
工艺卡工序卡.doc

sy****28


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

工艺卡工序卡.doc
模具设计与制造专业机械加工工序卡片工序名称粗铣工序号13零件名称凹模零件号MJ-lc-11零件重量同时加工零件数1材料毛坯牌号硬度型号重量Cr12MOV60~64HRC设备夹具名称辅助工具名称型号铣床X6310平口钳游标卡尺安装工步安装及工步说明刀具量具走刀长度走刀次数切削深度进给量主轴转速切削速度基本工时一次1钻的孔5.1的钻头游标卡尺1711150mm/min900r/min一次1扩的孔12.4的钻头游标卡尺1711150mm/min900r/min一次1锥M14的内螺纹M14丝锥的游标卡尺15115
工艺过程卡与工序卡.doc
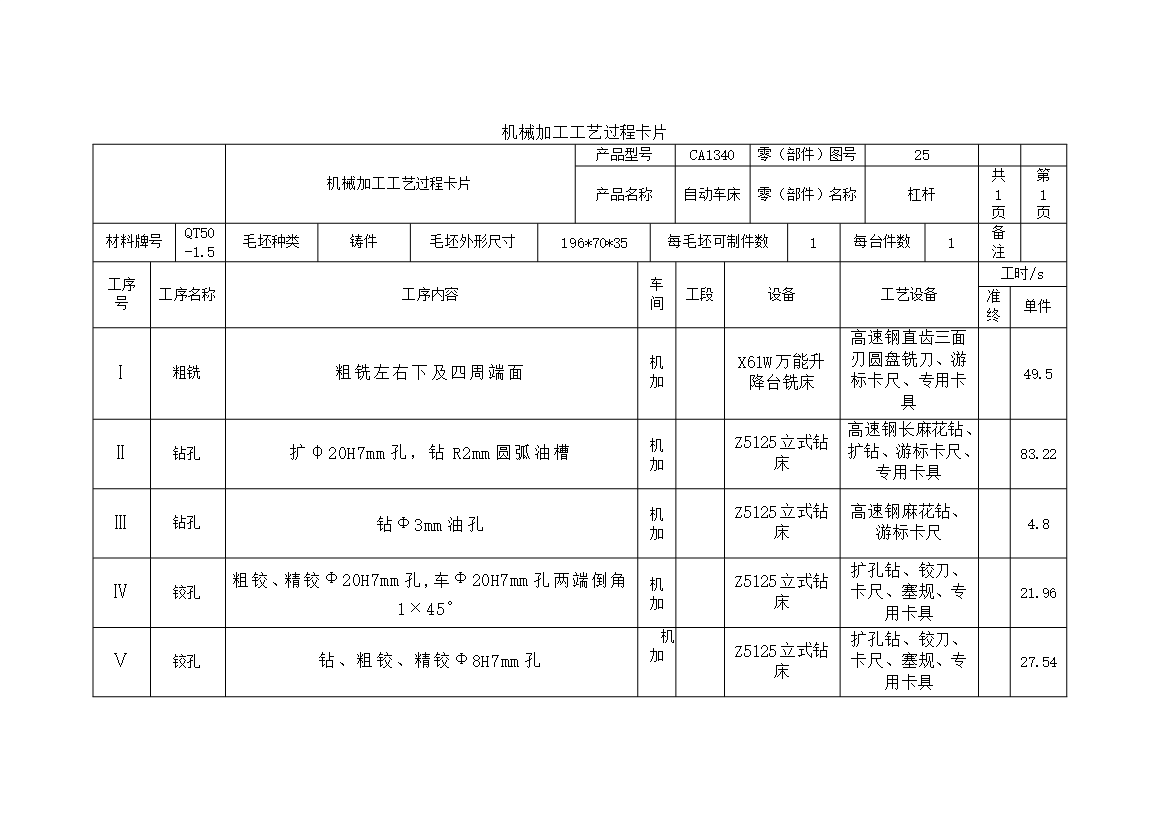
机械加工工艺过程卡片机械加工工艺过程卡片产品型号CA1340零(部件)图号25产品名称自动车床零(部件)名称杠杆材料牌号QT50-1.5毛坯种类铸件毛坯外形尺寸196*70*35每毛坯可制件数1每台件数1备注工序号工序名称工序内容车间工段设备工艺设备工时/s准终单件Ⅰ粗铣粗铣左右下及四周端面机加X61W万能升降台铣床高速钢直齿三面刃圆盘铣刀、游标卡尺、专用卡具49.5Ⅱ钻孔扩φ20H7mm孔,钻R2mm圆弧油槽机加Z5125立式钻床高速钢长麻花钻、扩钻、游标卡尺、专用卡具83.22Ⅲ钻孔钻Φ3

工艺过程卡及工序卡.doc
镇江市高等专科学校机械加工工序卡产品型号及规格图号名称工艺文件编号复合轴1材料牌号及名称毛坯外型尺寸4560*150零件毛重零件净重硬度设备名称设备型号广数数控车床GSK980TD专用工艺装备名称代号机动时间单件工时定额每合件数技术等级冷却液工序号工步号工序及工步内容刀具量检具切削用量代号名称代号名称切削速度(米/分)切削深度(毫米)进给量(毫米/转)转速(转/分)1车左端面40m/min1mm0.2~0.3600r/min2左右两端钻B型中心孔3粗车左端面外形留0.5mm精车余量303mm0

工艺卡和工序卡.doc
机械设计制造及自动化专业机械加工工艺过程卡片零件号零件名称工序号工序名称设备夹具刀具量具工时名称型号名称规格名称规格名称规格班级姓名编制日期机械加工工序卡片产品型号零件图号共页产品名称零件名称第页(工序图)车间工序号工序名称材料牌号毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工时定额机动辅助班级姓名编制日期

工艺工序卡.xls
齿轮泵加工工序卡片零件图号产品名称齿轮泵零件名称齿轮泵车间工序号工序名称材料牌号11粗绞2×φ15定位孔HT200毛胚种类毛胚外形尺寸每毛胚可制件数每台件数铸件120×49×14211设备名称设备型号设备编号同时加工件数立式钻床Z5251夹具编号夹具名称切削液专用钻床夹具工位器具编号工位器具名称工序工时(分)准终工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r工步工时(分)机动1粗绞2×φ15定位孔专用钻床夹具,内径千分尺,硬质合金铰刀96045.210.10.12