
数控铣床固定循环.ppt

胜利****实阿

1/10
2/10
3/10
4/10

5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共27页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

数控铣床固定循环.ppt
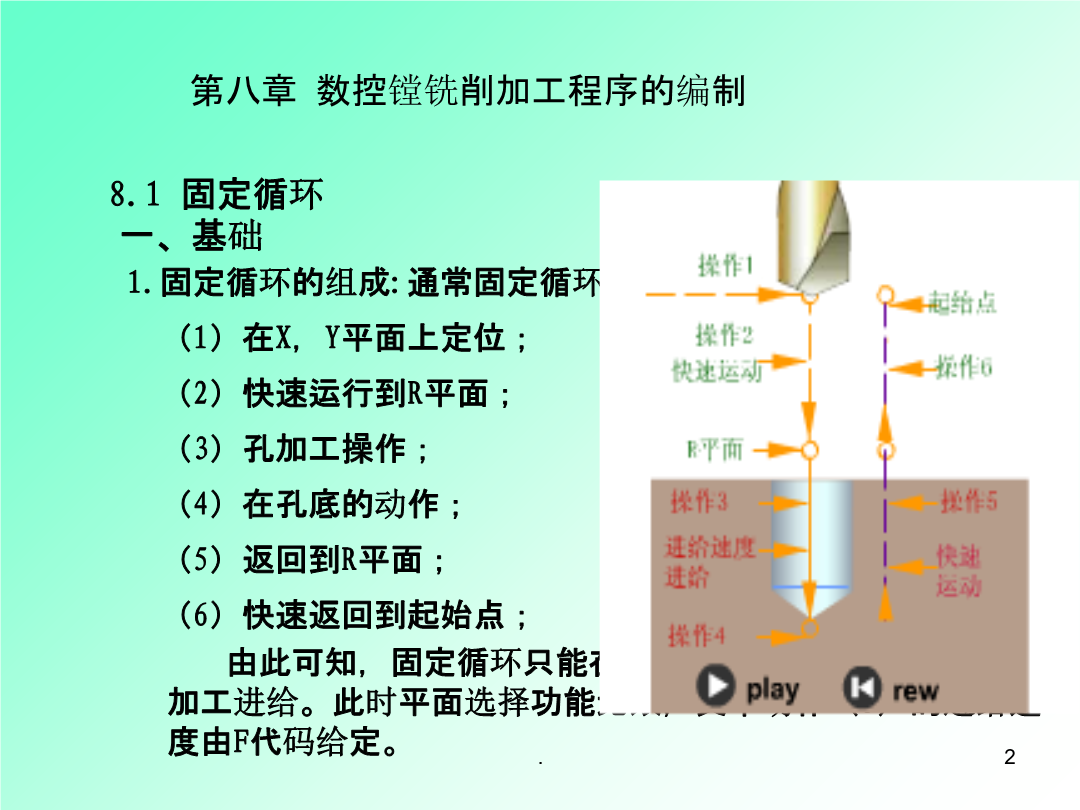
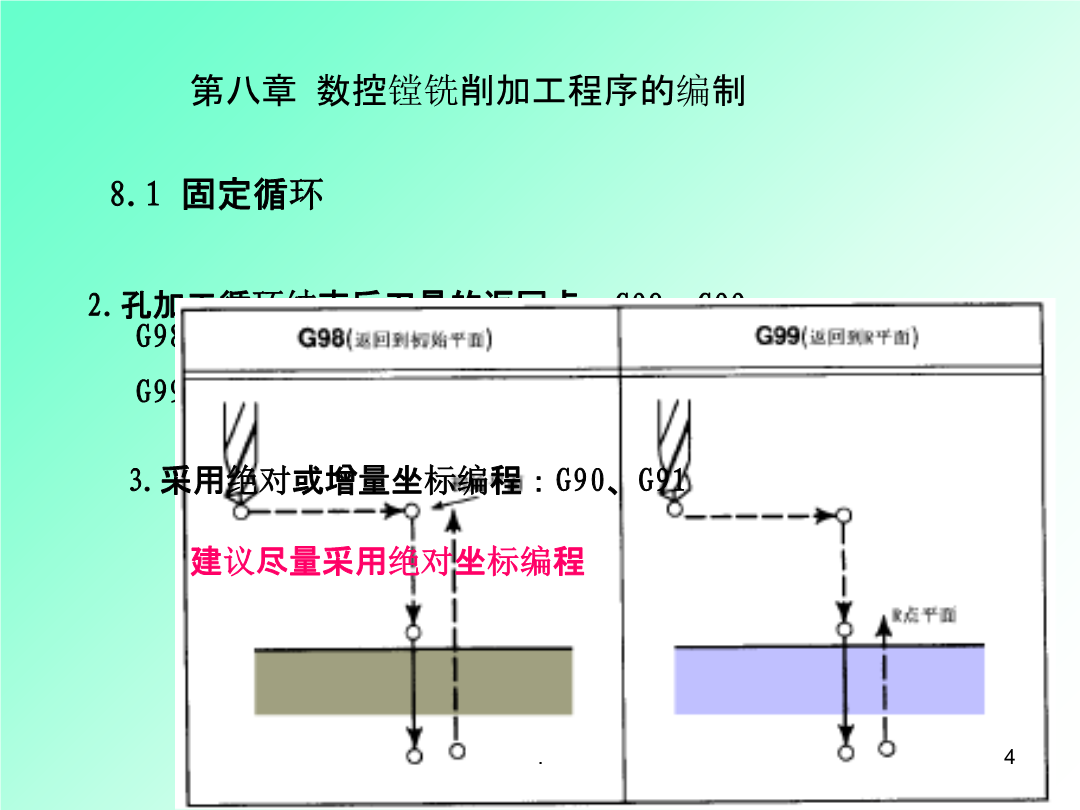
