
泵轴跳动标准及校正.docx

邻家****66


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

泵轴跳动标准及校正.docx
泵轴跳动标准及校正水泵泵轴跳动标准及校直1、泵轴跳动标准)轴颈的锥度与椭圆度不大于轴径的000。但最大不得超过0.05mn,且表面不得有伤痕。2)轴弯曲超过允许值可采用机械法或加热法进行校直。轴允许跳动值如下表所示(单位:mn):轴径处轴中部(500)轴中部(3000)多级泵轴0.020.00.080.02、泵轴的校直方法)冷直法(1)利用手摇螺旋压力机校直轴径较小及弯曲较大时,可采用此法。首先将轴放在三角缺口块内架住,或放在机床上利用顶针顶住轴的两端,然后将轴弯曲的凸面顶点朝上。用螺旋压力机压住凸起顶点

泵轴跳动标准及校正.docx
泵轴跳动标准及校正水泵泵轴跳动标准及校直1、泵轴跳动标准)轴颈的锥度与椭圆度不大于轴径的000。但最大不得超过0.05mn,且表面不得有伤痕。2)轴弯曲超过允许值可采用机械法或加热法进行校直。轴允许跳动值如下表所示(单位:mn):轴径处轴中部(500)轴中部(3000)多级泵轴0.020.00.080.02、泵轴的校直方法)冷直法(1)利用手摇螺旋压力机校直轴径较小及弯曲较大时,可采用此法。首先将轴放在三角缺口块内架住,或放在机床上利用顶针顶住轴的两端,然后将轴弯曲的凸面顶点朝上。用螺旋压力机压住凸起顶点
泵轴跳动标准及校正.docx
