
齿轮齿形的加工案例.pptx

胜利****实阿


1/10

2/10
3/10

4/10

5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共38页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

齿轮齿形的加工案例.pptx
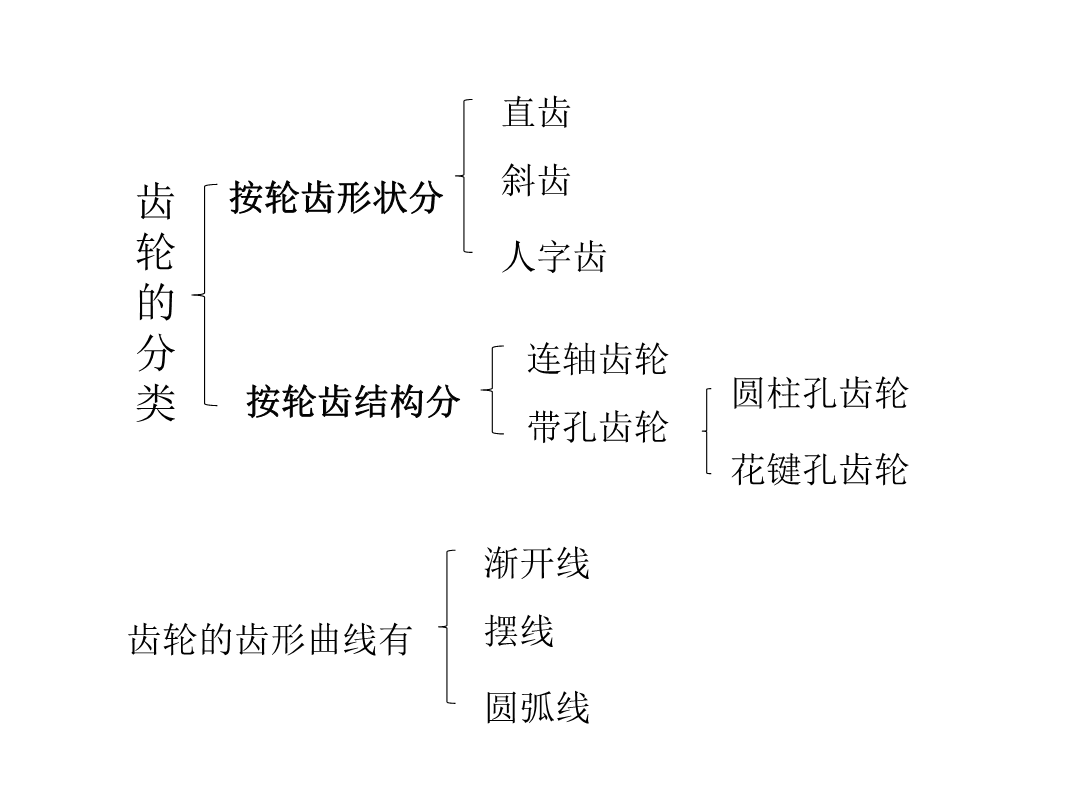
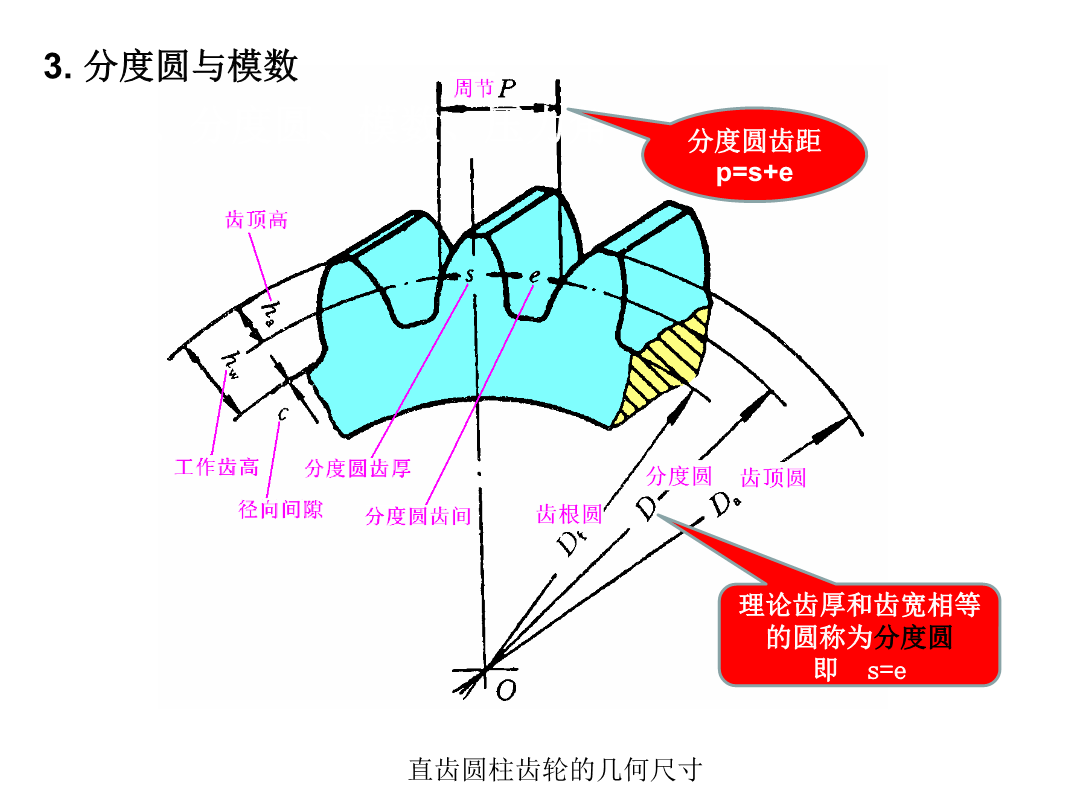
第二节齿轮齿形的加工一、齿轮的基本知识齿轮的分类齿轮和齿轮副的种类2、渐开线的形成及其特征3、分度圆、模数、压力角齿轮齿数是Z,分度圆直径是d,齿距P与齿数Z之间的关系为:渐开线齿形上任一点K的法向力F与其速度vk之间所夹的锐角,称为K点的压力角αk。渐开线上各点的压力角是不相同的。通常所说的压力角是指分度圆上A点处的压力角,用α表示(α=20°)由此可得基圆直径rb和分度圆直径r的关系为:rb=cosα·r=cos20·r≈0.94r模数和压力角是直齿圆柱齿轮的两个基本参数。模数m是周节P与π之比,即m