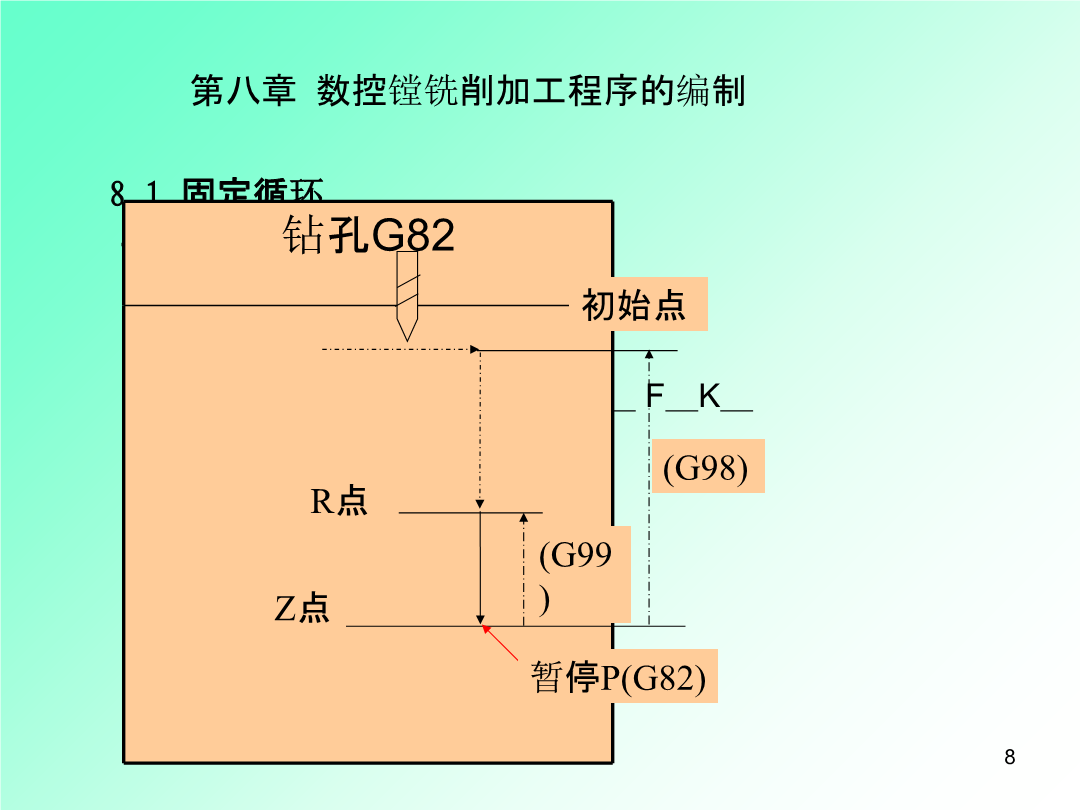
孔加工的固定循环8.1固定循环8.1固定循环8.1固定循环8.1固定循环8.1固定循环8.1固定循环8.1固定循环2.1FANUC-0i系统G代码在数控镗铣削中的应用例:加工4个直径为30mm通孔G54M03S600G90G00X0.Y0.Z100.G99G73X120.Y-75.Z-46.R2.Q8.F60Y75.X-120.G98Y-75.G80G00Z200M30.攻左旋螺纹循环指令C74攻右旋螺纹循环指令C84G85:镗孔循环G98(G99)G85X_Y_Z_R_P_F_k_功能:该指令主要用于精

