
齿轮轴工艺工序卡.doc

15****47


1/10
2/10

3/10

4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共24页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

齿轮轴工艺工序卡.doc
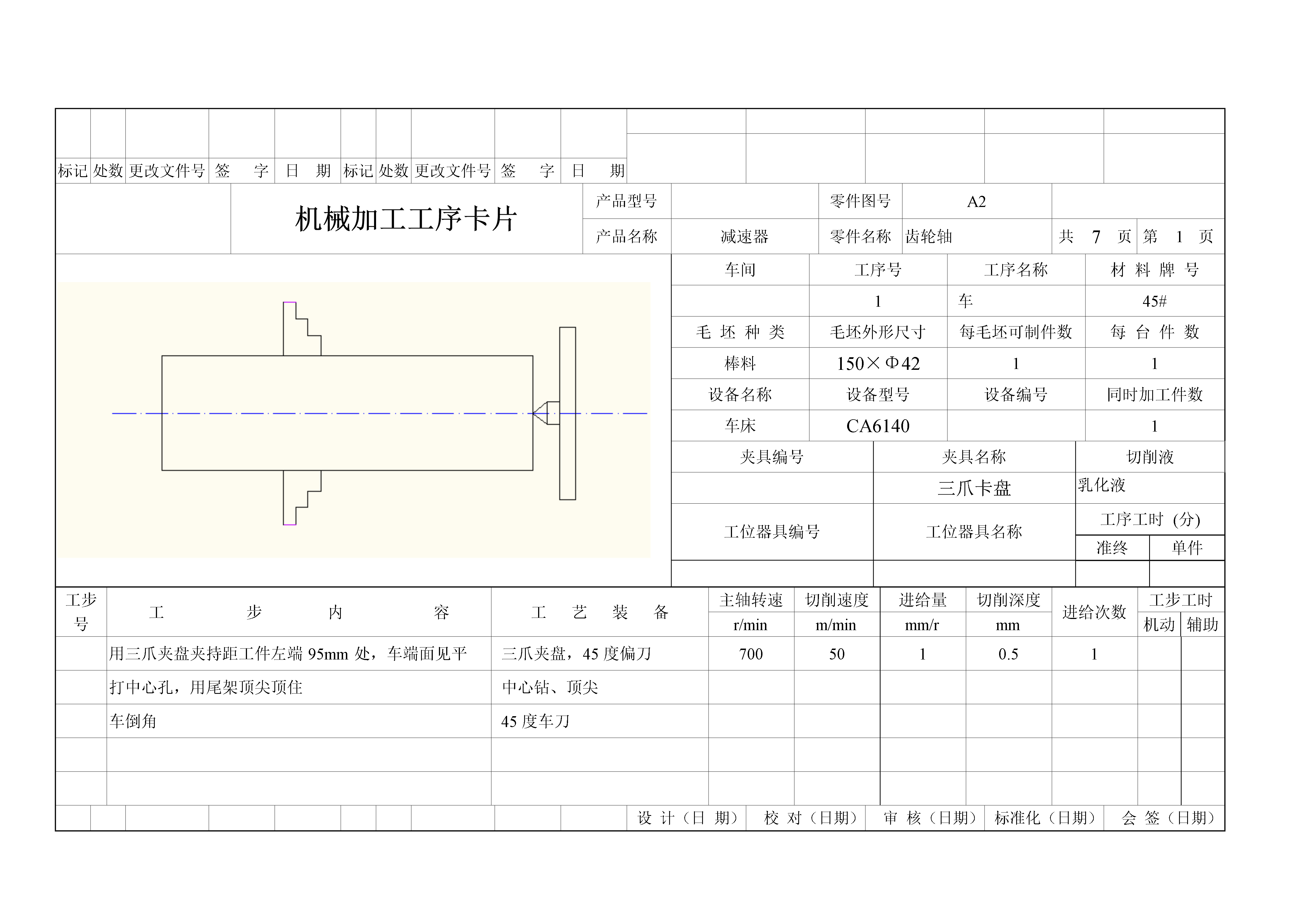
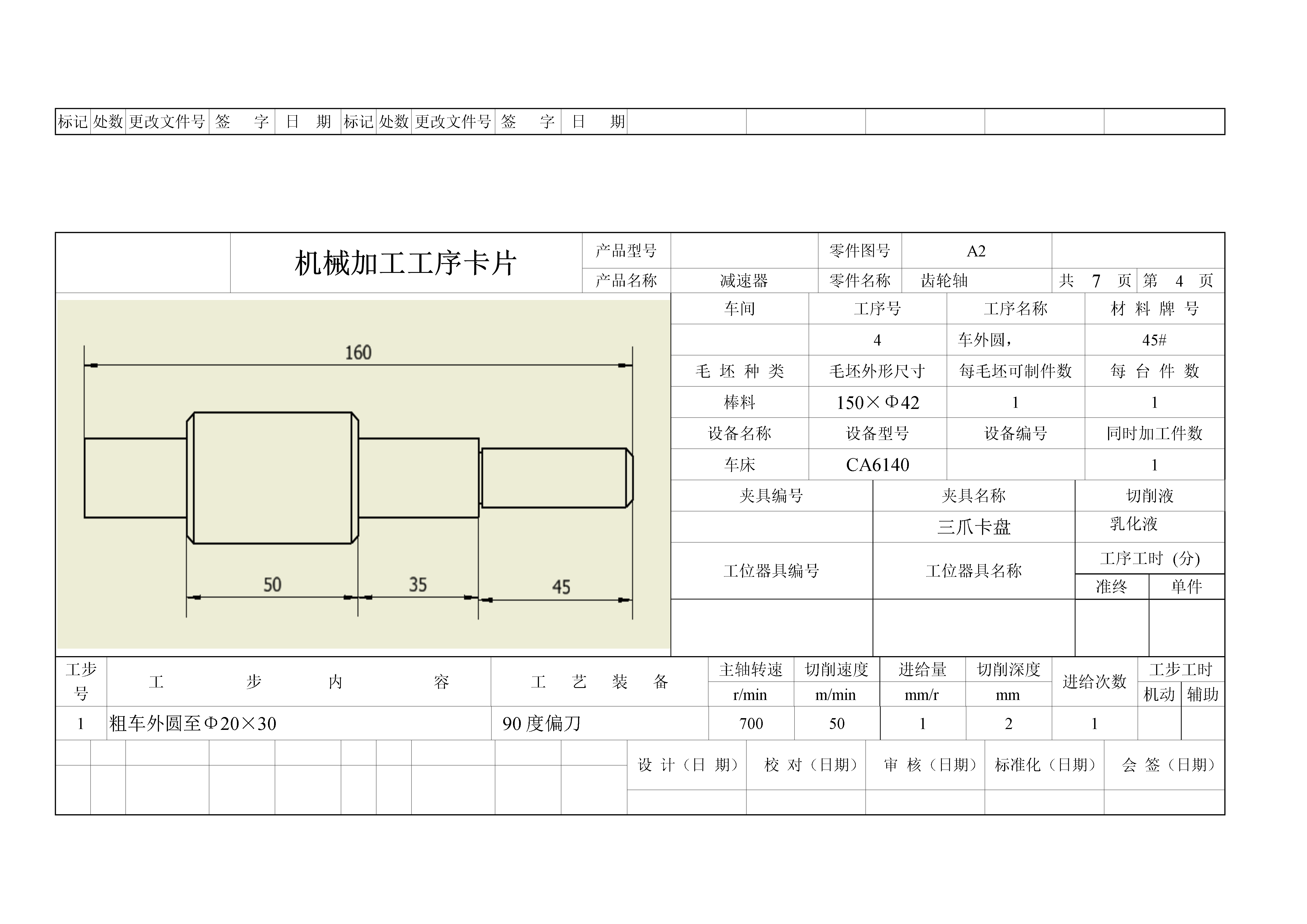
机械加工工艺过程卡片产品型号零件图号产品名称减速器零件名称主轴材料牌号45#毛坯种类棒料毛坯外形尺寸150×Φ42每毛坯件数1每台件数1备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件1车车毛坯端面,钻中心孔,倒角金工CA6140三爪卡盘、中心钻、45度偏刀,2车粗车外圆至Φ40×5CA6140三爪卡盘、外圆车刀,顶尖3车粗车外圆至Φ30×30CA6140三爪卡盘、外圆车刀,顶尖4换位将零件调转,定位夹紧CA6140三爪卡盘、顶尖5车车毛坯端面,钻中心孔CA6140三爪卡盘、中心钻、

