
熔化焊第三节压力焊第四节钎焊第五节.ppt

一吃****仪凡

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共32页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
熔化焊第三节压力焊第四节钎焊第五节.ppt
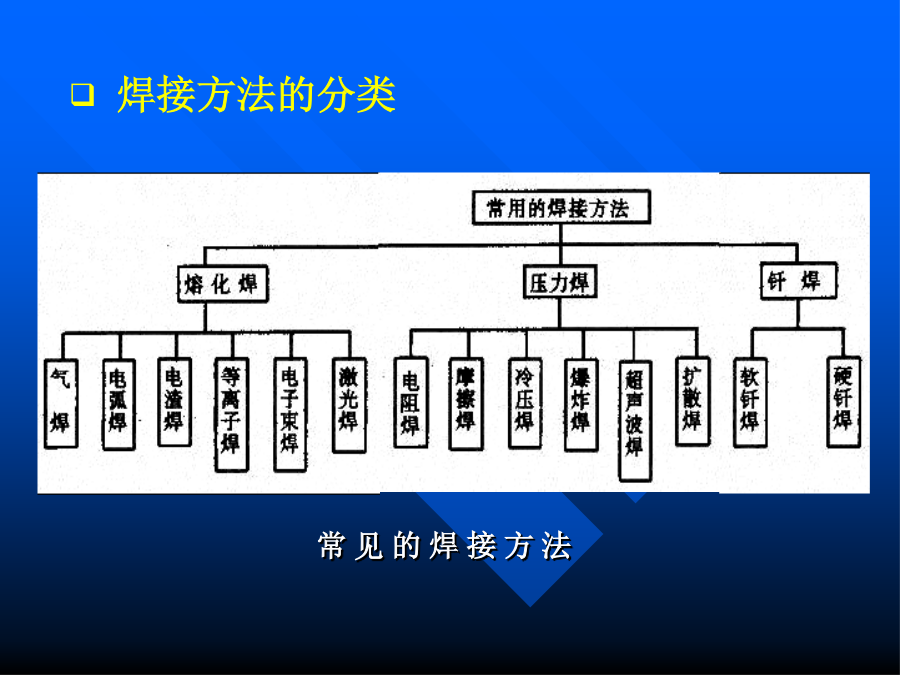
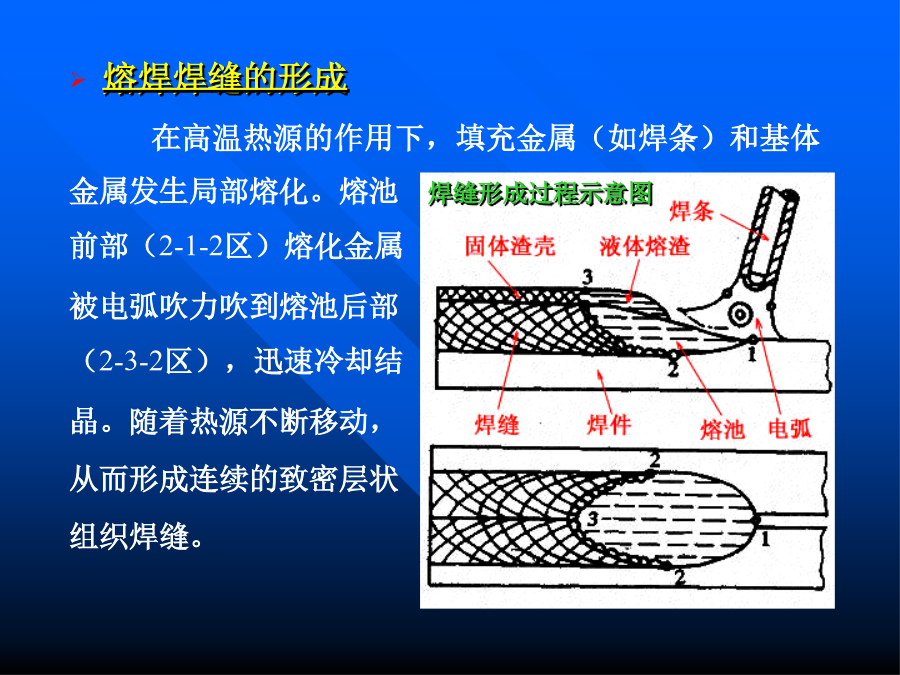
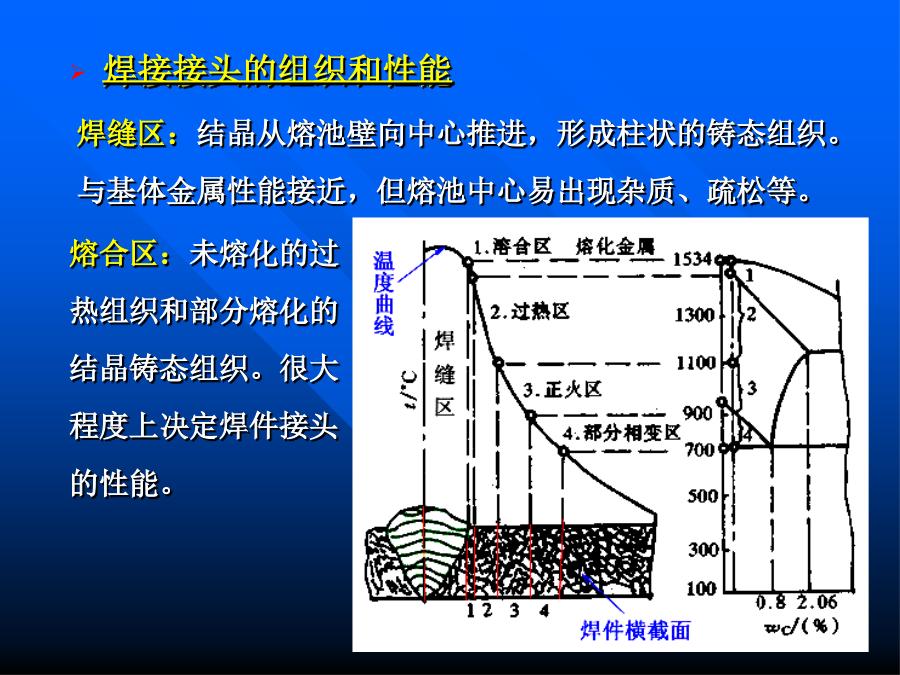
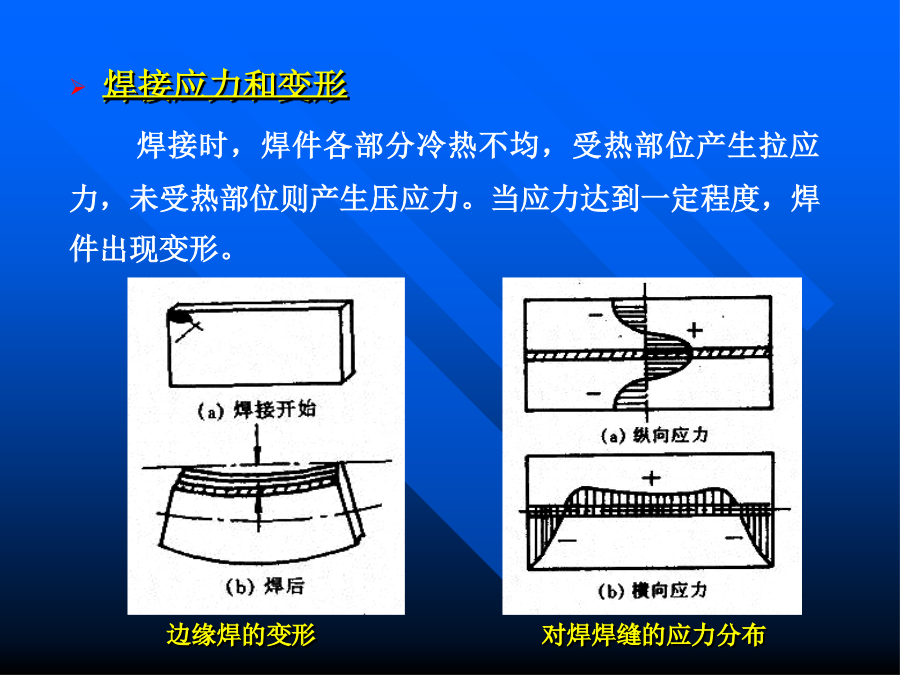
第一节焊接概述第二节熔化焊第三节压力焊第四节钎焊第五节焊接缺陷及其检验焊接是一种永久性连接金属材料的工艺方法。焊接过程的实质是用加热或加压等手段,借助于金属原子的结合与扩散作用,使分离的金属材料牢固地连接起来。常见的焊接方法金属的可焊性熔化焊是焊接最基本的焊接方法。根据焊接能源种类、能源传递介质和方式的不同,熔化焊可分为电弧焊、气焊、电渣焊、电子束焊、激光焊和等离子焊等。熔焊焊缝的形成焊接接头的组织和性能过热区:高温影响,晶粒粗大。塑性和韧性下降,显著影响焊件接头性能。焊接时,焊件各部分冷热不均,受热部位
