
栓钉焊接施工工艺.doc

胜利****实阿


1/10
2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
栓钉焊接施工工艺.doc
----------------------------精品word文档值得下载值得拥有--------------------------------------------------------------------------精品word文档值得下载值得拥有-------------------------------------------------------------------------------------------------------------------------

栓钉焊接施工工艺.doc
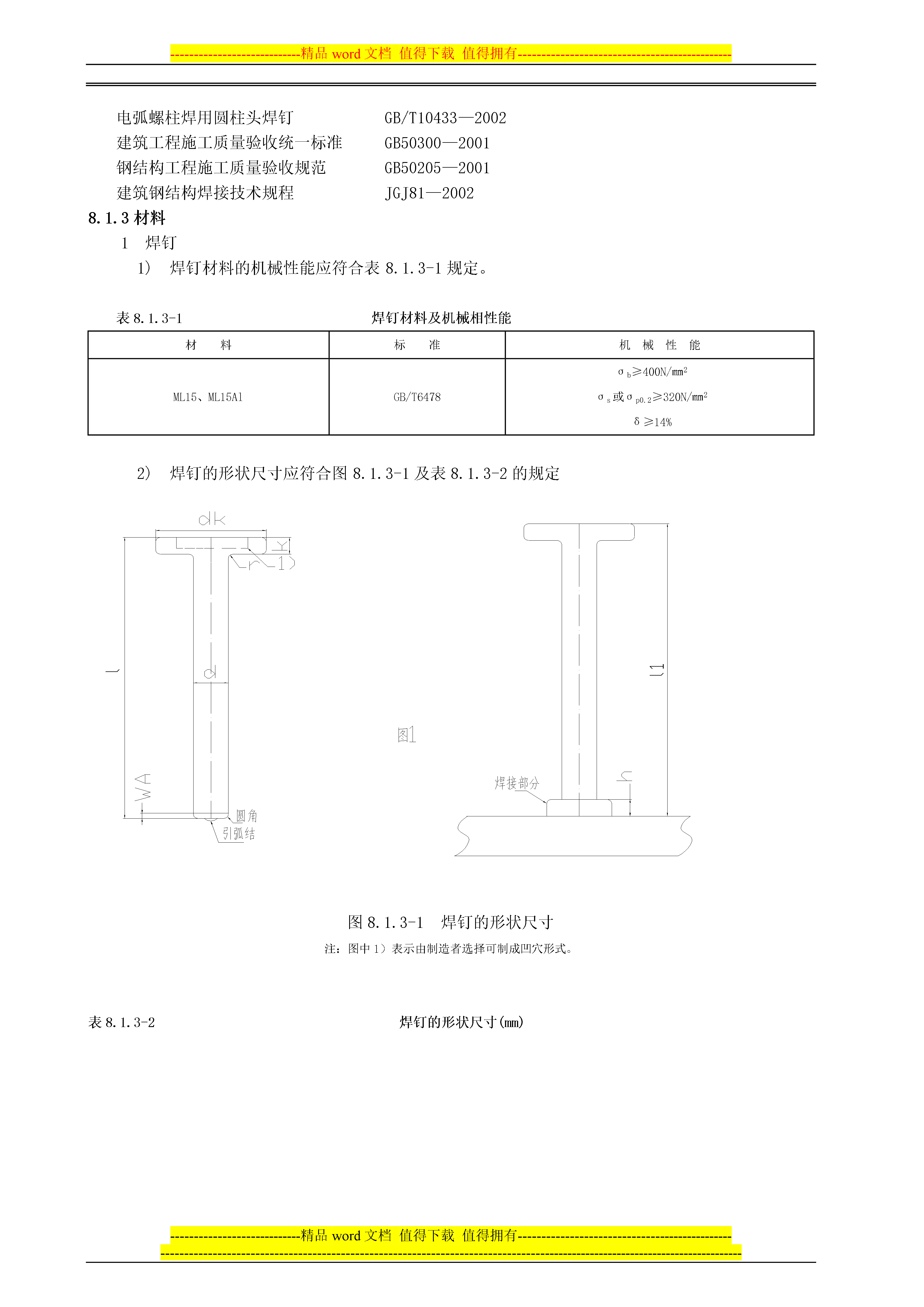
18178钢结构焊钉焊接施工工艺8.1一般规定8.1.1实用范围本标准适用于各类钢结构工程中,公称直径为10~25mm的焊钉(圆柱头焊钉、熔焊栓钉、剪力钉等)的焊接施工。参考标准与规范冷镦和挤压用钢GB/T6478—2001电弧螺柱焊用圆柱头焊钉GB/T10433—2002建筑工程施工质量验收统一标准GB50300—2001钢结构工程施工质量验收规范GB50205—2001建筑钢结构焊接技术规程JGJ81—20028.1.3材料1焊钉1)焊钉材料的机械性能应符合表8.1.3-1规定。表8.1.3-1焊钉材

栓钉焊接施工工艺.doc
8钢结构焊钉焊接施工工艺8。1一般规定8。1。1实用范围本标准适用于各类钢结构工程中,公称直径为10~25mm的焊钉(圆柱头焊钉、熔焊栓钉、剪力钉等)的焊接施工.参考标准与规范冷镦和挤压用钢GB/T6478—2001电弧螺柱焊用圆柱头焊钉GB/T10433—2002建筑工程施工质量验收统一标准GB50300—2001钢结构工程施工质量验收规范GB50205—2001建筑钢结构焊接技术规程JGJ81-20028。1。3材料1焊钉1)焊钉材料的机械性能应符合表8。1.3-1规定。表8.1.3—1焊钉材料及机械

栓钉焊接施工工艺.docx
8钢结构焊钉焊接施工工艺8.1一般规定8.1.1实用范围本标准适用于各类钢结构工程中,公称直径为10~25mm的焊钉(圆柱头焊钉、熔焊栓钉、剪力钉等)的焊接施工。参考标准与规范冷镦和挤压用钢GB/T6478—2001电弧螺柱焊用圆柱头焊钉GB/T10433—2002建筑工程施工质量验收统一标准GB50300—2001钢结构工程施工质量验收规范GB50205—2001建筑钢结构焊接技术规程JGJ81—20028.1.3材料1焊钉1)焊钉材料的机械性能应符合表8.1.3-1规定。表8.1.3-1焊钉材料及机械

栓钉焊接施工工艺.doc
----------------------------精品word文档值得下载值得拥有--------------------------------------------------------------------------精品word文档值得下载值得拥有-------------------------------------------------------------------------------------------------------------------------