
钢筋混凝土预制构件.pptx

胜利****实阿

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
钢筋混凝土预制构件.pptx
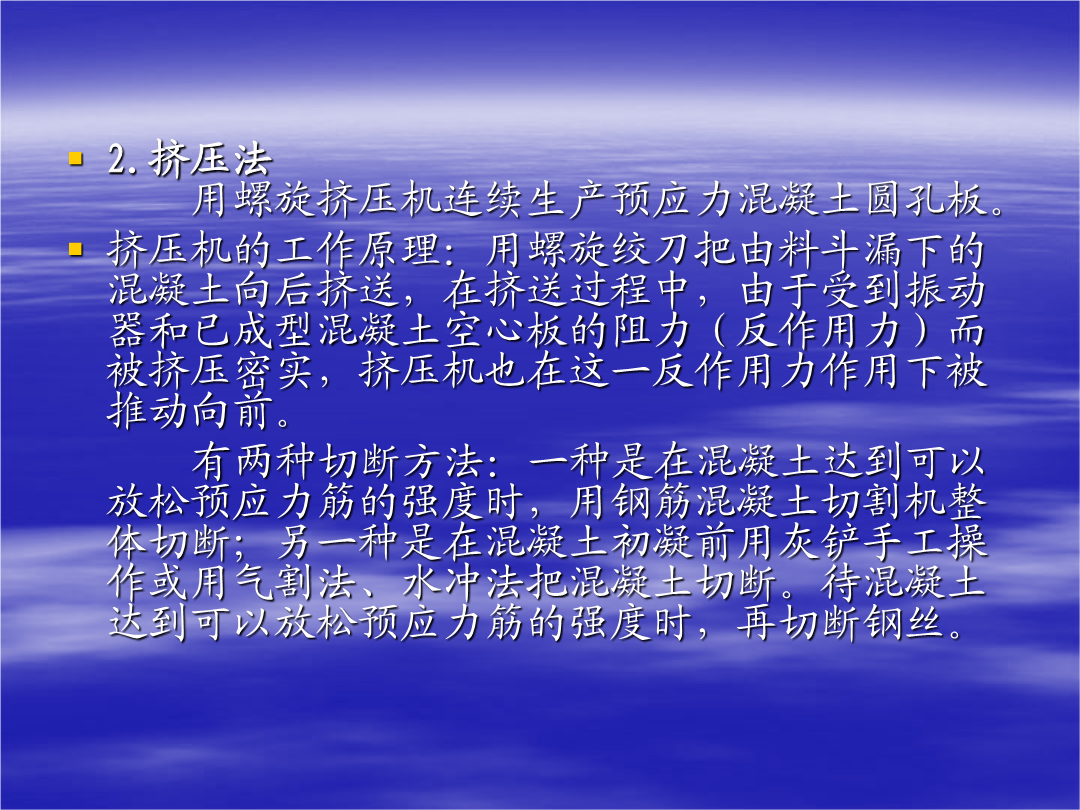
一、构件制作工艺二、生产预制构件的模板三、预制构件的成型四、预制构件养护五、预制构件模板拆除六、预制构件质量标准与验收方法一、构件制作的方法2.机组流水法机组流水法是在车间内,根据生产工艺的要求将整个车间划分为几个工段,每个工段皆配备相应的工人和机具设备,构件的成型、养护、脱模等生产过程分别在有关的工段循序完成。生产时,构件随同模板沿工艺流水线,借助于起重运输设备,从一个工作段移至下一工作段,分别完成各有关的生产过程,而操作人员的工作地点不变。构件随同模板在各工段停留的时间长短可以不同。此法比台座法效率高

