
焊条电弧向下焊焊接工艺.doc

胜利****实阿

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

焊条电弧向下焊焊接工艺.doc
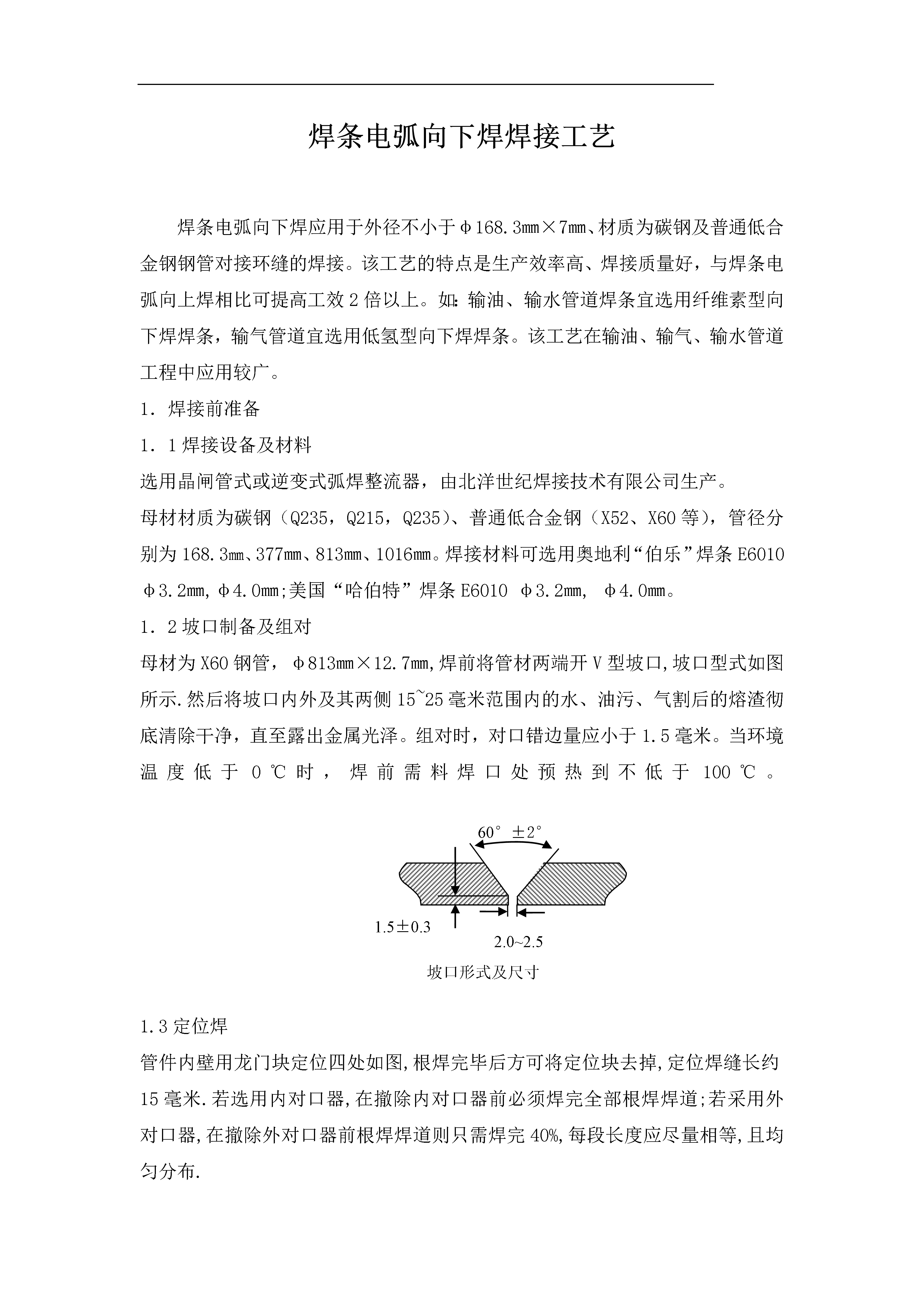
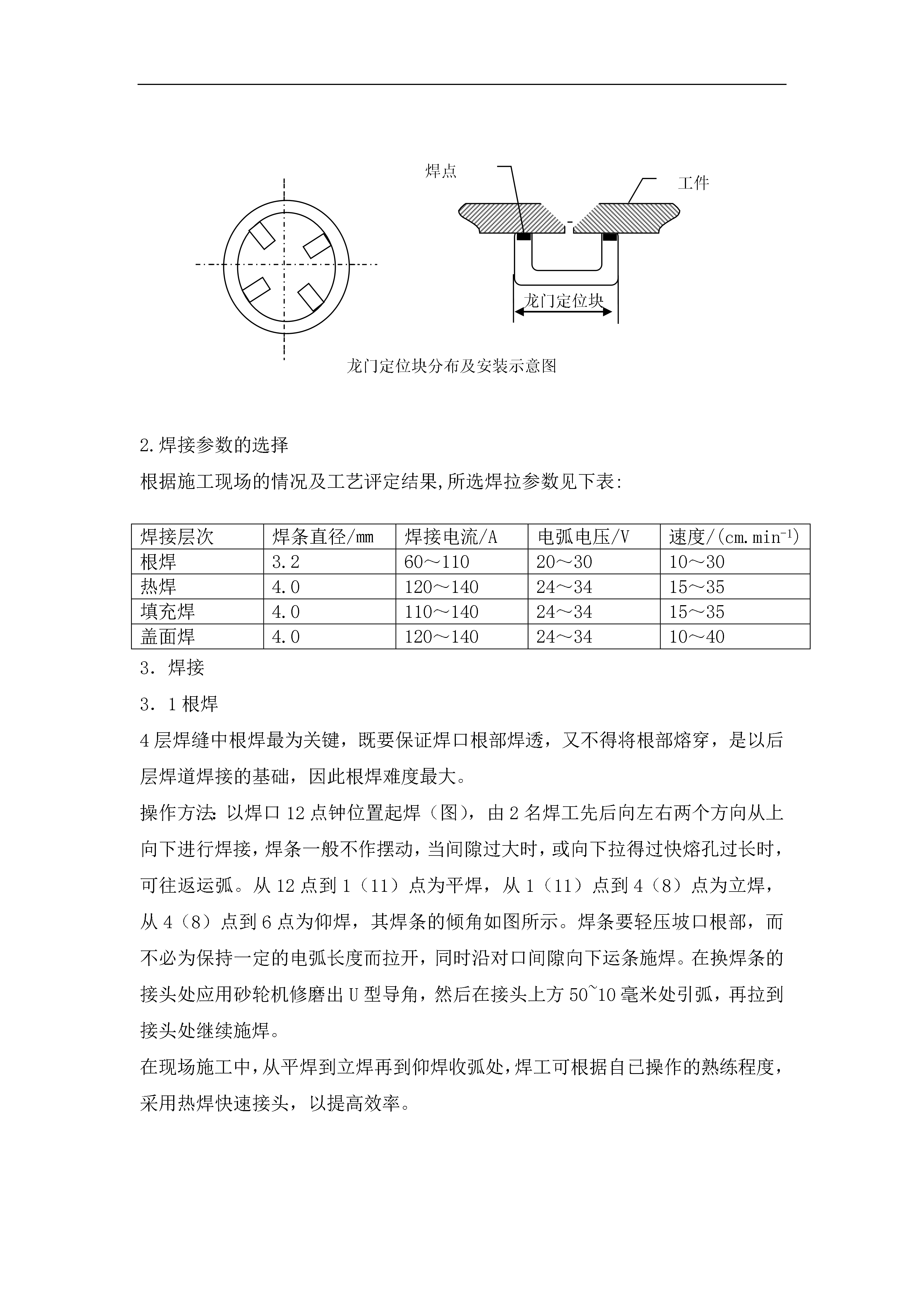
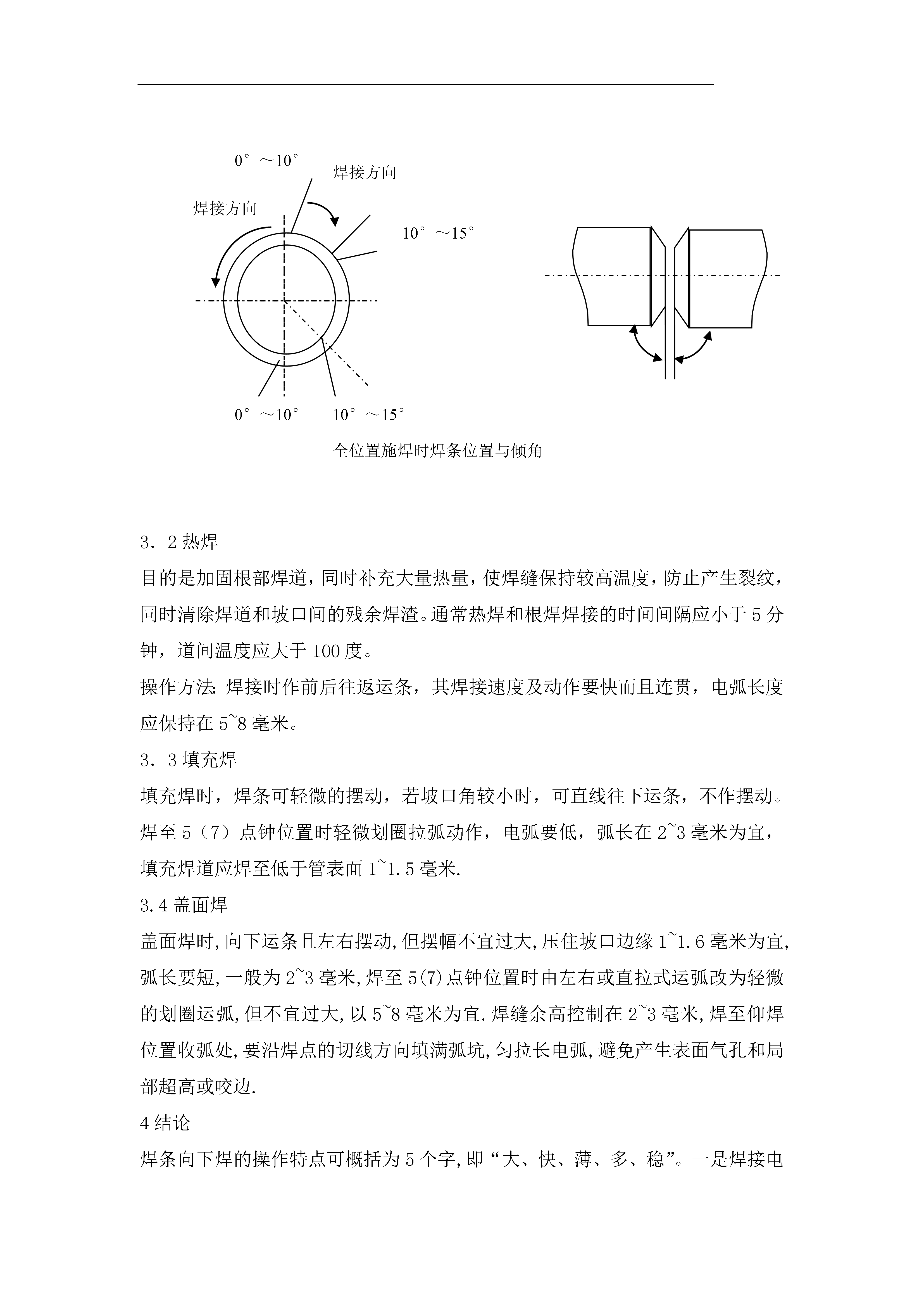
焊条电弧向下焊焊接工艺焊条电弧向下焊应用于外径不小于φ168.3㎜×7㎜、材质为碳钢及普通低合金钢钢管对接环缝的焊接。该工艺的特点是生产效率高、焊接质量好,与焊条电弧向上焊相比可提高工效2倍以上。如:输油、输水管道焊条宜选用纤维素型向下焊焊条,输气管道宜选用低氢型向下焊焊条。该工艺在输油、输气、输水管道工程中应用较广。焊接前准备1.1焊接设备及材料选用晶闸管式或逆变式弧焊整流器,由北洋世纪焊接技术有限公司生产。