
炉壳焊接工艺评定书.doc

文阁****23


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

炉壳焊接工艺评定书.doc
钢结构焊接工艺评定报告焊接形式手工电弧焊报告类型南钢新增7#热风炉炉壳焊接工艺评定编号J-QR1编制郑元介审核李家周批准阎福君单位上海十三冶建设有限公司南钢项目部日期2010年8月20日焊接工艺评定报告目录序号报告名称报告编号页数1目录12焊接工艺评定报告J-QR113焊接工艺评定报告J-QR214焊接工艺评定指导书J-QR1-115焊接工艺评定指导书J-QR2-116焊接工艺评定记录J-QR1-217焊接工艺评定记录J-QR2-218焊接工艺评定检验结果J-QR1-319焊接工艺评定检验结果J-QR2-
炉壳焊接工艺评定书.doc
钢结构焊接工艺评定报告焊接形式手工电弧焊报告类型南钢新增7#热风炉炉壳焊接工艺评定编号J-QR1编制郑元介审核李家周批准阎福君单位上海十三冶建设有限公司南钢项目部日期2010年8月20日焊接工艺评定报告目录序号报告名称报告编号页数1目录12焊接工艺评定报告J-QR113焊接工艺评定报告J-QR214焊接工艺评定指导书J-QR1-115焊接工艺评定指导书J-QR2-116焊接工艺评定记录J-QR1-217焊接工艺评定记录J-QR2-218焊接工艺评定检验结果J-QR1-319焊接工艺评定检验结果J-QR2-

炉壳焊接工艺评定书.doc
钢结构焊接工艺评定报告焊接形式手工电弧焊报告类型南钢新增7#热风炉炉壳焊接工艺评定编号J-QR1编制郑元介审核李家周批准阎福君单位上海十三冶建设有限公司南钢项目部日期2010年8月20日焊接工艺评定报告目录序号报告名称报告编号页数1目录12焊接工艺评定报告J-QR113焊接工艺评定报告J-QR214焊接工艺评定指导书J-QR1-115焊接工艺评定指导书J-QR2-116焊接工艺评定记录J-QR1-217焊接工艺评定记录J-QR2-218焊接工艺评定检验结果J-QR1-319焊接工艺评定检验结果J-QR2-
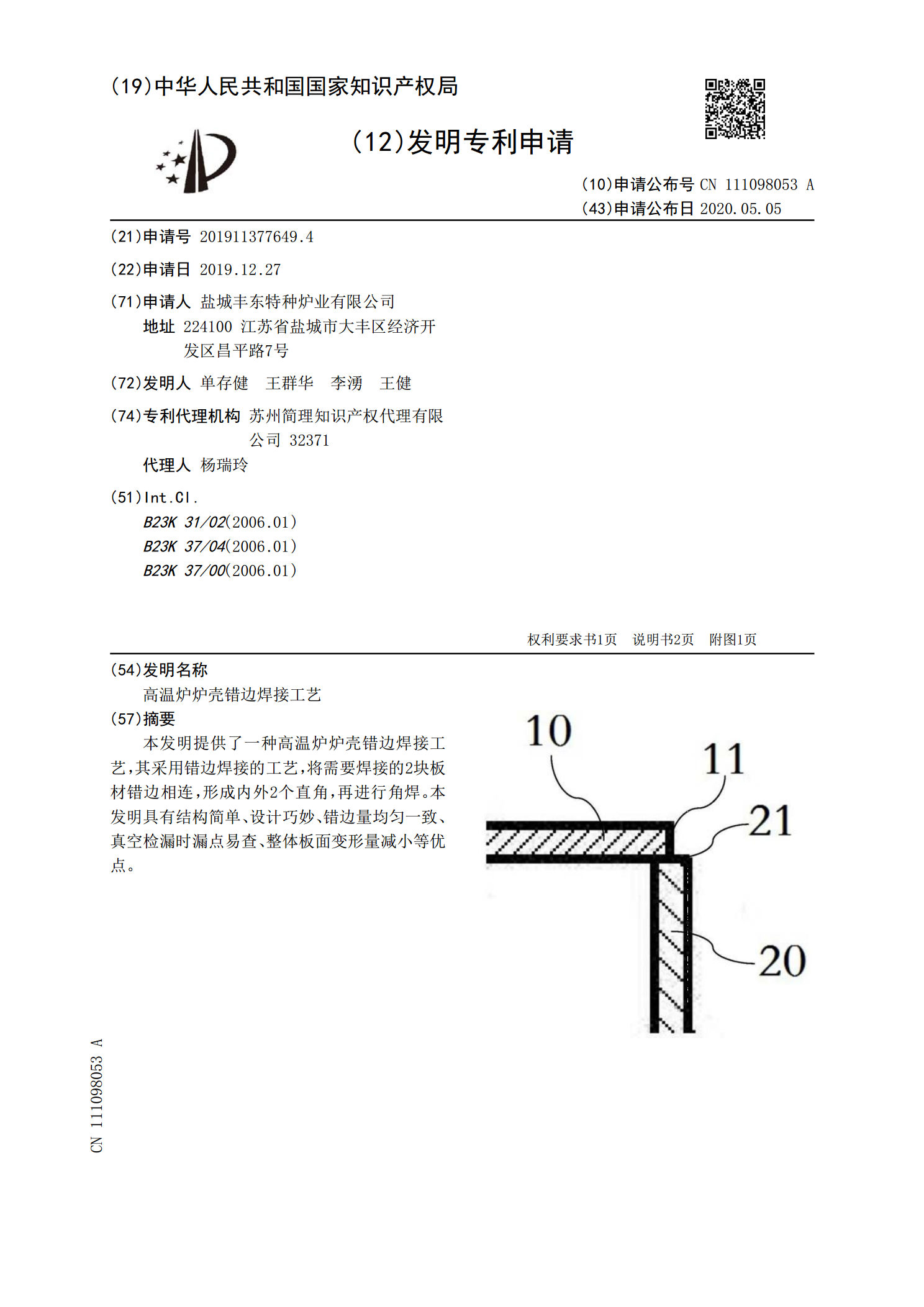
高温炉炉壳错边焊接工艺.pdf
本发明提供了一种高温炉炉壳错边焊接工艺,其采用错边焊接的工艺,将需要焊接的2块板材错边相连,形成内外2个直角,再进行角焊。本发明具有结构简单、设计巧妙、错边量均匀一致、真空检漏时漏点易查、整体板面变形量减小等优点。
大型转炉炉壳穿孔塞焊接修复工艺.pdf
本发明公开了一种大型转炉炉壳穿孔塞焊接修复工艺,其工艺方法为:施焊前将塞焊区域周围200mm范围内的铁锈、油污、钢渣氧化物等杂物清除干净;在炉壳塞焊洞口外侧装焊焊缝垫板,同时挂装加热片进行焊前预热;炉体内侧施焊,首先由手工电弧焊塞焊1/3深度,再由CO2气保焊塞焊;缝焊完后应立即进行后热处理。该修复工艺方法操作简单、易于实施;且生产效率高、焊接质量可靠。