Fanuc系统数控铣床常用固定循环祥解.doc
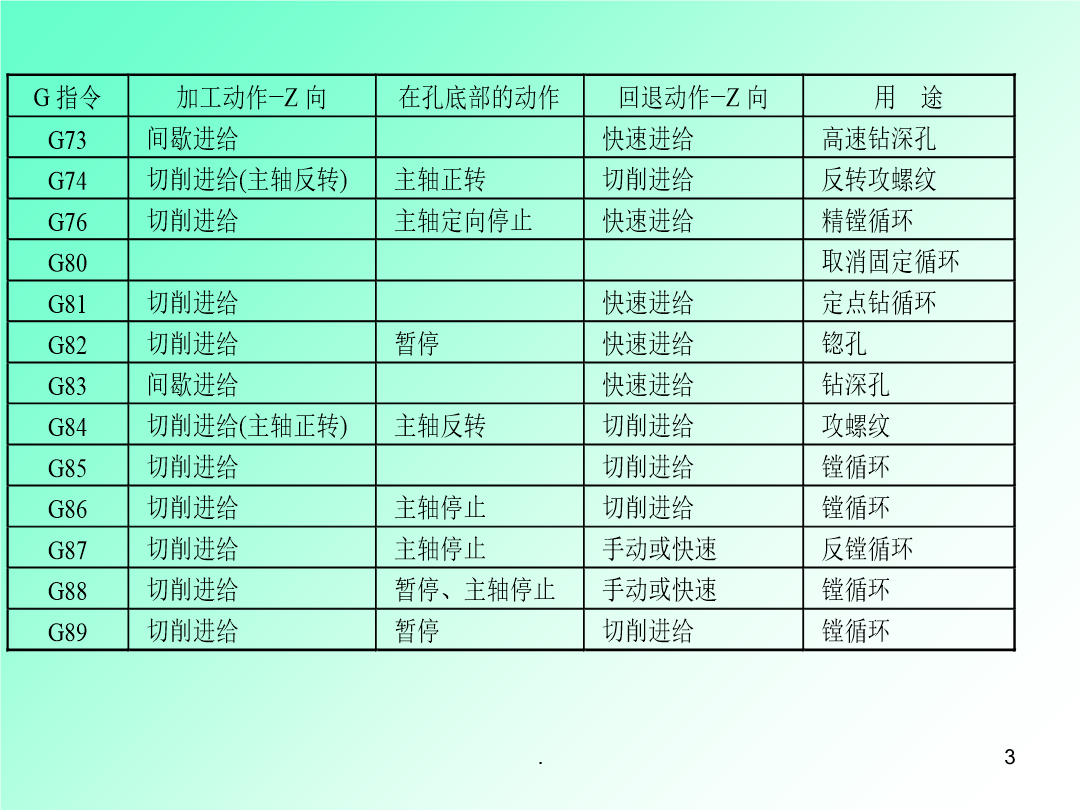
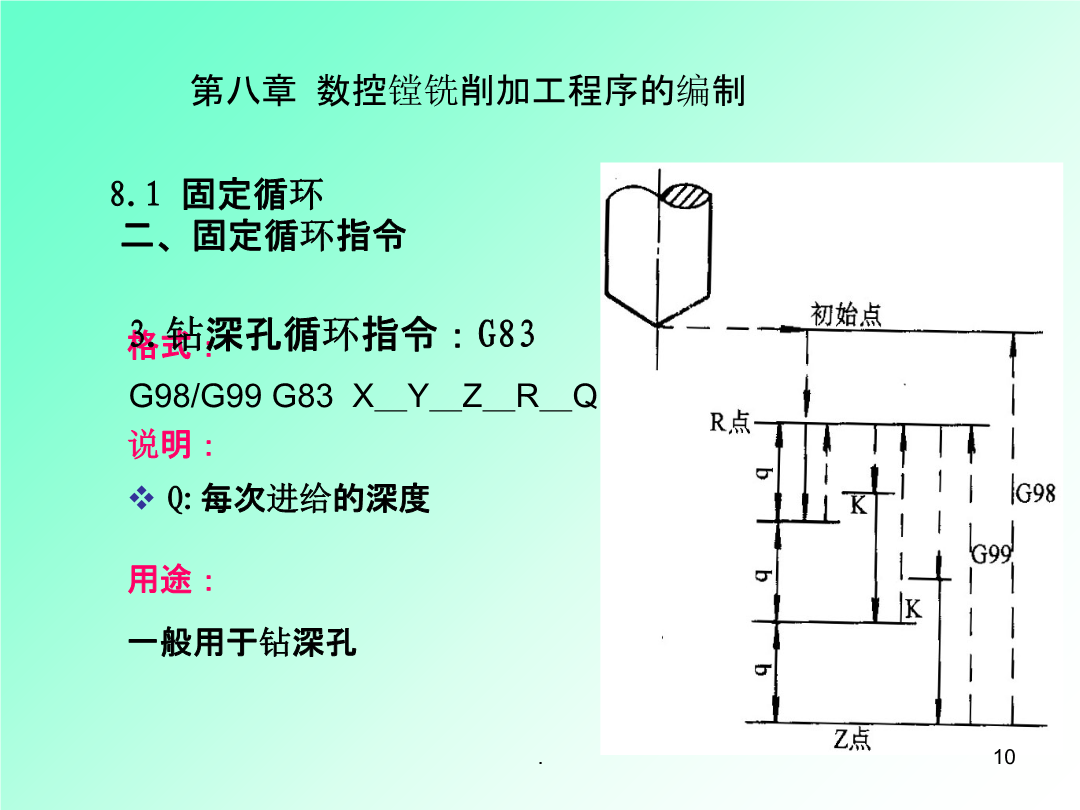
Fanuc系统数控铣床常用固定循环祥解高速啄式深孔钻循环(G73)指令格式:G73X---Y---Z---R---Q---P---F---K---加工方式:进给孔底快速退刀攻左牙循环(G74)指令格式:G74X---Y---Z---R---Q---P---F---K---加工