
熔融纺丝法简介.ppt

胜利****实阿

1/10
2/10
3/10
4/10

5/10

6/10
7/10

8/10
9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

熔融纺丝法简介.ppt
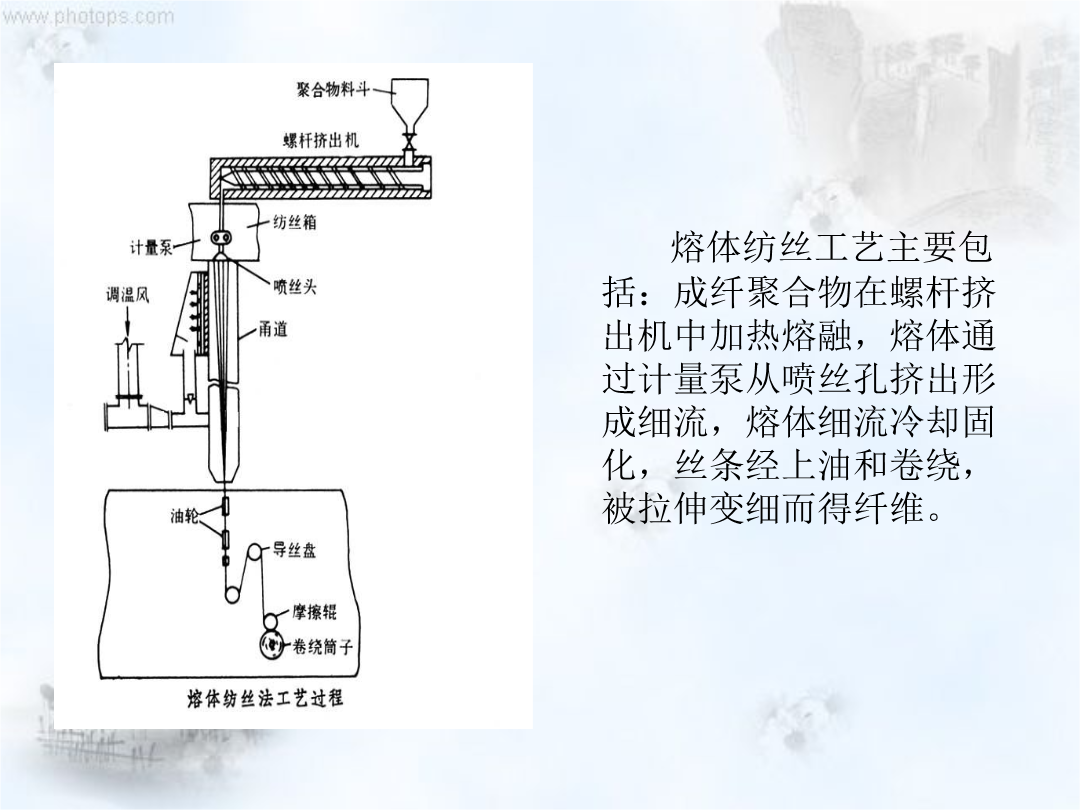
熔融纺丝合成纤维的生产首先是将单体经聚合反应制成成纤高聚物,这些聚合反应原理、生产过程及设备与合成树脂、合成橡胶的生产大同小异,不同的是合成纤维要经过纺丝及后加工,才能成为合格的纺织纤维。溶液纺丝又分为湿法纺丝和干法纺丝两种。主要步骤:高聚物纺丝熔体的制备熔体自喷丝孔挤出/纺丝挤出的熔体细流的冷却和拉伸成形成形的纤维长丝铺网与固网熔体粘度和温度是熔体纺丝的主要工艺参数。在一定温度下,熔体粘度主要取决于成纤聚合物的分子量。熔体粘度过高,则流动不均匀,使出生纤维拉伸时易产生毛丝、断头;熔体温度可利用螺杆挤出机

熔融纺丝装置的纺丝组件.pdf
本发明提供即时在使用了简易结构的金属密封件的情况下,也能够用简易的结构防止密封性能低下的熔融纺丝装置的纺丝组件。在具备构成轮廓的圆筒状组件主体(11)、在内部形成有流路(20a、20b)的护圈(20)、配置在上述护圈(20)的下部并穿设有与上述流路(20a、20b)连通的纺丝孔群(33a、33b)的喷丝头(30)、介于上述护圈(20)与上述喷丝头(30)之间的金属密封件(40)的熔融纺丝装置(50)的纺丝组件(10)中,上述金属密封件(40)的与上述护圈(20)及上述喷丝头(30)抵接的一侧形成为平面形状

熔融纺丝防止注头的方法.docx
熔融纺丝防止注头的方法熔融纺丝是一种常用的纤维制备方法,广泛应用于纺织、医疗、过滤等领域。然而,在熔融纺丝过程中往往伴随着注头现象的产生,即纺丝材料在注头处形成不均匀的纤维流动,导致纤维品质下降和生产效率降低。因此,研究和应用熔融纺丝防止注头的方法对纺织行业具有重要意义。熔融纺丝注头的发生原因主要包括纤维溶解度不均匀、气泡形成、流体力学因素和设备运行状态等因素。针对这些因素,我们可以采取以下多种方法来防止注头现象的发生:1.控制材料熔融温度:熔融温度是熔融纺丝过程中的重要参数,过高或过低的熔融温度都容易导

聚醚砜熔融纺丝工艺研究.docx
聚醚砜熔融纺丝工艺研究聚醚砜熔融纺丝工艺研究摘要聚醚砜是一种高性能、高温、高耐化学腐蚀性能的高分子材料,具有广泛的应用前景。本文介绍了聚醚砜的基本特性和性能,探讨了影响聚醚砜熔融纺丝工艺的因素,以及不同工艺参数对纤维形态和性能的影响,提出了优化聚醚砜熔融纺丝工艺的建议和措施。同时还介绍了聚醚砜纤维应用的现状和发展趋势。关键词:聚醚砜;熔融纺丝;工艺参数;纤维性能;应用前景一、引言聚醚砜是一种重要的高性能工程塑料,广泛应用于航空、航天、化工、医疗和电子等领域。聚醚砜具有独特的性质,如高温耐受性、高强度、高刚

海岛复合熔融纺丝法超细混纤纤维制备及其应用.docx
海岛复合熔融纺丝法超细混纤纤维制备及其应用海岛复合熔融纺丝法超细混纤纤维制备及其应用引言纺织品的功能性越来越受到人们的关注。超细混纤纤维是近年来纺织品领域的一个重要研究方向。其具有很多优良特性,如高比表面积、高扭矩、强大吸附能力等。这些优势使得超细混纤纤维在过滤、膜分离、吸附、医疗敷料等领域具备广阔的应用前景。一、海岛复合熔融纺丝法的原理海岛复合熔融纺丝法是一种制备超细混纤纤维的方法。其基本原理是将两种或多种聚合物熔融后,通过纺丝装置将熔融的聚合物喷出,并快速冷却固化为超细纤维。其中,海岛复合纤维在纤维内