
FANUC数控系统参数设定.pptx

胜利****实阿


1/10

2/10
3/10
4/10

5/10
6/10

7/10
8/10
9/10

10/10
亲,该文档总共81页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
FANUC数控系统参数设定.pptx
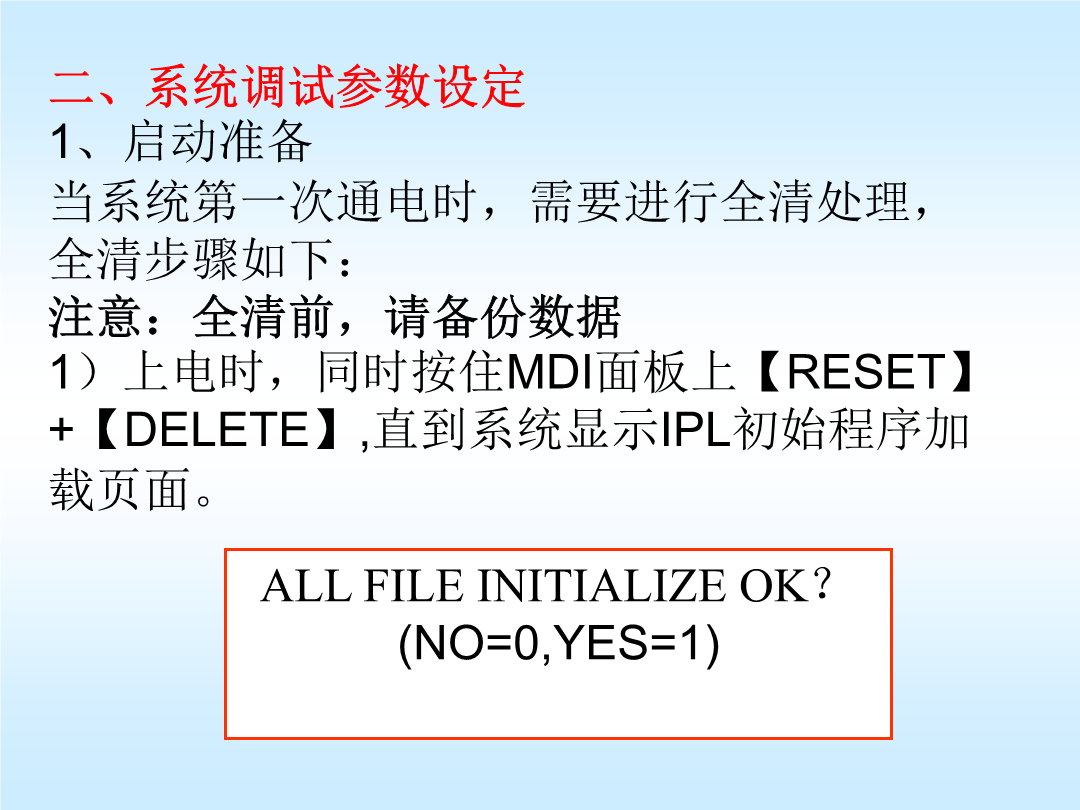
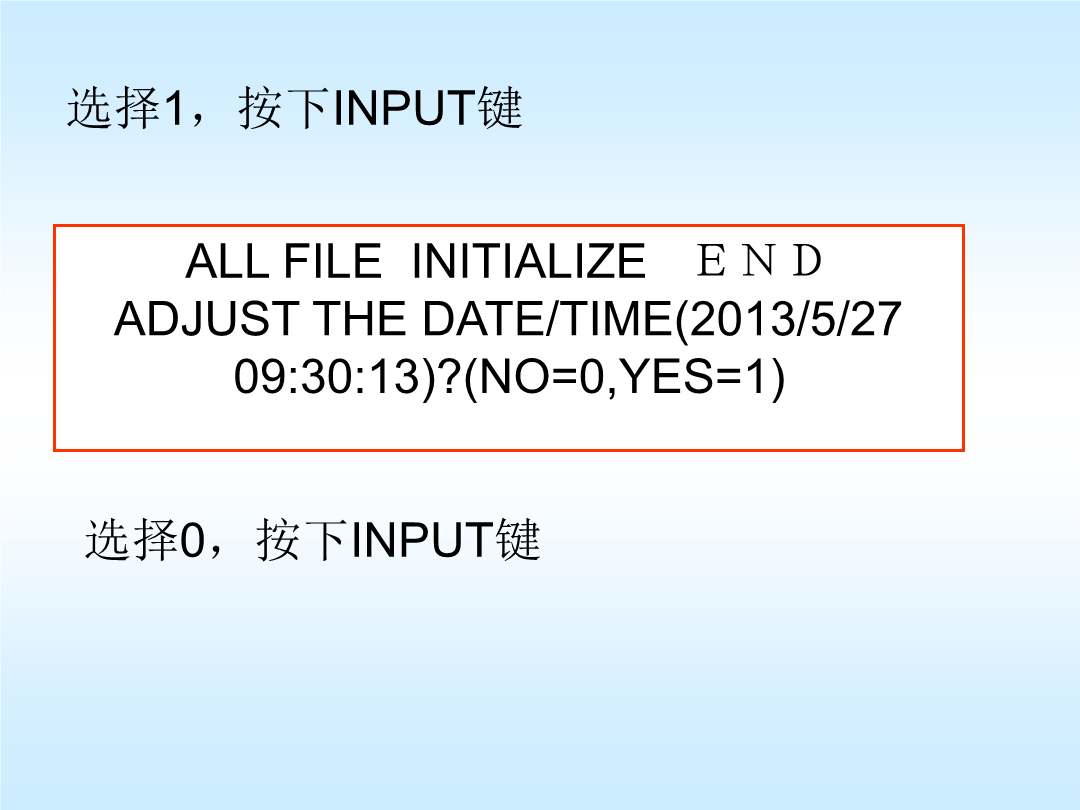
第三章FANUC数控系统参数设定一、基本参数设定1、参数的输入方法1)将CNC控制器置于MDI方式或急停状态;2)按几次OFF/SET功能键,显示设定(SETTING)页面;3)将“写参数”设定为1,打开写参数的权限;4)在MDI方式下,按几次SYSTEM功能键进入“参数设定”页面。二、系统调试参数设定1、启动准备当系统第一次通电时,需要进行全清处理,全清步骤如下:注意:全清前,请备份数据1)上电时,同时按住MDI面板上【RESET】+【DELETE】,直到系统显示IPL初始程序加载页面。选择1,按下IN