方式:进给孔底主轴暂停正转快速退刀精镗孔循环(G76)指令格式:G76X---Y---Z---R---Q---P---F---K---加工方式:进给孔底主轴定位停止快速退刀钻空循环,点钻空循环(G81)指令格式:G81X---Y---
一种便于固定的数控铣床.pdf
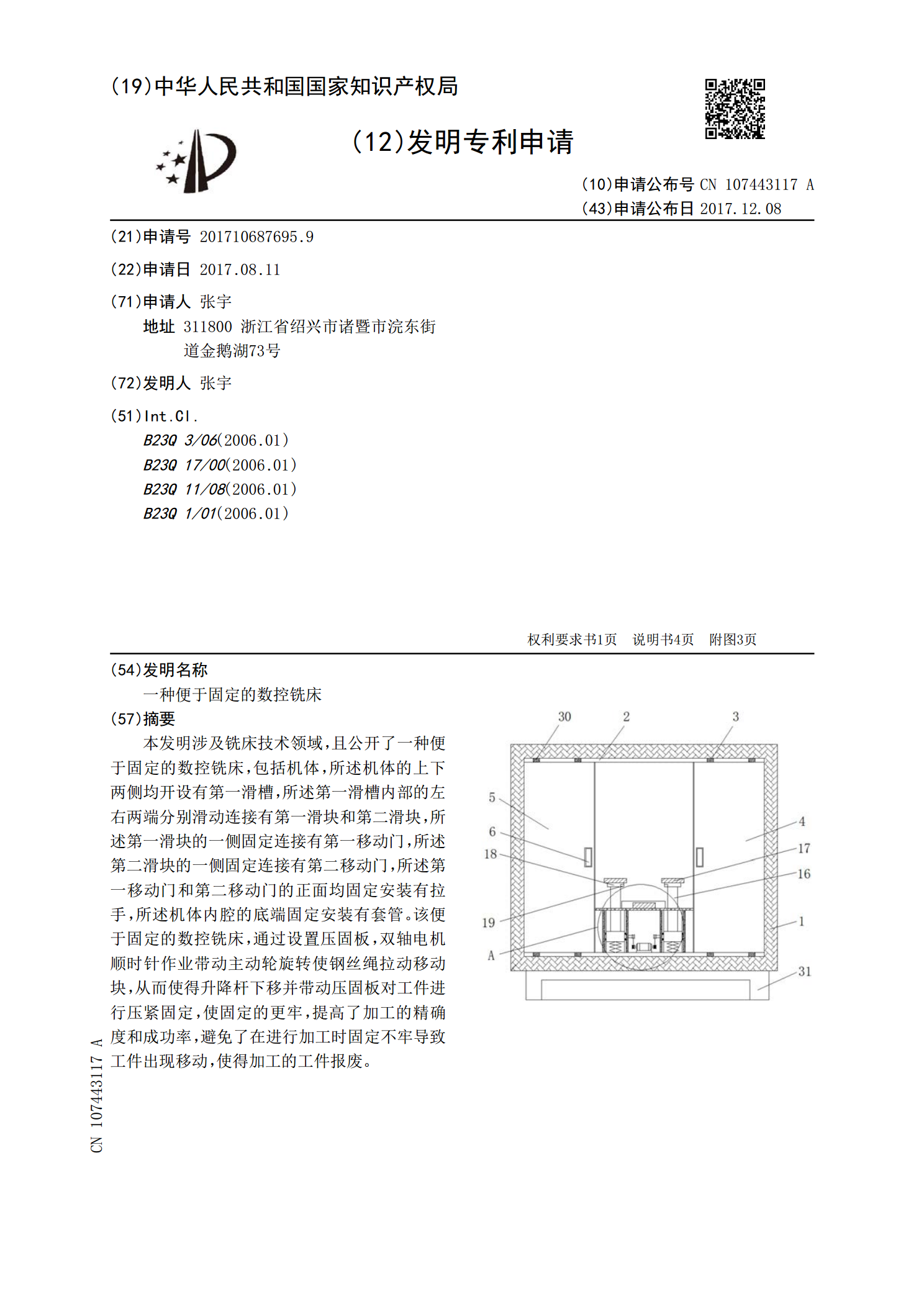
本发明涉及铣床技术领域,且公开了一种便于固定的数控铣床,包括机体,所述机体的上下两侧均开设有第一滑槽,所述第一滑槽内部的左右两端分别滑动连接有第一滑块和第二滑块,所述第一滑块的一侧固