钢筋混凝土预制构件供货合同书.doc
钢筋混凝土预制构件供货合同书供方:醴陵市东岸预制厂电话:1310702675123263168需方:________________电话:______________________供需双方就订购钢筋混凝土预制构件一事,经双方协商达成如下条款:规格、数量及价格规格型号数量价格金额附件数量价格金额备注交货时间和变更方式:供方根据需方要求应在______年_____月_____日供货,需方应提供平整场地、堆放构件,如有上坡,车辆不能一次到位的,需方应付转运费。质量要求:供方按照需方的图纸和有关的标准图集及双方
钢筋混凝土预制构件生产用转运车.pdf
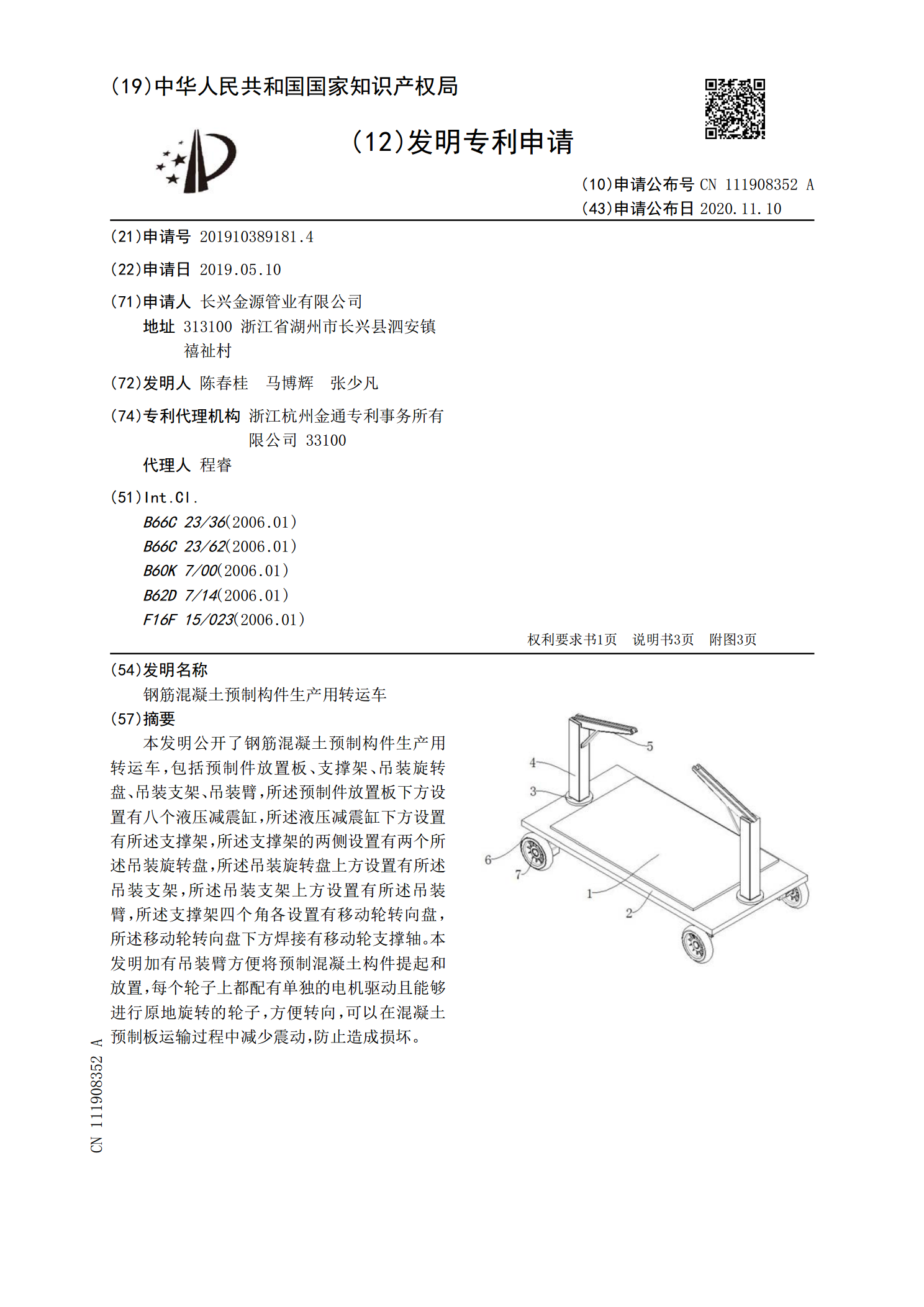
本发明公开了钢筋混凝土预制构件生产用转运车,包括预制件放置板、支撑架、吊装旋转盘、吊装支架、吊装臂,所述预制件放置板下方设置有八个液压减震缸,所述液压减震缸下方设置有所述支撑架,所述支撑架的两侧设置有两个所述吊装旋转盘,所述吊装旋转盘上方设置有所述吊装支架,所述吊装支架上方设置有所述吊装臂,所述支撑架四个角各设置有移动轮转向盘,所述移动轮转向盘下方焊接有移动轮支撑轴。本发明加有吊装臂方便将预制混凝土构件提起和放置,每个轮子上都配有单独的电机驱动且能够进行原地旋转的轮子,方便转向,可以在混凝土预制板运输过程

钢筋混凝土预制构件供货合同书.doc
钢筋混凝土预制构件供货合同书供方:醴陵市东岸预制厂电话:1310702675123263168需方:________________电话:______________________供需双方就订购钢筋混凝土预制构件一事,经双方协商达成如下条款:规格、数量及价格规格型号数量价格金额附件数量价格金额备注交货时间和变更方式:供方根据需方要求应在______年_____月_____日供货,需方应提供平整场地、堆放构件,如有上坡,车辆不能一次到位的,需方应付转运费。质量要求:供方按照需方的图纸和有关的标准图集及双方

钢筋混凝土预制构件加热养护制度的探讨.docx
钢筋混凝土预制构件加热养护制度的探讨钢筋混凝土预制构件加热养护制度的探讨摘要:钢筋混凝土预制构件在建筑工程中广泛应用,养护是确保其性能稳定、安全可靠的关键环节之一。本文通过对钢筋混凝土预制构件加热养护制度进行探讨,旨在提供一种高效、可行的养护方法。首先介绍了钢筋混凝土预制构件的养护需求和加热养护的目的,然后探讨了加热养护的原理和方法,并分析了其在不同季节和环境条件下的应用特点和适用性。最后,总结了加热养护制度的优点和不足,并展望了其在未来的发展潜力。关键词:钢筋混凝土预制构件;加热养护;建筑工程;性能稳定