
轴类工件各部分的车削.pptx

胜利****实阿


1/10

2/10

3/10

4/10

5/10

6/10
7/10

8/10
9/10
10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

轴类工件各部分的车削.ppt
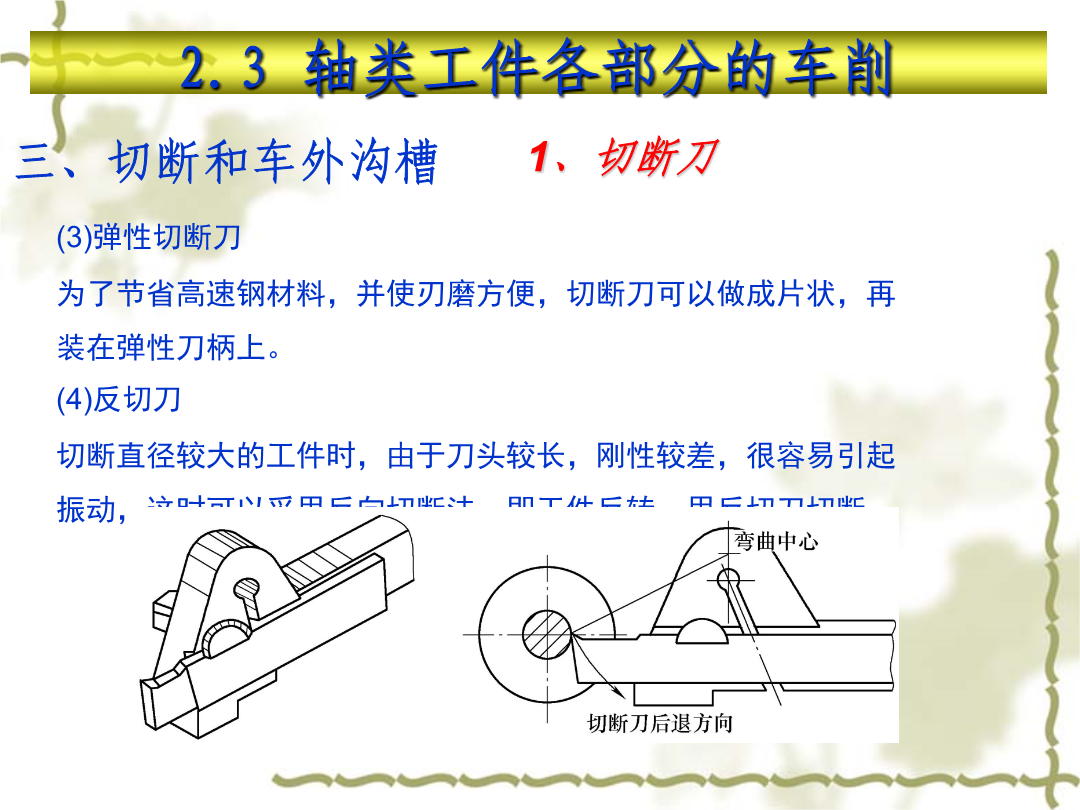
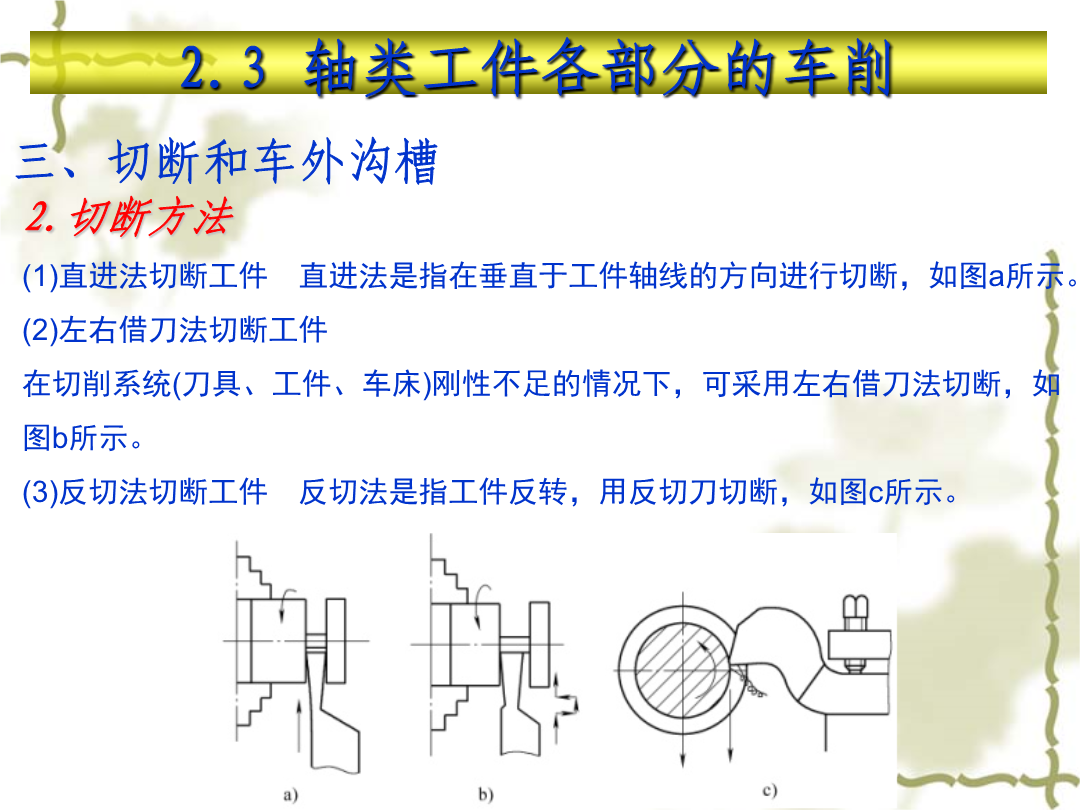
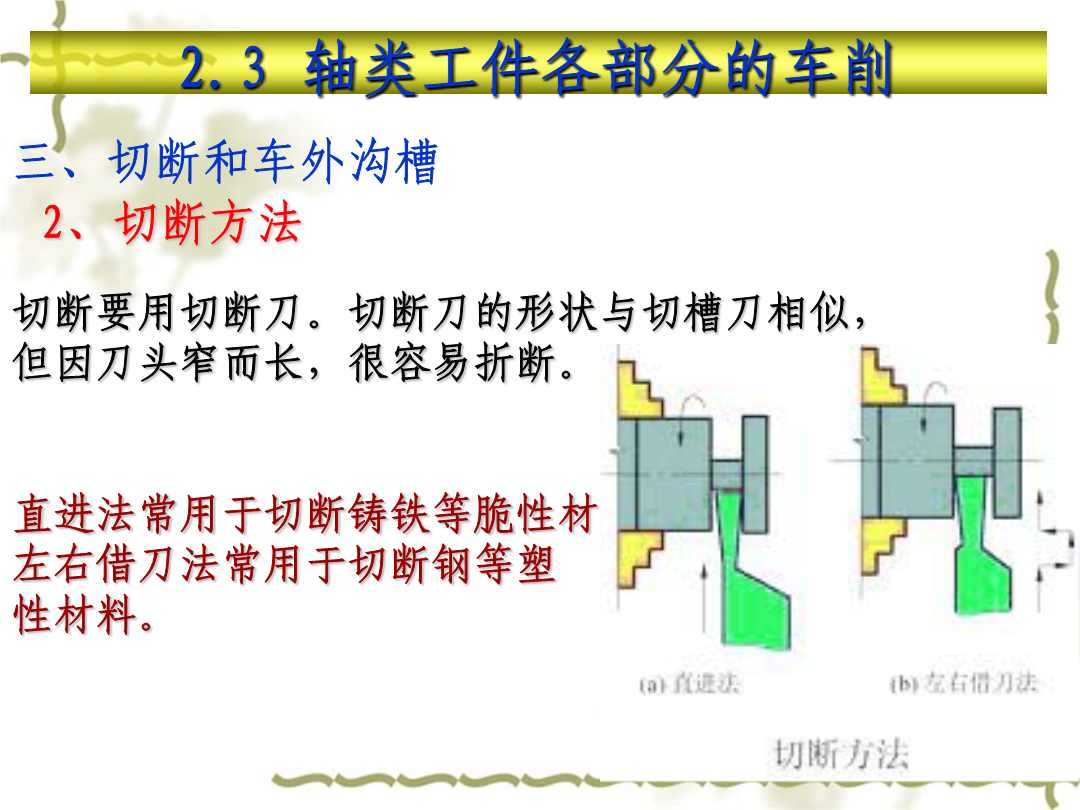
常见的各种沟槽2.3轴类工件各部分的车削硬质合金鱼肚形切断刀(3)弹性切断刀为了节省高速钢材料,并使刃磨方便,切断刀可以做成片状,再装在弹性刀柄上。(4)反切刀切断直径较大的工件时,由于刀头较长,刚性较差,很容易引起振动,这时可以采用反向切断法,即工件反转,用反切刀切断。2.3轴类工件各部分的车削2.切断方法(1)直进法切断工件直进法是指在垂直于工件轴线的方向进行切断,如图a所示。(2)左右借刀法切断工件在切削系统(刀具、工件、车床)刚性不足的情况下,可采用左右借刀法切断,如图b所示。(3)反切法切断工件