齿轮齿形的加工.pptx
基本内容齿轮传动5.1渐开线齿轮概述5.1渐开线齿轮概述5.1渐开线齿轮概述5.1渐开线齿轮概述5.1渐开线齿轮概述5.1渐开线齿轮概述5.1渐开线齿轮概述5.1渐开线齿轮概述5.2圆柱齿轮齿形的成形法加工1.盘状齿轮铣刀:齿轮模数m<8时用,在卧式铣床上使用;2.指状齿轮铣刀:齿轮模数m≥8时用,在立式铣床上使用,可加工直齿轮、斜圆柱齿轮、人字齿轮。5.2圆柱齿轮齿形的成形法加工2.铣齿加工的应用成形法铣齿主要用于单件、小批量生产和修配,用于制造低于8级精度的齿轮,齿面的表面粗糙度Ra值为6.3~3.2

齿轮齿形的加工.pptx
1齿轮传动5.1渐开线齿轮概述5.1渐开线齿轮概述5.1渐开线齿轮概述5.1渐开线齿轮概述5.1渐开线齿轮概述5.1渐开线齿轮概述5.1渐开线齿轮概述5.1渐开线齿轮概述5.2圆柱齿轮齿形的成形法加工1.盘状齿轮铣刀:齿轮模数m<8时用,在卧式铣床上使用;2.指状齿轮铣刀:齿轮模数m≥8时用,在立式铣床上使用,可加工直齿轮、斜圆柱齿轮、人字齿轮。5.2圆柱齿轮齿形的成形法加工2.铣齿加工的应用成形法铣齿主要用于单件、小批量生产和修配,用于制造低于8级精度的齿轮,齿面的表面粗糙度Ra值为6.3~3.2μm。

齿轮齿形的加工.pptx
第二节齿轮齿形的加工一、齿轮的基本知识齿轮的分类齿轮和齿轮副的种类2、渐开线的形成及其特征3、分度圆、模数、压力角齿轮齿数是Z,分度圆直径是d,齿距P与齿数Z之间的关系为:渐开线齿形上任一点K的法向力F与其速度vk之间所夹的锐角,称为K点的压力角αk。渐开线上各点的压力角是不相同的。通常所说的压力角是指分度圆上A点处的压力角,用α表示(α=20°)由此可得基圆直径rb和分度圆直径r的关系为:rb=cosα·r=cos20·r≈0.94r模数和压力角是直齿圆柱齿轮的两个基本参数。模数m是周节P与π之比,即m
齿轮齿形加工方法.pptx
齿轮齿形的加工4.5.2常用的齿轮加工方法Y3150E型滚齿机1—床身2—立柱3—刀架溜板4—刀杆5—刀架体6—支架7—心轴8—后立柱9—工作台10—床鞍范成法磨齿