
加工中心编程实例(常用版).doc

胜利****实阿


1/10
2/10

3/10
4/10

5/10
6/10

7/10
8/10
9/10

10/10
亲,该文档总共227页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

加工中心编程实例(常用版).doc
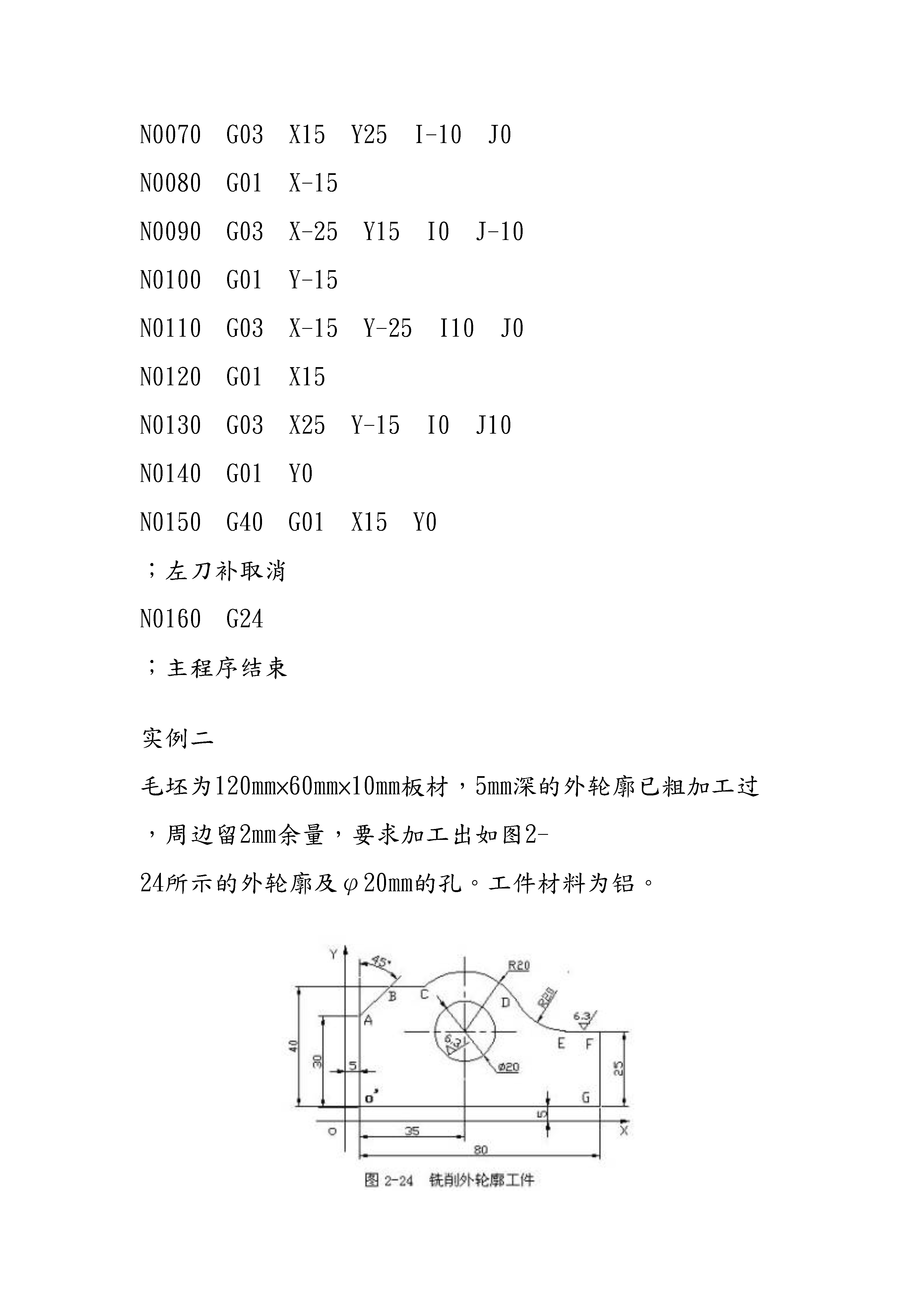
数控铣床编程实例(参考程序请看超级链接)实例一毛坯为70㎜×70㎜×18㎜板材,六面已粗加工过,要求数控铣出如图3-23所示的槽,工件材料为45钢。1.根据图样要求、毛坯及前道工序加工情况,确定工艺方案及加工路线1)以已加工过的底面为定位基准,用通用台虎钳夹紧工件前后两侧面,台虎钳固定于铣床工作台上。2)工步顺序①铣刀先走两个圆轨迹,再用左刀具半径补偿加工50㎜×50㎜四角倒圆的正方形。②每次切深为2㎜,分二次加工完。2.选择机床设备根据零件图样要求,选用经济型数控铣床即可达到要求。故选用XKN7125型

加工中心最详细讲解编程操作实例(常用版).doc
胡雪飞制作2020年3月16日星期二坐标系在数控加工程序编程中,需要确定运动坐标值控制符的名称及方向,为了简化程序编制及保证具有互换性,国际上已统一了ISO标准坐标系,该标准规定该坐标系统是一个右手笛卡尔坐标系统不论机床在加工中是刀具移动还是被加工工件移动都一律规定被加工物静止不动而刀具在动Z轴的确定:传递切削力的轴为Z轴机械坐标系:以机床原点为坐标原点建立坐标系机床原点(机床零点):机床上的一个用作加工基准的特定点工件坐标系:以工件原点为坐标原点建立的坐标系。使用来确定工件几何形体上各要素的位置而设置的