轴类工件各部分的车削.pptx
车工工艺学常见的各种沟槽2.3轴类工件各部分的车削硬质合金鱼肚形切断刀(3)弹性切断刀为了节省高速钢材料,并使刃磨方便,切断刀可以做成片状,再装在弹性刀柄上。(4)反切刀切断直径较大的工件时,由于刀头较长,刚性较差,很容易引起振动,这时可以采用反向切断法,即工件反转,用反切刀切断。2.3轴类工件各部分的车削2.切断方法(1)直进法切断工件直进法是指在垂直于工件轴线的方向进行切断,如图a所示。(2)左右借刀法切断工件在切削系统(刀具、工件、车床)刚性不足的情况下,可采用左右借刀法切断,如图b所示。(3)反切

车削轴类工件.doc
罗江职教中心教师备课教案(首页)学科车工实训授课内容第2章车削轴类工件第2-5节车削轴类工件授课时数课型实训教具教材,机床授课班级与时间教学目的1、了解加工外园、断面的方法。2、正确操作、加工控制尺寸及加工技术要求。教学重点与难点重点:掌握轴类工件的装夹方法。难点:刀具几何参数选择。提问设计轴类工件的车削有哪几种装夹方法?中心站的种类有哪几种?作业布置练习题目一夹一顶车削轴类工件。预习内容课题项目3:车削套类工件学生学习状态知识与技能基础准确掌握装夹轴类工件的方法及操作要领、能够把轴类工件的技术要求控制在

车削轴类工件.doc
罗江职教中心教师备课教案(首页)学科车工实训授课内容第2章车削轴类工件第2-5节车削轴类工件授课时数课型实训教具教材,机床授课班级与时间教学目的1、了解加工外园、断面的方法。2、正确操作、加工控制尺寸及加工技术要求。教学重点与难点重点:掌握轴类工件的装夹方法。难点:刀具几何参数选择。提问设计轴类工件的车削有哪几种装夹方法?中心站的种类有哪几种?作业布置练习题目一夹一顶车削轴类工件。预习内容课题项目3:车削套类工件学生学习状态知识与技能基础准确掌握装夹轴类工件的方法及操作要领、能够把轴类工件的技术要求控制在

对细长轴类工件车削加工方法的探索.docx
对细长轴类工件车削加工方法的探索细长轴类工件是机械加工过程中比较常见的工件之一,包括各种车、刨、铣、凿等零件。由于其形状特殊,加工难度较大,需要采用一些特殊的车削加工方法。一、选材细长轴类工件一般采用高精度机械零件的特殊钢材或合金材料。材料的选择与工件的用途和要求密切相关,具体应用环境的不同,要求的材料强度、硬度、耐腐蚀性等性能也不相同。二、刀具的选择刀具的选择是决定车削质量的关键因素。对细长轴类工件,一般选择直径小、长度长、具有刚度和稳定性、刃角大、CAD/CAM设计的刀具。三、加工技术3.1一般车削法