熔化焊第三节压力焊第四节钎焊第五节.ppt
第一节焊接概述第二节熔化焊第三节压力焊第四节钎焊第五节焊接缺陷及其检验焊接是一种永久性连接金属材料的工艺方法。焊接过程的实质是用加热或加压等手段借助于金属原子的结合与扩散作用使分离的金属材料牢固地连接起来。常见的焊接方法金属的可焊性熔化焊是焊接最基本的焊接方法。根据焊接能源种类、能源传递介质和方式的不同熔化焊可分为电弧焊、气焊、电渣焊、电子束焊、激光焊和等离子焊等。熔焊焊缝的形成焊接接头的组织和性能过热区:高温影响晶粒粗大。塑性和韧

第三节压焊与钎焊.doc
第三节压焊与钎焊一、压焊【压焊】是指在焊接过程中必须对工件施加压力(加热或不加热),以完成焊接的方法。加压可使两个焊件之间接触紧密,并在焊接部位产生一定的塑性变形,促使原子扩散而使二者焊接在一起。加热则进一步提高原子扩散能力,也使连接处晶粒细化。最常用的是电阻焊。【电阻焊】是工件组合后通过电极施加压力,利用电流通过接头的接触面及邻近区域产生的电阻热进行焊接的方法。电阻焊通常分为电阻点焊、缝焊和对焊,如图所示。电阻焊示意图【电阻点焊】电阻点焊是将工件装配成搭接接头,并压紧在两电极之间,利用电阻热熔化母材金属

