
检具设计资料.pptx

胜利****实阿

1/10

2/10

3/10

4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共38页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
检具设计资料.pptx
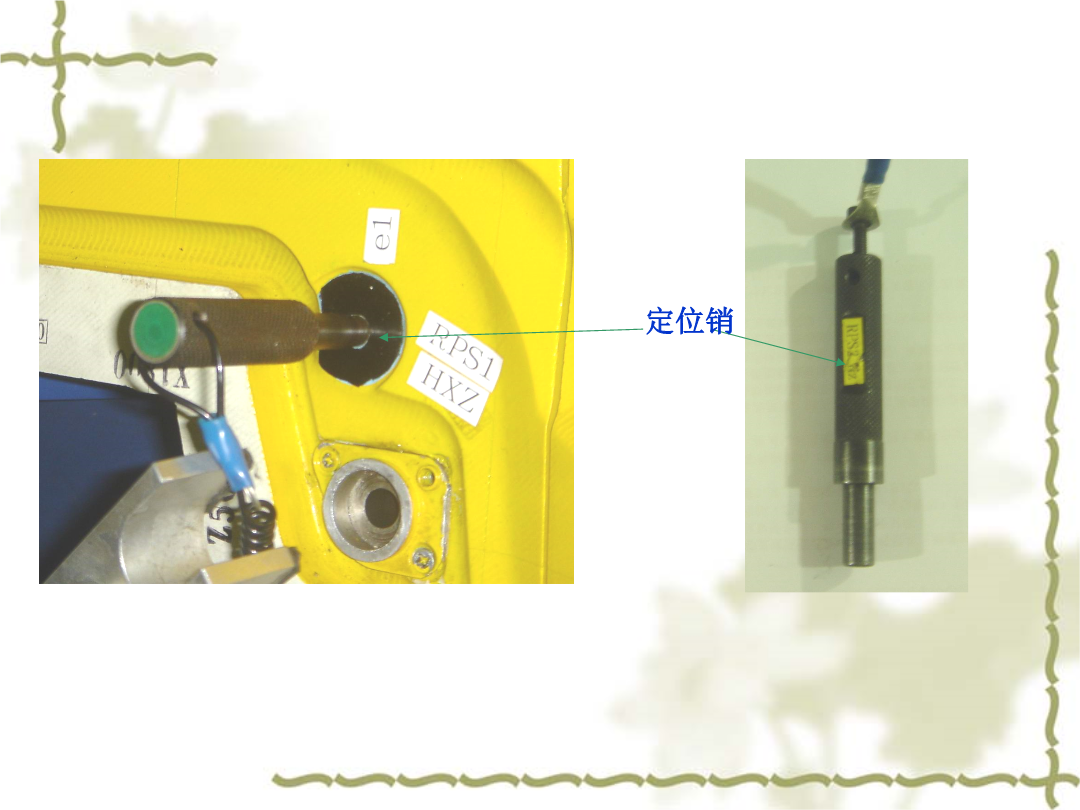
检具的定义对于零件上的某些极其重要的功能性尺寸,还能利用检具进行数值检测。通常不能借助检具直接获得零件基于车身坐标系统精确的坐标值,而是将零件置于检具上通过三坐标测量机测量方才获得。采用检具的必要性:检具的分类:定位销检测销定位孔定位面和支撑面:--定位面和支撑面在检具上根据基准点布置。它精确地反映相应的基准点位置。通常主基准点的定位我们称之为定位面,辅助基准点的支撑称为支撑面。支撑面根据零件的软硬等稳定性状况由检具小组酌情决定。-定位面和支撑面,原则上必须通常为可拆卸式镶块结构,材料选用由检具小组指定牌

检具设计资料.ppt
检具的定义对于零件上的某些极其重要的功能性尺寸,还能利用检具进行数值检测。通常不能借助检具直接获得零件基于车身坐标系统精确的坐标值,而是将零件置于检具上通过三坐标测量机测量方才获得。采用检具的必要性:检具的分类:定位销定位销检测销检测销定位孔定位面和支撑面:--定位面和支撑面在检具上根据基准点布置。它精确地反映相应的基准点位置。通常主基准点的定位我们称之为定位面,辅助基准点的支撑称为支撑面。支撑面根据零件的软硬等稳定性状况由检具小组酌情决定。-定位面和支撑面,原则上必须通常为可拆卸式镶块结构,材料选用由检

检具设计资料图文.pptx
《检具及设计》.ppt
精选课件精选课件精选课件精选课件精选课件精选课件精选课件精选课件精选课件精选课件精选课件精选课件精选课件精选课件精选课件精选课件精选课件精选课件精选课件精选课件精选课件精选课件精选课件精选课件精选课件精选课件精选课件精选课件精选课件精选课件精选课件精选课件精选课件精选课件精选课件精选课件精选课件精选课件精选课件

SGM检具设计及制造培训资料.pdf
SGM检具设计及制造上海通用汽车有限公司采购部供应商开发与质量科2004年6月SGM检具设计及制造1.设计概念•几何尺寸和公差图纸(GD&T)•定位基准的方案•检具材料的选择•过程能力控制的统计(SPC)(1).几何尺寸和公差图纸(GD&T)几何尺寸和公差图纸(GD&T)是一个标准化公差的方法它定义了产品的设计要求和制造能力。产品的规范、零件的定位基准即所有零件参考尺寸的“起始点”、关键特性点(K