
加工中心编程实例.doc

kp****93


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

加工中心编程及实例.doc
加工中心编程及实例加工中心编程及实例精彩文档加工中心编程及实例加工中心加工编程及实例加工中心加工编程实践实践:法兰克系统加工中心编程实践在加工中心上加工如图所示零件,其材料为Q235-A,毛胚大小为36*34*19。工件一、确定装夹方案根据毛胚和零件图,确定工件的装夹方式.由于该工件是一个方形零件,并且这个零件的尺寸较小,单边余量只有2mm,无法用压块装夹,而厚度余量有4mm,故采用虎钳装夹加工。在毛胚的下面垫一垫块,使毛胚的上表面与虎钳的压块表面距离至少超过15。5mm,并采用毛胚的左上角跟虎钳上压块的

加工中心编程及实例.doc
加工中心加工编程及实例加工中心加工编程实践实践:法兰克系统加工中心编程实践在加工中心上加工如图所示零件,其材料为Q235-A,毛胚大小为36*34*19。工件一、确定装夹方案根据毛胚和零件图,确定工件的装夹方式。由于该工件是一个方形零件,并且这个零件的尺寸较小,单边余量只有2mm,无法用压块装夹,而厚度余量有4mm,故采用虎钳装夹加工。在毛胚的下面垫一垫块,使毛胚的上表面与虎钳的压块表面距离至少超过15.5mm,并采用毛胚的左上角跟虎钳上压块的左下角重合点作为为定位基准。使用虎钳夹紧工件,并且两次装夹即可
加工中心编程实例.doc
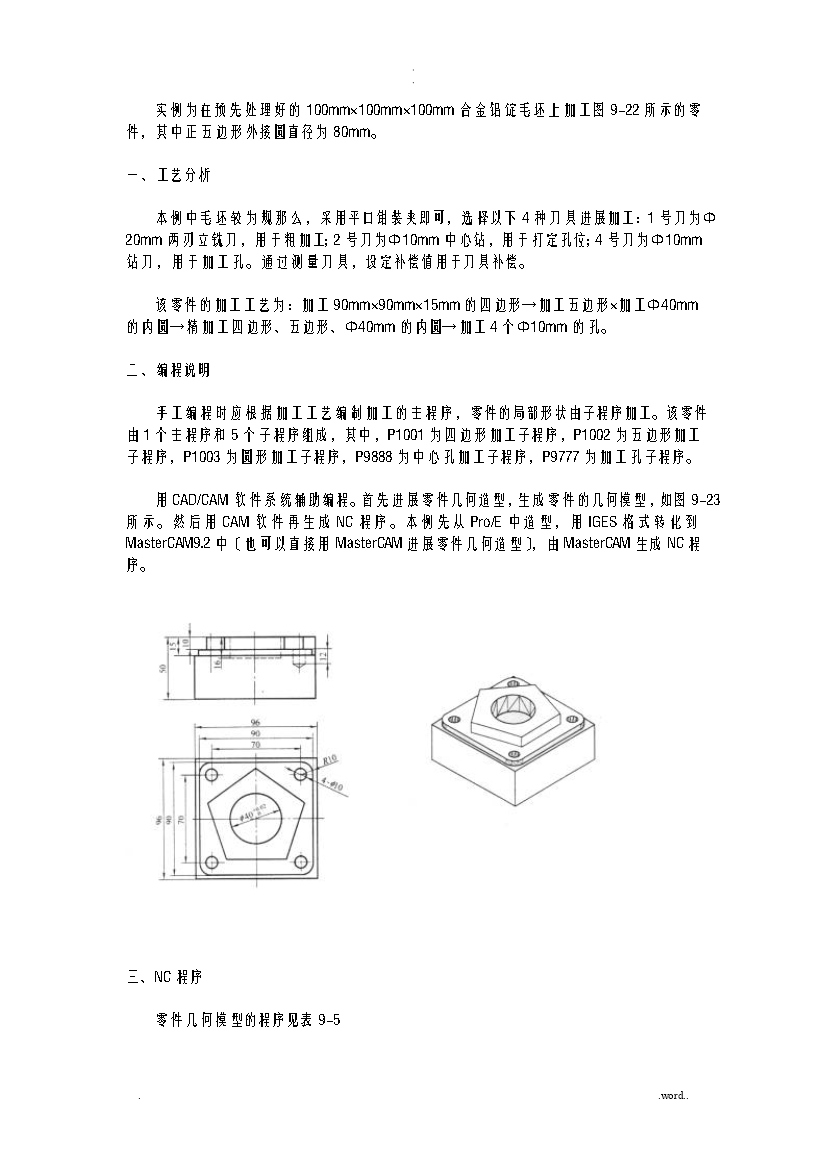
....word..实例为在预先处理好的100mm×100mm×100mm合金铝锭毛坯上加工图9-22所示的零件,其中正五边形外接圆直径为80mm。一、工艺分析本例中毛坯较为规那么,采用平口钳装夹即可,选择以下4种刀具进展加工:1号刀为Ф20mm两刃立铣刀,用于粗加工;2号刀为Ф10mm中心钻,用于打定孔位;4号刀为Ф10mm钻刀,用于加工孔。通过测量刀具,设定补偿值用于刀具补偿。该零件的加工工艺为:加工90mm×90mm×15mm的四边形→加工五边形×加工Ф40mm的内圆→精加工四边形、五边形、Ф40m

加工中心编程实例.doc
加工中心编程实例ZH7640立式加工中心由北京第三机床厂生产,采用华中铣床、加工中心数控系统;加工范围600mm×400mm×500mm;刀库可容纳20把刀;可用于镗、铣、钻、铰、攻丝等各种加工。实例为在预先处理好的100mm×100mm×100mm合金铝锭毛坯上加工图9-22所示的零件,其中正五边形外接圆直径为80mm。一、工艺分析本例中毛坯较为规则,采用平口钳装夹即可,选择以下4种刀具进行加工:1号刀为Ф20mm两刃立铣刀,用于粗加工;2号刀为Ф10mm中心钻,用于打定孔位;4号刀为Ф10mm钻刀,用

加工中心编程及实例.doc
加工中心加工编程及实例加工中心加工编程实践实践:法兰克系统加工中心编程实践在加工中心上加工如图所示零件,其材料为Q235-A,毛胚大小为36*34*19。工件一、确定装夹方案根据毛胚和零件图,确定工件的装夹方式。由于该工件是一个方形零件,并且这个零件的尺寸较小,单边余量只有2mm,无法用压块装夹,而厚度余量有4mm,故采用虎钳装夹加工。在毛胚的下面垫一垫块,使毛胚的上表面与虎钳的压块表面距离至少超过15.5mm,并采用毛胚的左上角跟虎钳上压块的左下角重合点作为为定位基准。使用虎钳夹紧工件,并且两次装夹即可