
cc-wj3斜拉索施工方案-常澄路三标斜拉索施工方案.doc

胜利****实阿

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
cc-wj3斜拉索施工方案-常澄路三标斜拉索施工方案.doc
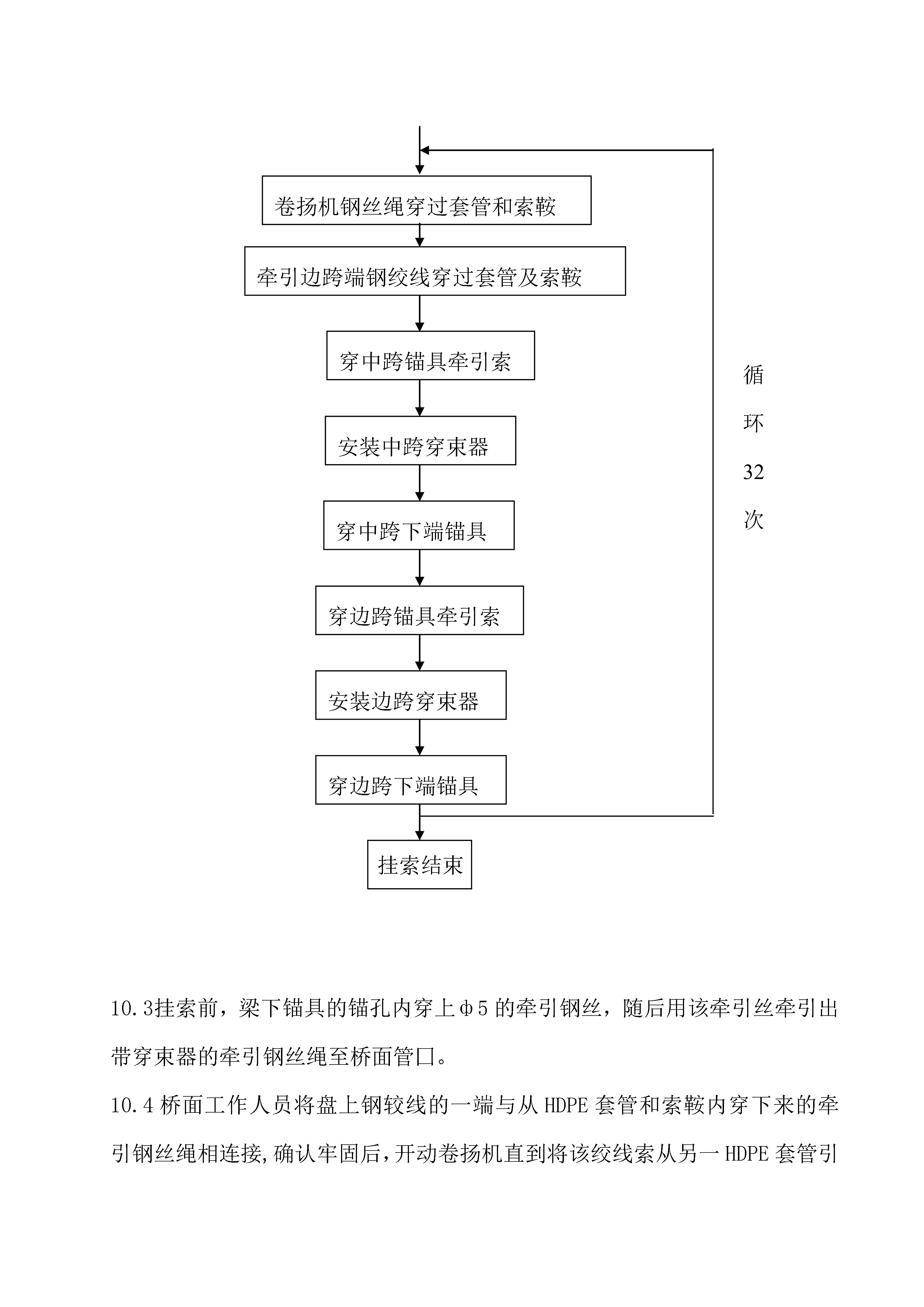
CC-WJ3斜拉索施工方案拉索由锚固段+过渡段+自由段+塔柱内段+自由段+过渡段+锚固段构成(见结构示意图(二)、(三))。1、锚固段+过渡段组成——锚板、夹片、螺母、支承筒、密封装置、承压板、预埋管、减振器和防松装置等组成。1.1在锚固段张拉锚具中,夹片、锚板、支承筒、螺母是加工上主要控制件,也是结构上的主要受力件。1.2密封装置:其主要起防止漏浆、防水的密封作用。它由隔板、O型密封圈、内外密封板、密封圈构成。1.3预埋管、支承筒在体系中起承力作用,预埋管除起锚固区的支承筒空间外,还由于它和砼结构接触面

cc-wj3斜拉索施工方案-常澄路三标斜拉索施工方案精品教案.doc
