
数控铣床精度检验表.doc

胜利****实阿


1/10
2/10
3/10

4/10
5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

数控铣床精度检验表.doc
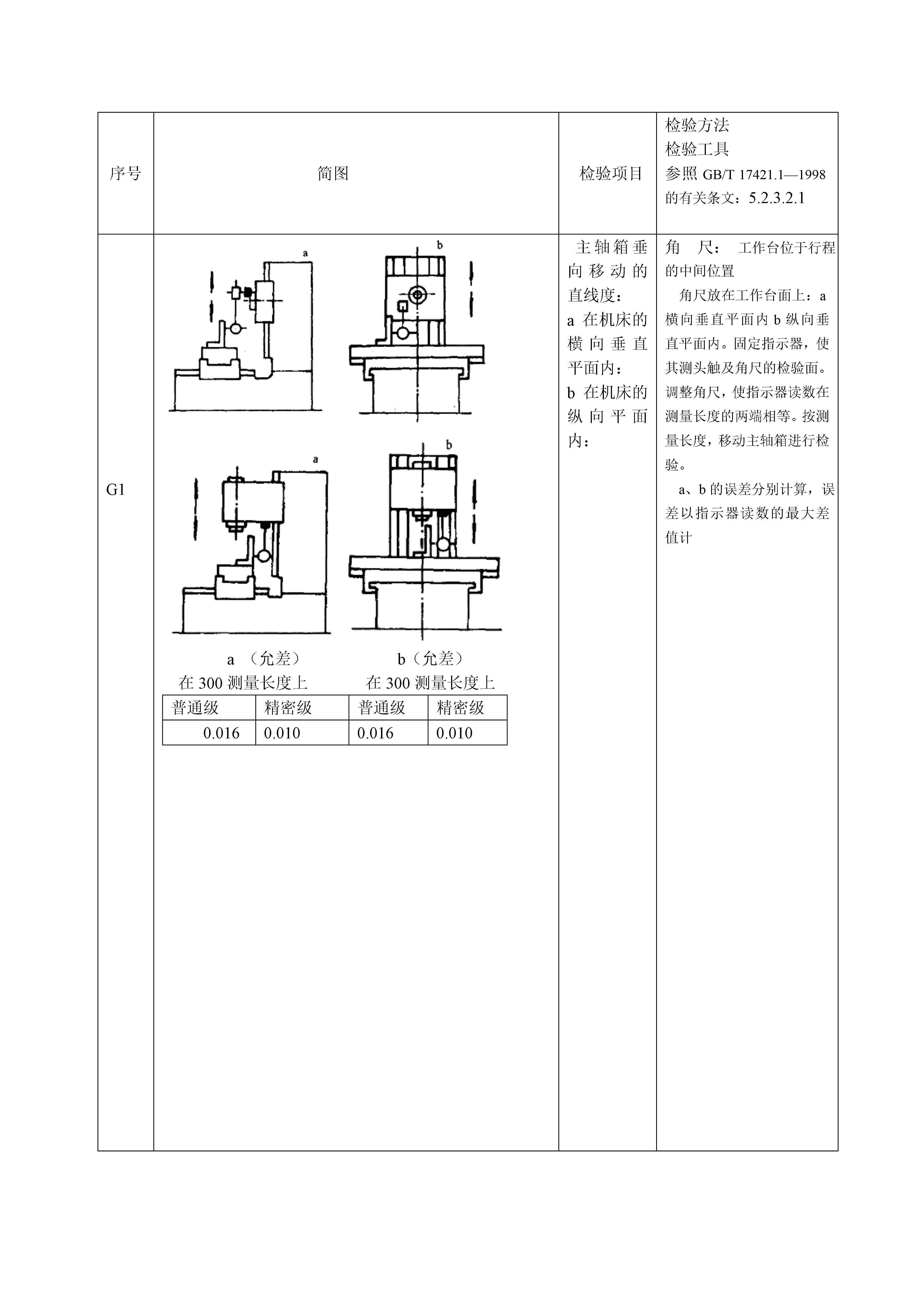
数控铣床精度检验表序号简图检验项目检验方法检验工具参照GB/T17421.1—1998的有关条文:5.2.3.2.1G1a(允差)b(允差)在300测量长度上在300测量长度上普通级精密级普通级精密级0.0160.0100.0160.010主轴箱垂向移动的直线度:a在机床的横向垂直平面内:b在机床的纵向平面内:角尺:工作台位于行程的中间位置角尺放在工作台面上:a横向垂直平面内b纵向垂直平面内。固定指示器,使其测头触及角尺的检验面。调整角尺,使指示器读数在测量长度的两端相等。按测量长度,移动主轴箱进行检验。

数控铣床精度检验表.doc
数控铣床精度检验表序号简图检验项目检验方法检验工具参照GB/T17421.1—1998的有关条文:5.2.3.2.1G1a(允差)b(允差)在300测量长度上在300测量长度上普通级精密级普通级精密级0.0160.0100.0160.010主轴箱垂向移动的直线度:a在机床的横向垂直平面内:b在机床的纵向平面内:角尺:工作台位于行程的中间位置角尺放在工作台面上:a横向垂直平面内b纵向垂直平面内。固定指示器,使其测头触及角尺的检验面。调整角尺,使指示器读数在测量长度的两端相等。按测量长度,移动主轴箱进行检验。
JB_T_6086-2013_数控龙门镗铣床精度检验.pdf

