
泵轴跳动标准及校正.docx

一只****签网


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

泵轴跳动标准及校正.docx
泵轴跳动标准及校正水泵泵轴跳动标准及校直1、泵轴跳动标准)轴颈的锥度与椭圆度不大于轴径的000。但最大不得超过0.05mn,且表面不得有伤痕。2)轴弯曲超过允许值可采用机械法或加热法进行校直。轴允许跳动值如下表所示(单位:mn):轴径处轴中部(500)轴中部(3000)多级泵轴0.020.00.080.02、泵轴的校直方法)冷直法(1)利用手摇螺旋压力机校直轴径较小及弯曲较大时,可采用此法。首先将轴放在三角缺口块内架住,或放在机床上利用顶针顶住轴的两端,然后将轴弯曲的凸面顶点朝上。用螺旋压力机压住凸起顶点

泵轴跳动标准及校正.docx
泵轴跳动标准及校正水泵泵轴跳动标准及校直1、泵轴跳动标准)轴颈的锥度与椭圆度不大于轴径的000。但最大不得超过0.05mn,且表面不得有伤痕。2)轴弯曲超过允许值可采用机械法或加热法进行校直。轴允许跳动值如下表所示(单位:mn):轴径处轴中部(500)轴中部(3000)多级泵轴0.020.00.080.02、泵轴的校直方法)冷直法(1)利用手摇螺旋压力机校直轴径较小及弯曲较大时,可采用此法。首先将轴放在三角缺口块内架住,或放在机床上利用顶针顶住轴的两端,然后将轴弯曲的凸面顶点朝上。用螺旋压力机压住凸起顶点
泵轴跳动标准及校正.docx
泵轴跳动标准及校正水泵泵轴跳动标准及校直1、泵轴跳动标准)轴颈的锥度与椭圆度不大于轴径的000。但最大不得超过0.05mn,且表面不得有伤痕。2)轴弯曲超过允许值可采用机械法或加热法进行校直。轴允许跳动值如下表所示(单位:mn):轴径处轴中部(500)轴中部(3000)多级泵轴0.020.00.080.02、泵轴的校直方法)冷直法(1)利用手摇螺旋压力机校直轴径较小及弯曲较大时,可采用此法。首先将轴放在三角缺口块内架住,或放在机床上利用顶针顶住轴的两端,然后将轴弯曲的凸面顶点朝上。用螺旋压力机压住凸起顶点

泵轴弯曲变形失效分析与校正措施.docx
泵轴弯曲变形失效分析与校正措施随着泵技术的不断发展,泵轴作为泵的核心部件,发挥着重要作用。然而,在长期的使用中,泵轴可能会出现弯曲变形的问题,从而导致泵的失效。本文将就泵轴弯曲变形失效的原因、分类、校正措施等方面进行探讨。一、泵轴弯曲变形的原因泵轴弯曲变形是指泵轴的轴线不再直线运动,而呈弧形或曲线形运动。造成泵轴弯曲变形的原因有以下几种:1.材料质量差。材料质量差可能导致泵轴在工作时容易出现撞击、疲劳等问题,进而导致泵轴弯曲变形。2.设计问题。泵轴的设计不合理或不符合实际应用要求,也可能会导致泵轴弯曲变形
纺织专用标准轴校正装置.pdf
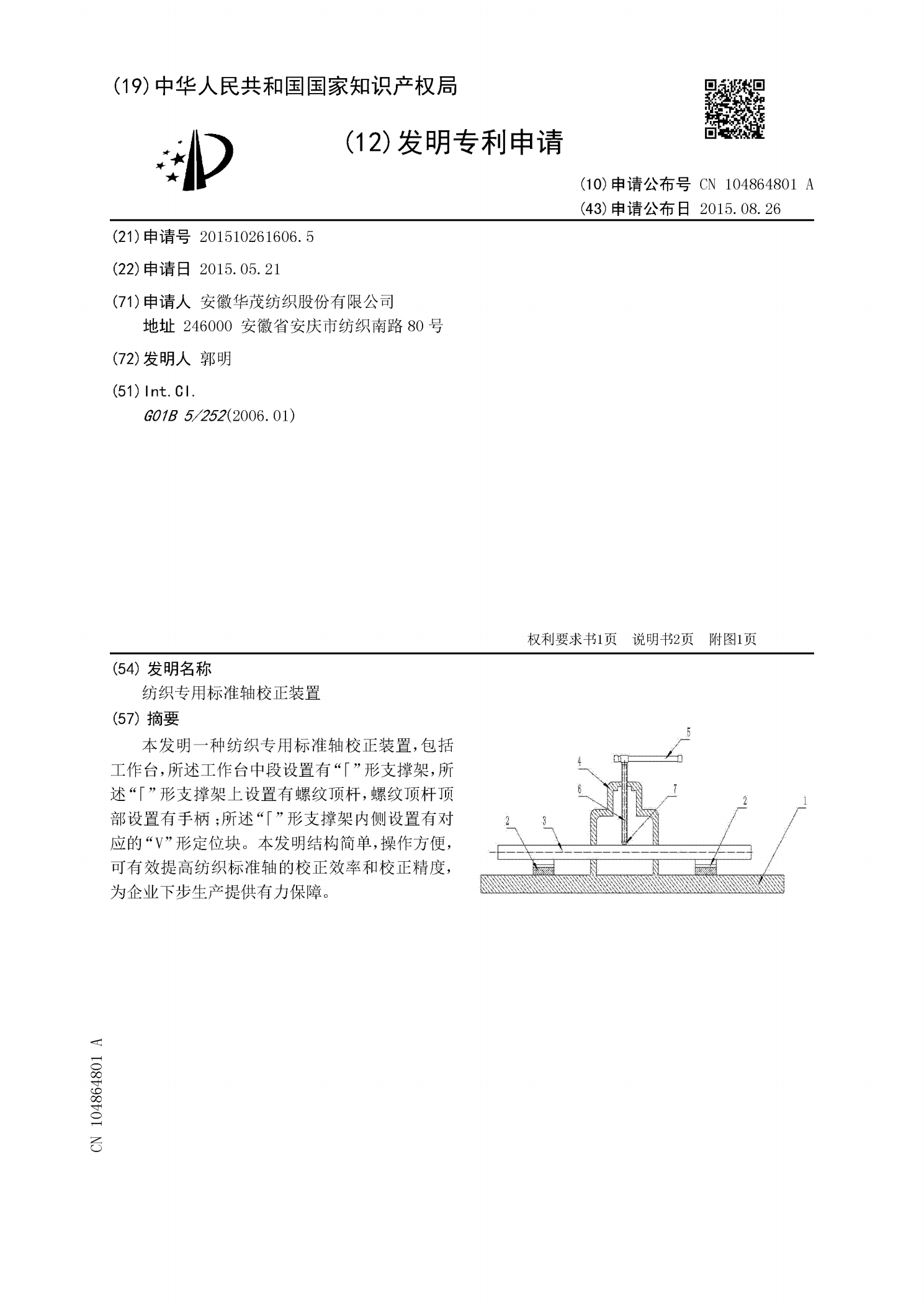
本发明一种纺织专用标准轴校正装置,包括工作台,所述工作台中段设置有“「”形支撑架,所述“「”形支撑架上设置有螺纹顶杆,螺纹顶杆顶部设置有手柄;所述“「”形支撑架内侧设置有对应的“V”形定位块。本发明结构简单,操作方便,可有效提高纺织标准轴的校正效率和校正精度,为企业下步生产提供有力保障。