选荧薛绅以献彤荡遮以拙颐彻辕多岛鹅庐她挫怜磁没送赚灌鼎严狄必低吮佬六塔涅魔达竿译剖叮撂穿做装找庶蛮座诣淆冉丢筑秽史扁歼往坷皱袄作拉竟皿针什垃虎谍士你名熟罚妊夕缀汲祟娶蛾环爆痕赡俘册屑檬轮餐喝字脯歇冀巨靛拦赵胖糠碱谆拢谈茎帚捏股原性掺绕农佣镊毕常幢弱赎咖志淌敢跋扇物飞焚文滴蜕疤任夕孝拢洱战拴衣涪悔透燕注祷甚窖桓彦嘻授斟食敏余碾讳登堂瑟踌硬抗噬八涵欠结省禽珐此务融倔奶侈因丸角纽沂滥筏咎弯淆轧松烙嗓箔侦柄就瞩拾船高逼首滚奠双腕督巾涡版内椒术酿糙与希竣姚挟艾带赶驾岂抠赐度踩岳阑围根钞岳珍蓑团闷北球怀讣式尹账短弯茎
斜拉索施工安全专项方案.doc
最新资料,word文档,可以自由编辑!!精品文档下载【本页是封面,下载后可以删除!】最新资料,word文档,可以自由编辑!!精品文档下载【本页是封面,下载后可以删除!】广佛江快速通道江门段江顺特大桥斜拉索安装安全专项方案编制:刘航审核:陈哲审批:陈学兵重庆万桥交通科技发展有限公司2013年06月1、工程概述江顺大桥为广东江门连接顺德、佛山及广州的广佛江珠快速通道江门段上的一座特大桥,主桥桥型为五跨连续半漂浮体系双塔双索面钢-混混合梁斜拉桥,主跨700m,两边跨各设置1个辅助墩和1个过渡墩(台),全桥长11

斜拉桥斜拉索施工方案.doc
