机构,所述控制机构包括固定设置在支撑底板上端的支撑架,所述支撑架的上端固定设置有调节架,所述支撑架的上端靠近调节架的后侧固定设置有支撑台,所述支撑台的上端安装有电机,所述电机的前端活动设置有转动轴,所述转动轴贯穿调节架的内部,所述转动轴与调节架之间活动连接,所述调节架的内侧活动设置有第一齿轮轴。本发明所述的一种铝型材的折弯装置,通过电机带动转动轴的旋转使得连接杆与传动杆带动移动架使得移动杆向下移动达到便于进行折弯铝型材的目的,提高
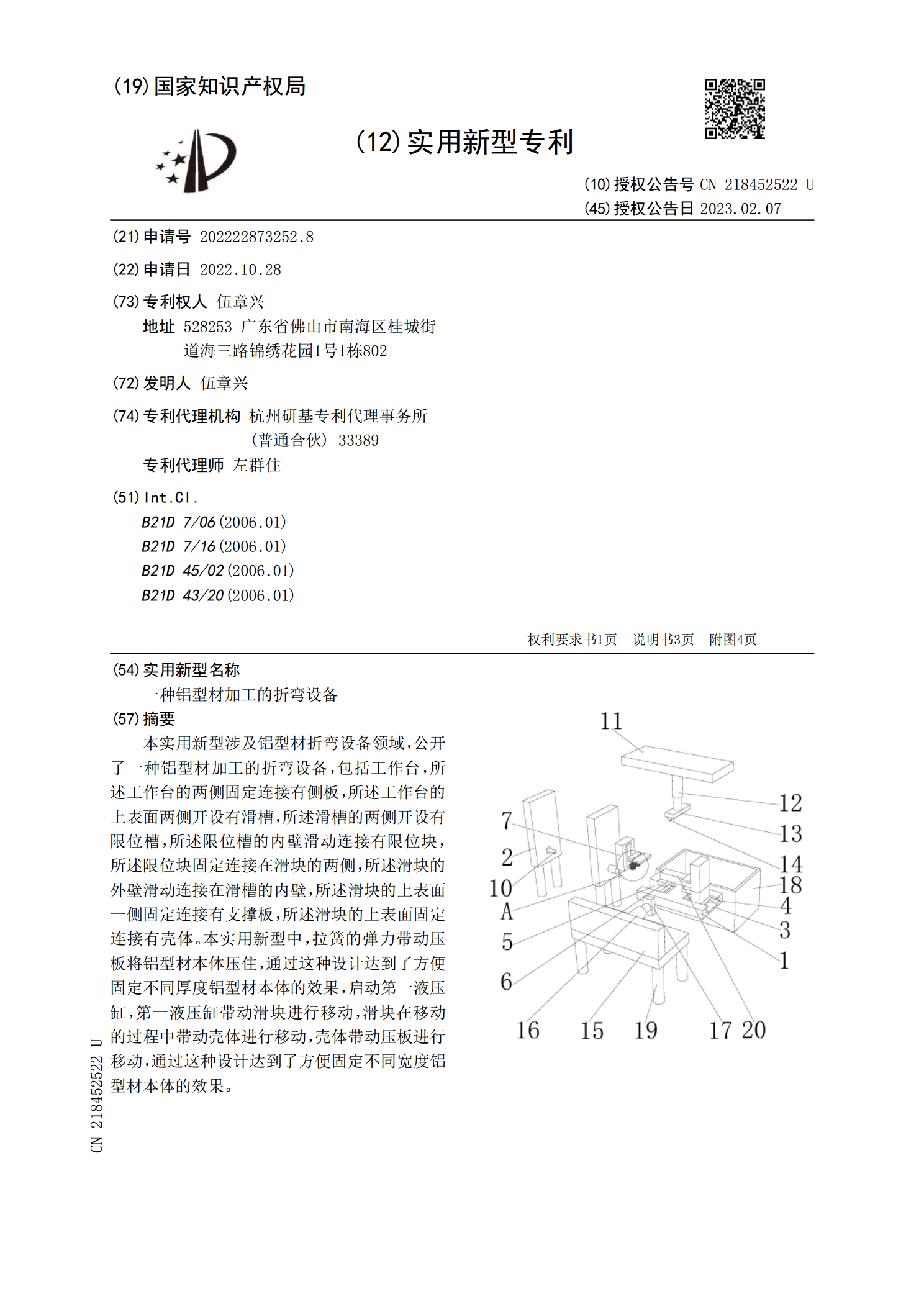
一种铝型材加工的折弯设备.pdf
本实用新型涉及铝型材折弯设备领域,公开了一种铝型材加工的折弯设备,包括工作台,所述工作台的两侧固定连接有侧板,所述工作台的上表面两侧开设有滑槽,所述滑槽的两侧开设有限位槽,所述限位槽的内壁滑动连接有限位块,所述限位块固定连接在滑块的两侧,所述滑块的外壁滑动连接在滑槽的内壁,所述滑块的上表面一侧固定连接有支撑板,所述滑块的上表面固定连接有壳体。本实用新型中,拉簧的弹力带动压板将铝型材本体压住,通过这种设计达到了方便固定不同厚度铝型材本体的效果,启动第一液压缸,第一液压缸带动滑块进行移动,滑块在移动的过程中带