
冲压成形工艺.doc

15****47

1/10
2/10
3/10

4/10

5/10

6/10

7/10

8/10
9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

冲压成形工艺.doc
冲压成型资料1冲压成型工艺定义:冲压工艺是通过模具对毛坯施加外力,使之产生塑性变形或分离,从而获得一定尺寸、形状和性能的工件的加工方法。冲压工艺的应用范围十分广泛,既可以加工金属板料、棒料,也可以加工多种非金属材料。由于加工通常是在常温下进行的,故又称为冷冲压。冲压工艺的特点:2.1用冷冲压加工方法可以得到形状复杂、用其他加工方法难以加工的工件,如薄壳零件等。冷冲压件的尺寸精度是由模具保证的,因此,尺寸稳定,互换性好。2.2材料利用率高,工件重量轻、刚性好、强度高、冲压过程耗能少。因此,工件的成本较低。2
冲压成形工艺.pdf
欢迎阅读本文档,希望本文档能对您有所帮助!冲压成型资料1冲压成型工艺定义:冲压工艺是通过模具对毛坯施加外力,使之产生塑性变形或分离,从而获得一定尺寸、形状和性能的工件的加工方法。冲压工艺的应用范围十分广泛,既可以加工金属板料、棒料,也可以加工多种非金属材料。由于加工通常是在常温下进行的,故又称为冷冲压。2冲压工艺的特点:2.1用冷冲压加工方法可以得到形状复杂、用其他加工方法难以加工的工件,如薄壳零件等。冷冲压件的尺寸精度是由模具保证的,因此,尺寸稳定,互换性好。2.2材料利用率高,工件重量轻、刚性好、强度