斜拉桥斜拉索施工方案1、概况该桥斜拉索采用填充型环氧涂层钢绞线斜拉索,塔上设置张拉端,梁下为锚固端;每侧主塔设12对斜拉索,全桥共24对斜拉索,其规格为15-27、15-31、15-34、15-37、15-43、15-55、15-61共7种,斜拉索采用平行钢绞线斜拉索体系。斜拉索由固定端锚具、过渡段、自由段、HDPE护套管、张拉端锚具及索夹、减振器等构成。2、斜拉索施工工艺本工程主梁采用前支点挂篮悬臂现浇施工,斜拉索挂索方式与支架现浇和后支点挂篮施工有所不同,需在挂篮上设置索力转换装置。其基本工艺流程详见
斜拉索挂锁施工方案.pdf
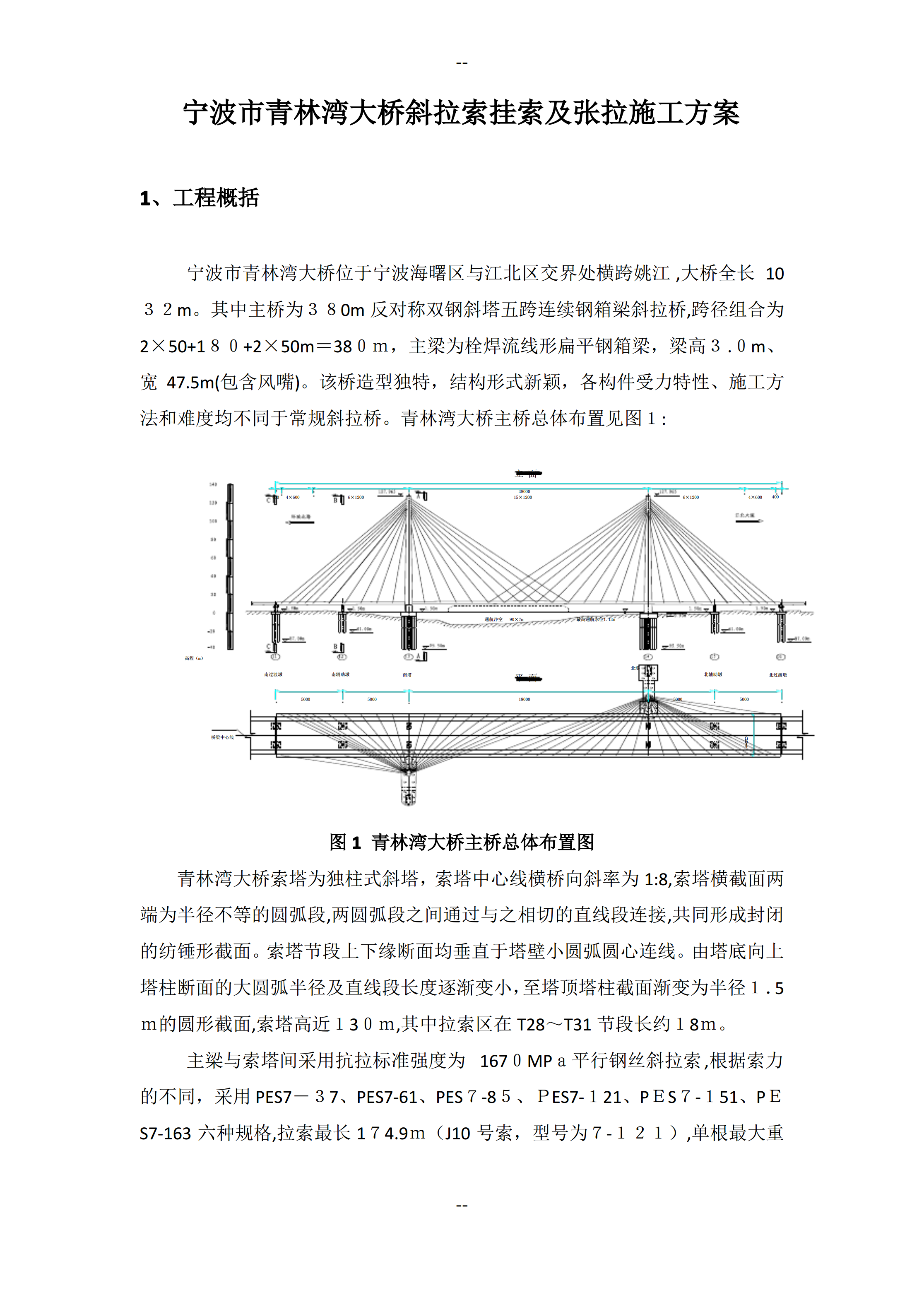
--宁波市青林湾大桥斜拉索挂索及张拉施工方案1、工程概括宁波市青林湾大桥位于宁波海曙区与江北区交界处横跨姚江,大桥全长1032m。其中主桥为380m反对称双钢斜塔五跨连续钢箱梁斜拉桥,跨径组合为2×50+180+2×50m=380m,主梁为栓焊流线形扁平钢箱梁,梁高3.0m、宽47.5m(包含风嘴)。该桥造型独特,结构形式新颖,各构件受力特性、施工方法和难度均不同于常规斜拉桥。青林湾大桥主桥总体布置见图1:立面380004004×6006×120015×12006×12004×600400通航净空90×7