定连接有第一移动门,所述第二滑块的一侧固定连接有第二移动门,所述第一移动门和第二移动门的正面均固定安装有拉手,所述机体内腔的底端固定安装有套管。该便于固定的数控铣床,通过设置压固板,双轴电机顺时针作业带动主动轮旋转使钢丝绳拉动移动块,从而使得升降杆下移并带动压固板对工件进行压紧固定,使固定的更牢,提高了加工的精确度和成功率,避
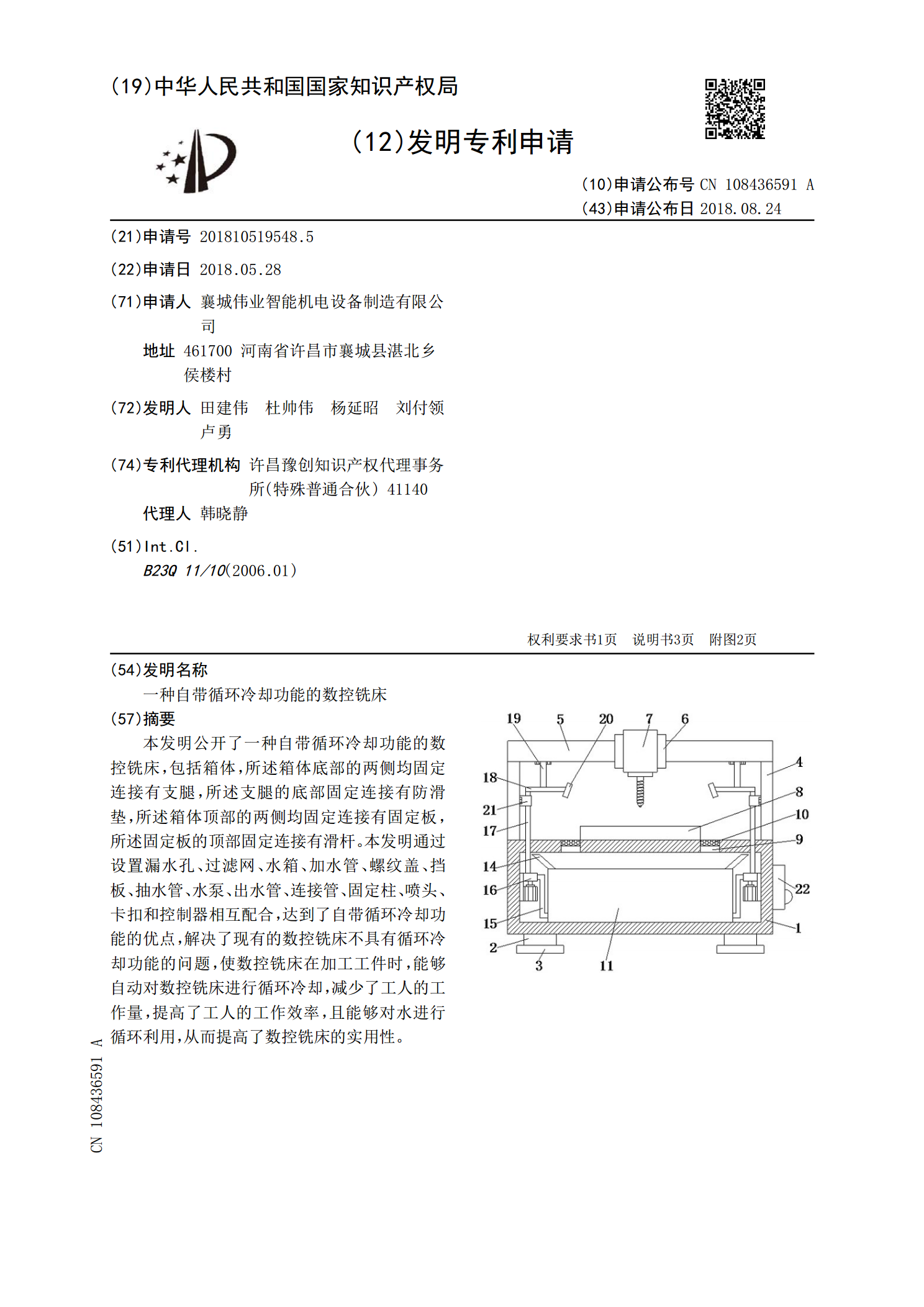
一种自带循环冷却功能的数控铣床.pdf