钎焊与压焊.ppt
压焊和钎焊一、电阻焊1.点焊SpotWelding点焊过程:点焊分流现象:焊接新焊点时,有一部分电流会流经已焊好焊点,使焊接电流发生变化,影响点焊质量。点距:两相邻焊点间的中心距。焊件厚度越大,导电性越强,点距要越大。焊点直径:要尽量大应用:薄板冲压件及钢筋焊接。点焊工件常用厚度范围是0.05~6mm。2.缝焊SeamWelding3.对焊ButtWelding(1)电阻对焊UpsetButtWelding(2)闪光对焊FlashButtWelding焊接过程如4-15(b)图所示加紧、对正→通电→移动、
电阻焊--压力焊原理及分类.ppt
1、本课程在专业体系中的作用焊接分类缝焊硬钎焊2、参考资料:★洪松涛《电阻焊一本通》上海科学技术出版社★朱正行《电阻焊技术》机械工业出版社二.压力焊原理及分类1—雷管;2—炸药;3—复板;4—基板;5—地面高频电流的邻近效应长度较小零件的高频焊接型材及管材的高频焊接缝焊机电阻焊焊接四要素焊接电流的种类和适用范围A、交流电可以通过调幅使电流缓升、缓降以达到预热和缓冷的目的这对于铝合金焊接十分有利。交流电还可以用于多脉冲点焊即用于两个或多个脉冲之间留有冷却时间以控制加热