加工中心编程实例.doc
加工中心编程实例ZH7640立式加工中心由北京第三机床厂生产,采用华中铣床、加工中心数控系统;加工范围600mm×400mm×500mm;刀库可容纳20把刀;可用于镗、铣、钻、铰、攻丝等各种加工。实例为在预先处理好的100mm×100mm×100mm合金铝锭毛坯上加工图9-22所示的零件,其中正五边形外接圆直径为80mm。一、工艺分析本例中毛坯较为规则,采用平口钳装夹即可,选择以下4种刀具进行加工:1号刀为Ф20mm两刃立铣刀,用于粗加工;2号刀为Ф10mm中心钻,用于打定孔位;4号刀为Ф10mm钻刀,用

加工中心编程及实例.doc
加工中心加工编程及实例加工中心加工编程实践实践:法兰克系统加工中心编程实践在加工中心上加工如图所示零件,其材料为Q235-A,毛胚大小为36*34*19。工件一、确定装夹方案根据毛胚和零件图,确定工件的装夹方式。由于该工件是一个方形零件,并且这个零件的尺寸较小,单边余量只有2mm,无法用压块装夹,而厚度余量有4mm,故采用虎钳装夹加工。在毛胚的下面垫一垫块,使毛胚的上表面与虎钳的压块表面距离至少超过15.5mm,并采用毛胚的左上角跟虎钳上压块的左下角重合点作为为定位基准。使用虎钳夹紧工件,并且两次装夹即可
加工中心编程实例.doc
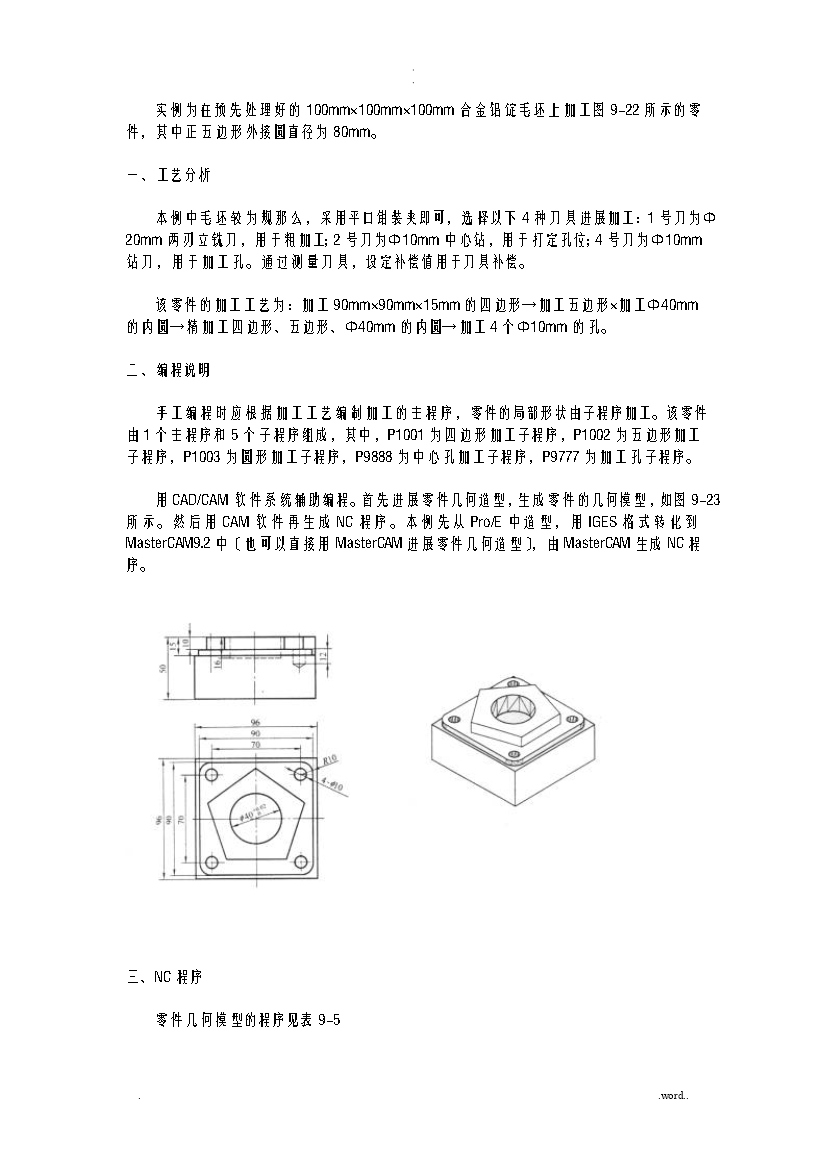
....word..实例为在预先处理好的100mm×100mm×100mm合金铝锭毛坯上加工图9-22所示的零件,其中正五边形外接圆直径为80mm。一、工艺分析本例中毛坯较为规那么,采用平口钳装夹即可,选择以下4种刀具进展加工:1号刀为Ф20mm两刃立铣刀,用于粗加工;2号刀为Ф10mm中心钻,用于打定孔位;4号刀为Ф10mm钻刀,用于加工孔。通过测量刀具,设定补偿值用于刀具补偿。该零件的加工工艺为:加工90mm×90mm×15mm的四边形→加工五边形×加工Ф40mm的内圆→精加工四边形、五边形、Ф40m