铣床精度检验单.doc
专业文档供参考,如有帮助请下载。专业文档供参考,如有帮助请下载。专业文档供参考,如有帮助请下载。精度检验单/共页1、几何精度序号简图检验项目允差mm实测mm结果G1主轴箱垂向移动的直线度:a.在机床的横向垂直平面内;b.在机床的纵向垂直平面内a:0.016/300b:0.016/300G2工作台面的平面度0.04/10000.02/300G3工作台面对工作台(或立柱,或滑枕)移动的平行度:a.横向;b.纵向a:0.025/300b:0.025/300G4主轴端部的跳动:a.主轴定心轴颈的径向跳动(用
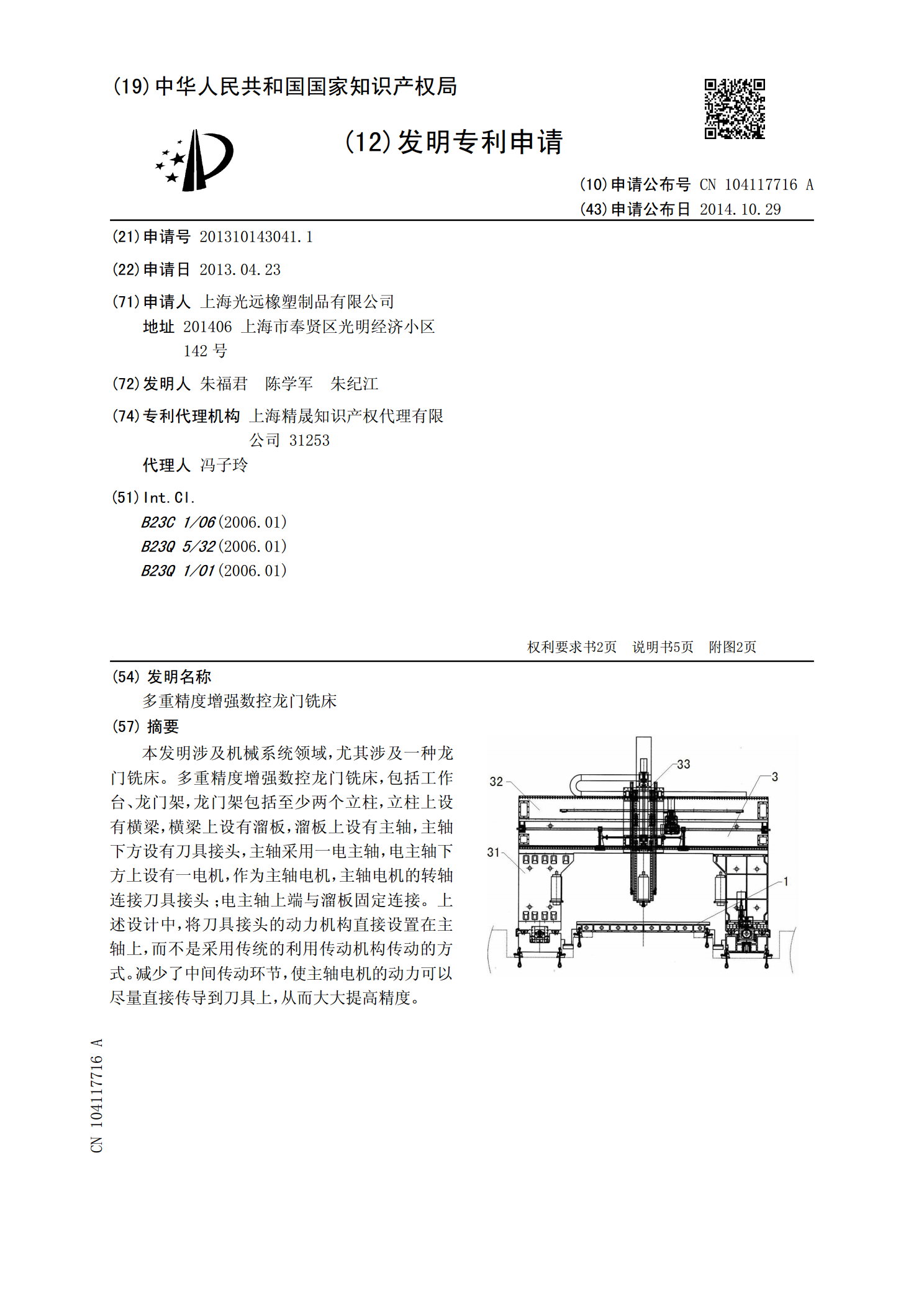
多重精度增强数控龙门铣床.pdf
本发明涉及机械系统领域,尤其涉及一种龙门铣床。多重精度增强数控龙门铣床,包括工作台、龙门架,龙门架包括至少两个立柱,立柱上设有横梁,横梁上设有溜板,溜板上设有主轴,主轴下方设有刀具接头,主轴采用一电主轴,电主轴下方上设有一电机,作为主轴电机,主轴电机的转轴连接刀具接头;电主轴上端与溜板固定连接。上述设计中,将刀具接头的动力机构直接设置在主轴上,而不是采用传统的利用传动机构传动的方式。减少了中间传动环节,使主轴电机的动力可以尽量直接传导到刀具上,从而大大提高精度。