FANUC数控系统参数设定.pptx
第三章FANUC数控系统参数设定一、基本参数设定1、参数的输入方法1)将CNC控制器置于MDI方式或急停状态;2)按几次OFF/SET功能键显示设定(SETTING)页面;3)将“写参数”设定为1打开写参数的权限;4)在MDI方式下按几次SYSTEM功能键进入“参数设定”页面。二、系统调试参数设定1、启动准备当系统第一次通电时需要进行全清处理全清步骤如下:注意:全清前请备份数据1)上电时同时按住MDI面板上【RESET】+【DELETE】直到系统显示IPL初始程序加载页面。选择1按下INPUT键IP
FANUC数控系统参数设定.pptx
第三章FANUC数控系统参数设定一、基本参数设定1、参数的输入方法1)将CNC控制器置于MDI方式或急停状态;2)按几次OFF/SET功能键显示设定(SETTING)页面;3)将“写参数”设定为1打开写参数的权限;4)在MDI方式下按几次SYSTEM功能键进入“参数设定”页面。二、系统调试参数设定1、启动准备当系统第一次通电时需要进行全清处理全清步骤如下:注意:全清前请备份数据1)上电时同时按住MDI面板上【RESET】+【DELETE】直到系统显示IPL初始程序加载页面。选择1按下INPUT键IP

FANUC 常用参数设定.ppt
FANUC系统参数系统参数不正确也会使系统报警。另外,工作中常常遇到工作台不能回到零点、位置显示值不对或是用MDI键盘不能输入刀偏量等数值,这些故障往往和参数值有关,因此维修时若确认PMC信号或连线无误,应检查有关参数。参数含义用存储卡DNC最大切削进给速度各轴停止位置偏差极限参数含义中文显示是否使用串行主轴

fanuc数控系统参数表.pdf
fanuc数控系统参数表FANUC系统有很丰富的机床参数,为数控机床的安装调试及日常维护带来了方便条件。根据多年的实践,对常用的机床参数在维修中的应用做一介绍。1.手摇脉冲发生器损坏。一台FANUC0TD数控车床,手摇脉冲发生器出现故障,使对刀不能进行微调,需要更换或修理故障件。当时没有合适的备件,可以先将参数900#3置“0”,暂时将手摇脉冲发生器不用,改为用点动按钮单脉冲发生器操作来进行刀具微调工作。等手摇脉冲发生器修好后再将该参数置“1”。2.当机床开机后返回参考点时出现超行程报警。上述机床在返回参