齿轮轴工艺工序卡.doc
机械加工工艺过程卡片产品型号零件图号产品名称减速器零件名称主轴材料牌号45#毛坯种类棒料毛坯外形尺寸150×Φ42每毛坯件数1每台件数1备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件1车车毛坯端面,钻中心孔,倒角金工CA6140三爪卡盘、中心钻、45度偏刀,2车粗车外圆至Φ40×5CA6140三爪卡盘、外圆车刀,顶尖3车粗车外圆至Φ30×30CA6140三爪卡盘、外圆车刀,顶尖4换位将零件调转,定位夹紧CA6140三爪卡盘、顶尖5车车毛坯端面,钻中心孔CA6140三爪卡盘、中心钻、45度偏刀,

齿轮轴工艺工序卡.pdf
欢迎阅读本文档,希望本文档能对您有所帮助!产品型号零件图号机械加工工艺过程卡片产品名称减速器零件名称主轴材料牌号45#毛坯种类棒料毛坯外形尺寸150×Φ42每毛坯件数1每台件数1备注工工序车工工时序工序内容设备工艺装备号名称间段准终单件金1车车毛坯端面,钻中心孔,倒角CA6140三爪卡盘、中心钻、45度偏刀,工2车粗车外圆至Φ40×5CA6140三爪卡盘、外圆车刀,顶尖3车粗车外圆至Φ30×30CA6140三爪卡盘、外圆车刀,顶尖4换位将零件调转,定位夹紧CA6140三爪卡盘、顶尖5车车毛坯端

齿轮轴工艺工序卡.doc
机械加工工艺过程卡片产品型号零件图号产品名称减速器零件名称主轴材料牌号45#毛坯种类棒料毛坯外形尺寸150×Φ42每毛坯件数1每台件数1备注工序号工序名称工序内容车间工段设备工艺装备工时准终单件1车车毛坯端面,钻中心孔,倒角金工CA6140三爪卡盘、中心钻、45度偏刀,2车粗车外圆至Φ40×5CA6140三爪卡盘、外圆车刀,顶尖3车粗车外圆至Φ30×30CA6140三爪卡盘、外圆车刀,顶尖4换位将零件调转,定位夹紧CA6140三爪卡盘、顶尖5车车毛坯端面,钻中心孔CA6140三爪卡盘、中心钻、45度偏刀,

工艺卡工序卡.doc
模具设计与制造专业机械加工工序卡片工序名称粗铣工序号13零件名称凹模零件号MJ-lc-11零件重量同时加工零件数1材料毛坯牌号硬度型号重量Cr12MOV60~64HRC设备夹具名称辅助工具名称型号铣床X6310平口钳游标卡尺安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时一次1钻的孔5.1的钻头游标卡尺1711150mm/min900r/min一次1扩的孔12.4的钻头游标卡尺1711150mm/min900r/min一次1锥M14的内螺纹M14丝锥的游标卡尺15115