母材材质为碳钢(Q235,Q215,Q235)、普通低合金钢(X52、X60等),管径分别为16

焊条电弧向下焊焊接工艺.doc
焊条电弧向下焊焊接工艺焊条电弧向下焊应用于外径不小于φ168.3㎜×7㎜、材质为碳钢及普通低合金钢钢管对接环缝的焊接。该工艺的特点是生产效率高、焊接质量好,与焊条电弧向上焊相比可提高工效2倍以上。如:输油、输水管道焊条宜选用纤维素型向下焊焊条,输气管道宜选用低氢型向下焊焊条。该工艺在输油、输气、输水管道工程中应用较广。焊接前准备1.1焊接设备及材料选用晶闸管式或逆变式弧焊整流器,由北洋世纪焊接技术有限公司生产。母材材质为碳钢(Q235,Q215,Q235)、普通低合金钢(X52、X60等),管径分别为16

焊条电弧焊焊接质量保障技术与工艺.ppt
焊条电弧焊质量保障技术焊条电弧焊禁忌1焊条电弧焊禁忌2焊条电弧焊禁忌3焊条电弧焊禁忌4焊条电弧焊禁忌5焊条电弧焊禁忌6焊条电弧焊禁忌7焊条电弧焊禁忌8焊条电弧焊禁忌92.角接接头角接接头一般用于不重要的焊接结构。板厚在2mm以下,角接接头常采用卷边形式;板厚为2-8mm,则可采用I形坡口。厚度较大及重要出结构件应开坡口,坡口形式的选择要根据焊件厚度、结构及承受载荷状态确定。焊条电弧焊禁忌10焊条电弧焊禁忌11焊条电弧焊禁忌12焊条电弧焊禁忌13焊条电弧焊禁忌14焊条电弧焊禁忌15焊条电弧焊禁忌16焊条电弧
焊条电弧焊焊接工艺指导书.doc
焊接工艺评定报告焊接方法:焊条电弧焊评定编号:PQR-S-04-04焊接工艺指导书焊接工艺指导书编号:WPS-S-04-04日期:2004.9.24焊接工艺评定报告编号:PQR-S-04-04焊接方法:SMAW机械化程度:手工焊接接头:坡口形式:V形衬垫:(材料及规格)其他:(1)坡口采用切割或机械方法(2)坡口表面应平整,不得有裂纹,分层夹渣等缺陷。简图(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)注:简图(附后)焊条电弧焊(1)母材:类别号Ⅱ组别号Ⅱ-Ⅰ与类别号Ⅱ组别号Ⅱ-Ⅰ相焊及标准号GB665

焊条电弧焊焊接工艺指导书.doc
焊接工艺评定报告焊接方法:焊条电弧焊评定编号:PQR-S-04-04焊接工艺指导书焊接工艺指导书编号:WPS-S-04-04日期:2004.9.24焊接工艺评定报告编号:PQR-S-04-04焊接方法:SMAW机械化程度:手工焊接接头:坡口形式:V形衬垫:(材料及规格)其他:(1)坡口采用切割或机械方法(2)坡口表面应平整,不得有裂纹,分层夹渣等缺陷。简图(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)注:简图(附后)焊条电弧焊(1)母材:类别号Ⅱ组别号Ⅱ-Ⅰ与类别号Ⅱ组别号Ⅱ-Ⅰ相焊及标准号GB665