泵轴跳动标准及校正水泵泵轴跳动标准及校直1、泵轴跳动标准)轴颈的锥度与椭圆度不大于轴径的000。但最大不得超过0.05mn,且表面不得有伤痕。2)轴弯曲超过允许值可采用机械法或加热法进行校直。轴允许跳动值如下表所示(单位:mn):轴径处轴中部(500)轴中部(3000)多级泵轴0.020.00.080.02、泵轴的校直方法)冷直法(1)利用手摇螺旋压力机校直轴径较小及弯曲较大时,可采用此法。首先将轴放在三角缺口块内架住,或放在机床上利用顶针顶住轴的两端,然后将轴弯曲的凸面顶点朝上。用螺旋压力机压住凸起顶点
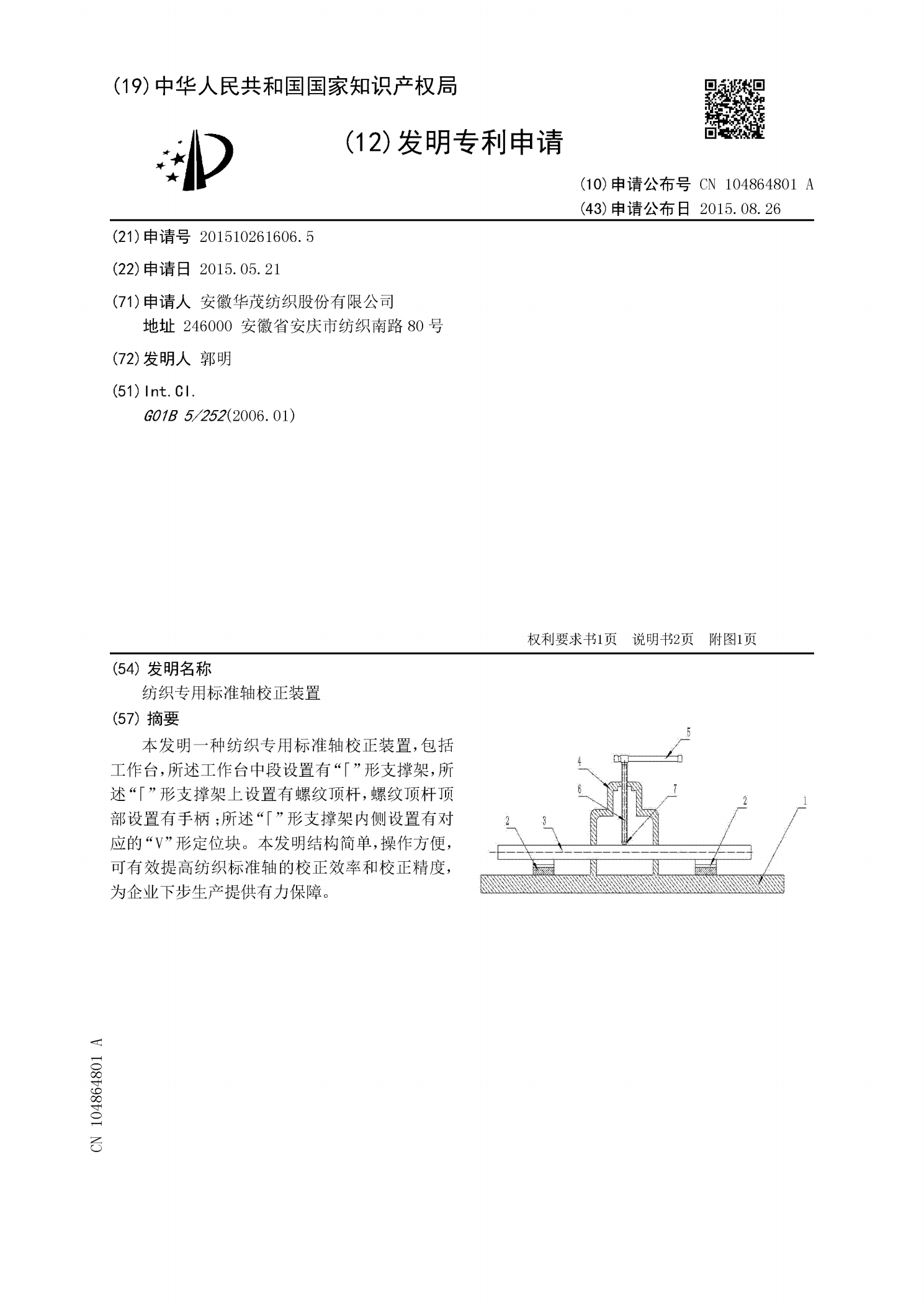
纺织专用标准轴校正装置.pdf
本发明一种纺织专用标准轴校正装置,包括工作台,所述工作台中段设置有“「”形支撑架,所述“「”形支撑架上设置有螺纹顶杆,螺纹顶杆顶部设置有手柄;所述“「”形支撑架内侧设置有对应的“V”形定位块。本发明结构简单,操作方便,可有效提高纺织标准轴的校正效率和校正精度,为企业下步生产提供有力保障。
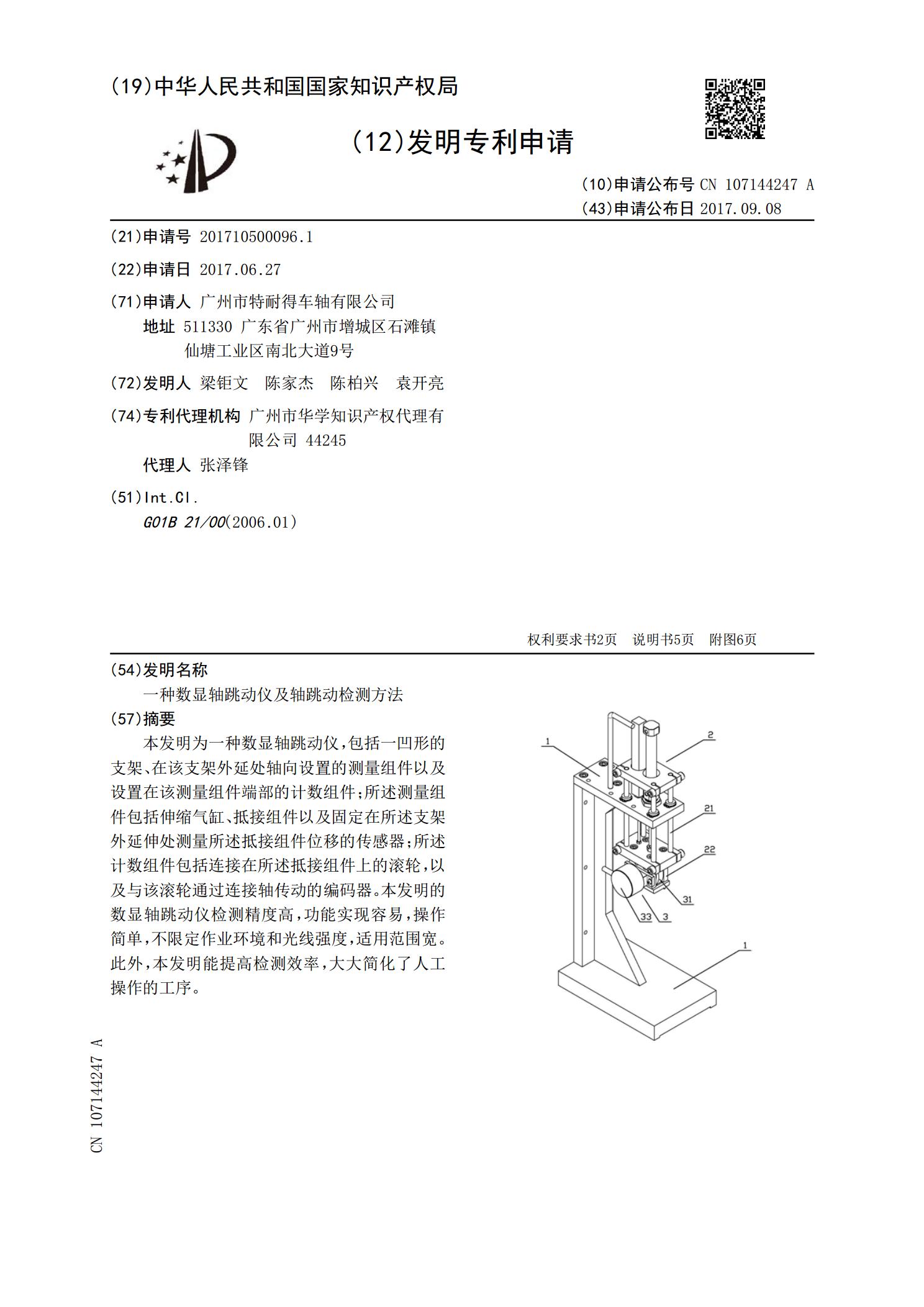
一种数显轴跳动仪及轴跳动检测方法.pdf
本发明为一种数显轴跳动仪,包括一凹形的支架、在该支架外延处轴向设置的测量组件以及设置在该测量组件端部的计数组件;所述测量组件包括伸缩气缸、抵接组件以及固定在所述支架外延伸处测量所述抵接组件位移的传感器;所述计数组件包括连接在所述抵接组件上的滚轮,以及与该滚轮通过连接轴传动的编码器。本发明的数显轴跳动仪检测精度高,功能实现容易,操作简单,不限定作业环境和光线强度,适用范围宽。此外,本发明能提高检测效率,大大简化了人工操作的工序。