冲压成形工艺.doc
冲压成型资料1冲压成型工艺定义:冲压工艺是通过模具对毛坯施加外力,使之产生塑性变形或分离,从而获得一定尺寸、形状和性能的工件的加工方法。冲压工艺的应用范围十分广泛,既可以加工金属板料、棒料,也可以加工多种非金属材料。由于加工通常是在常温下进行的,故又称为冷冲压。冲压工艺的特点:2.1用冷冲压加工方法可以得到形状复杂、用其他加工方法难以加工的工件,如薄壳零件等。冷冲压件的尺寸精度是由模具保证的,因此,尺寸稳定,互换性好。2.2材料利用率高,工件重量轻、刚性好、强度高、冲压过程耗能少。因此,工件的成本较低。2
热冲压成形工艺及热冲压成形构件.pdf
本发明提供一种热冲压成形工艺及热冲压成形构件,工艺包括感应加热至700~940℃,后在加热炉中加热保温;冷却至800~875℃;移送至模具,且在模具处时温度在550℃以上;热冲压成形,且冷却至250℃以下。本发明充分利用感应加热热效率高、能耗低、加热温度分布均匀等优点,实现快速加热、氧化时间的可控性,控制原料中VC析出粒子的固溶和粗化程度,有效避免了奥氏体晶粒粗化,使得组织更均匀化,力学性能较传统热冲压工艺进一步提高,一方面细化晶粒,另一方面VC析出消耗基体中的C含量,从而降低热冲压状态下马氏体中的C含量
热冲压成形用钢材、热冲压成形工艺及成形构件.pdf
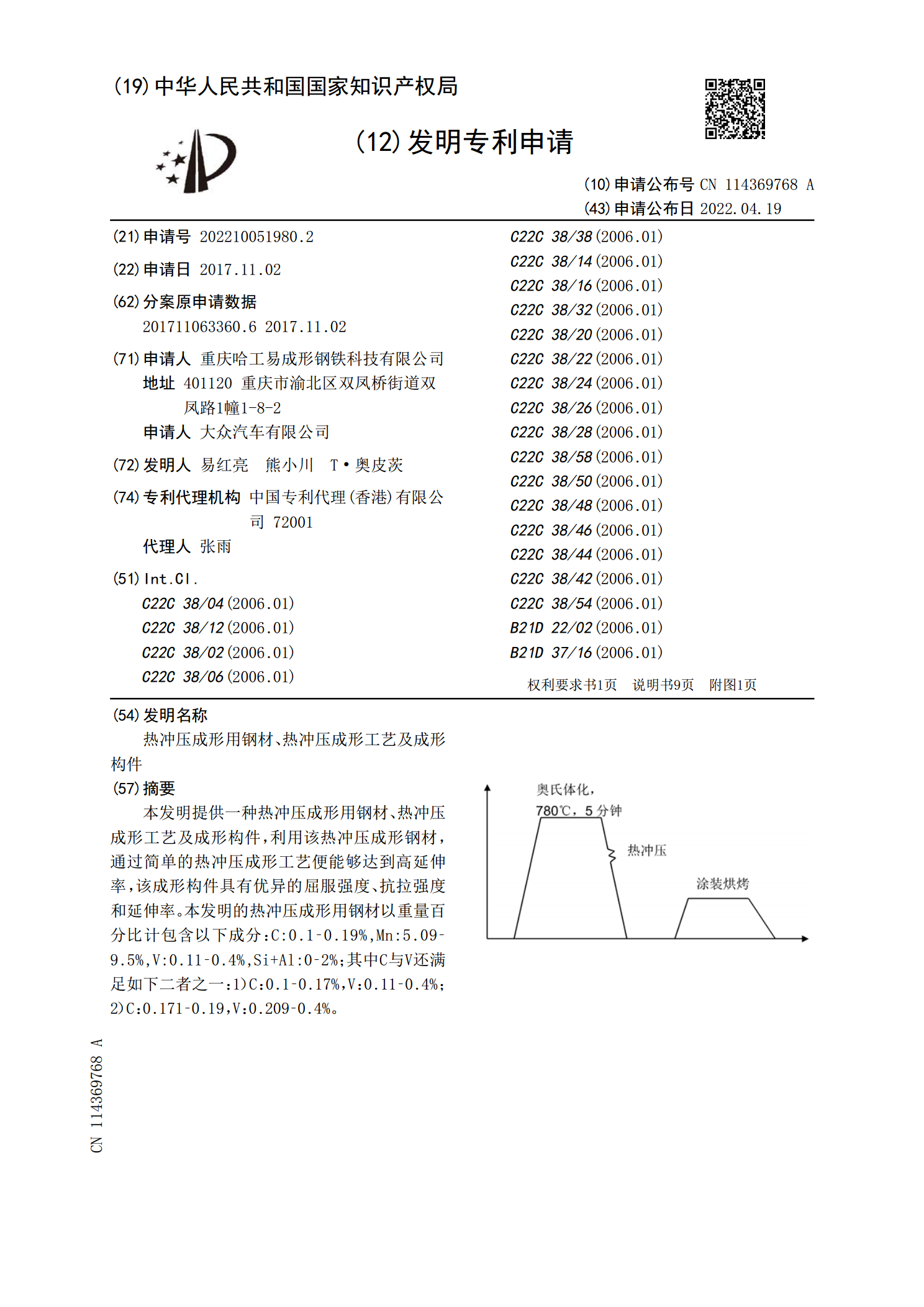
本发明提供一种热冲压成形用钢材、热冲压成形工艺及成形构件,利用该热冲压成形钢材,通过简单的热冲压成形工艺便能够达到高延伸率,该成形构件具有优异的屈服强度、抗拉强度和延伸率。本发明的热冲压成形用钢材以重量百分比计包含以下成分:C:0.1?0.19%,Mn:5.09?9.5%,V:0.11?0.4%,Si+Al:0?2%;其中C与V还满足如下二者之一:1)C:0.1?0.17%,V:0.11?0.4%;2)C:0.171?0.19,V:0.209?0.4%。