本发明公开了一种自带循环冷却功能的数控铣床,包括箱体,所述箱体底部的两侧均固定连接有支腿,所述支腿的底部固定连接有防滑垫,所述箱体顶部的两侧均固定连接有固定板,所述固定板的顶部固定连接有滑杆。本发明通过设置漏水孔、过滤网、水箱、加水管、螺纹盖、挡板、抽水管、水泵、出水管、连接管、固定柱、喷头、卡扣和控制器相互配合,达到了自带循环冷却功能的优点,解决了现有的数控铣床不具有循环冷却功能的问题,使数控铣床在加工工件时,能够自动对数控铣床进行循环冷却,减少了工人的工作量,提高了工人的工作效率,且能够对水进行循环利
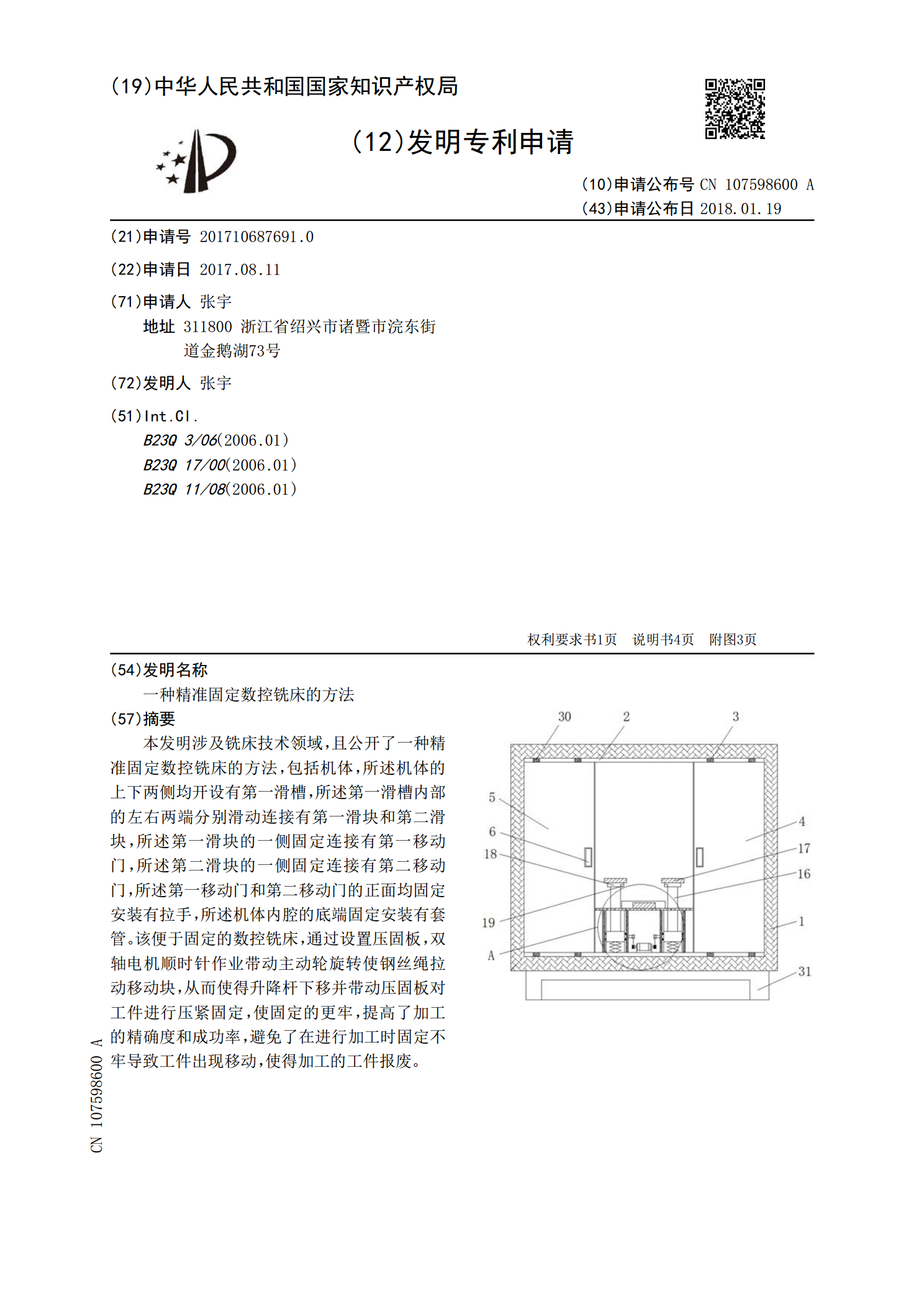
一种精准固定数控铣床的方法.pdf
本发明涉及铣床技术领域,且公开了一种精准固定数控铣床的方法,包括机体,所述机体的上下两侧均开设有第一滑槽,所述第一滑槽内部的左右两端分别滑动连接有第一滑块和第二滑块,所述第一滑块的一侧固定连接有第一移动门,所述第二滑块的一侧固定连接有第二移动门,所述第一移动门和第二移动门的正面均固定安装有拉手,所述机体内腔的底端固定安装有套管。该便于固定的数控铣床,通过设置压固板,双轴电机顺时针作业带动主动轮旋转使钢丝绳拉动移动块,从而使得升降杆下移并带动压固板对工件进行压紧固定,使固定的更牢,提高了加工的精确度和成功率