
焊工培训ppt课件.ppt

胜利****实阿

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共91页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
焊工培训ppt课件.ppt
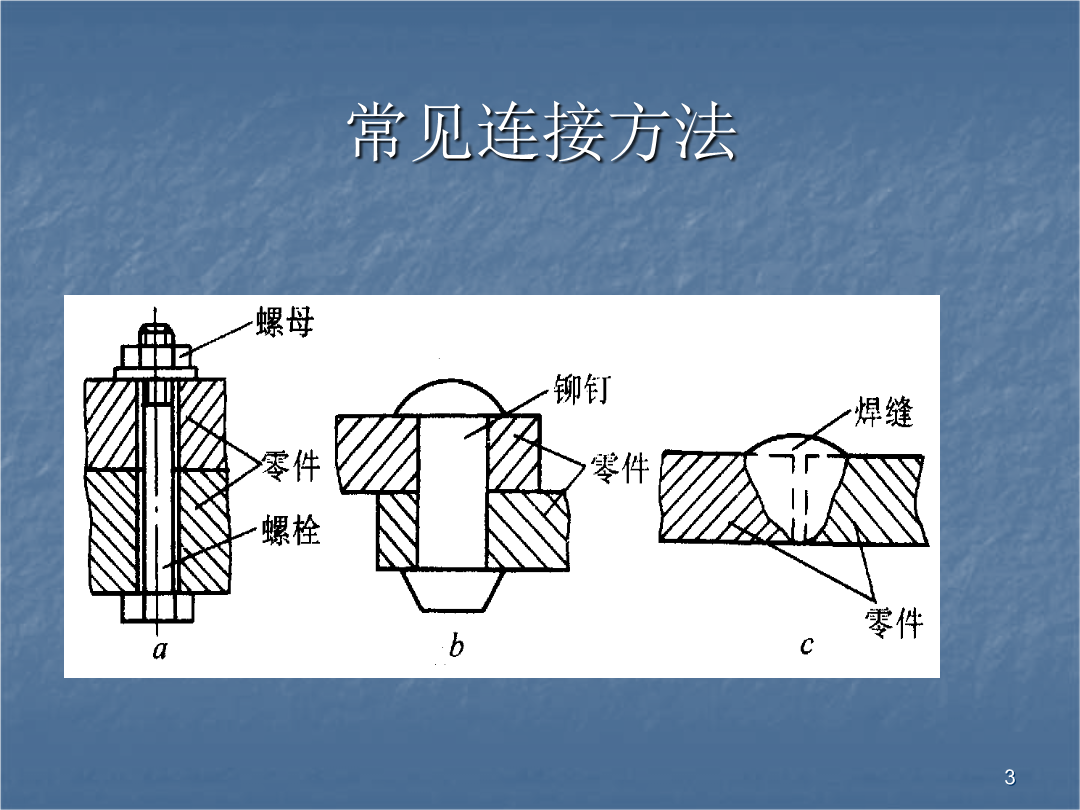
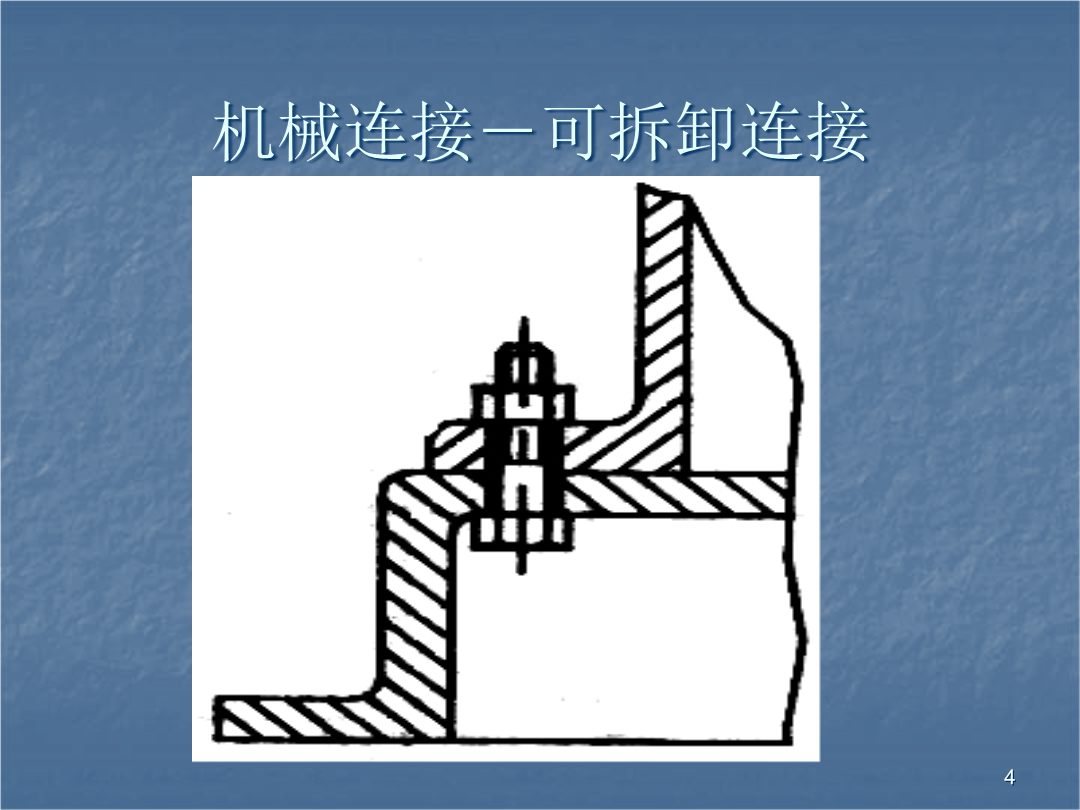
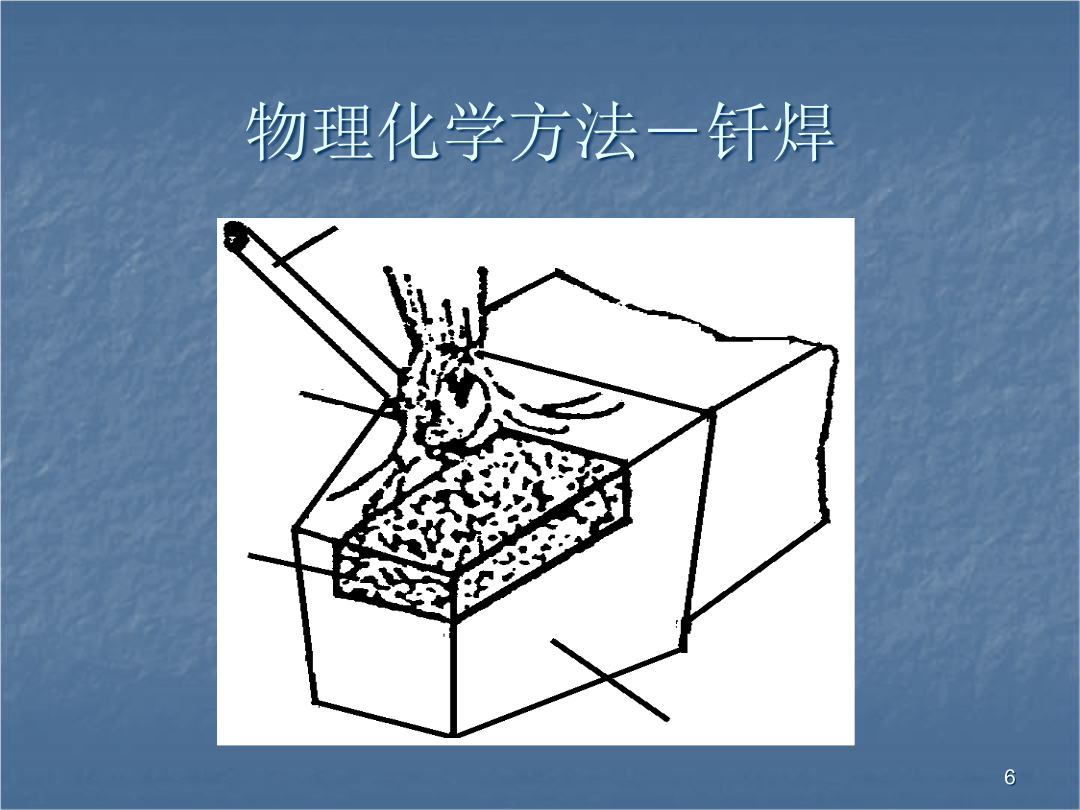
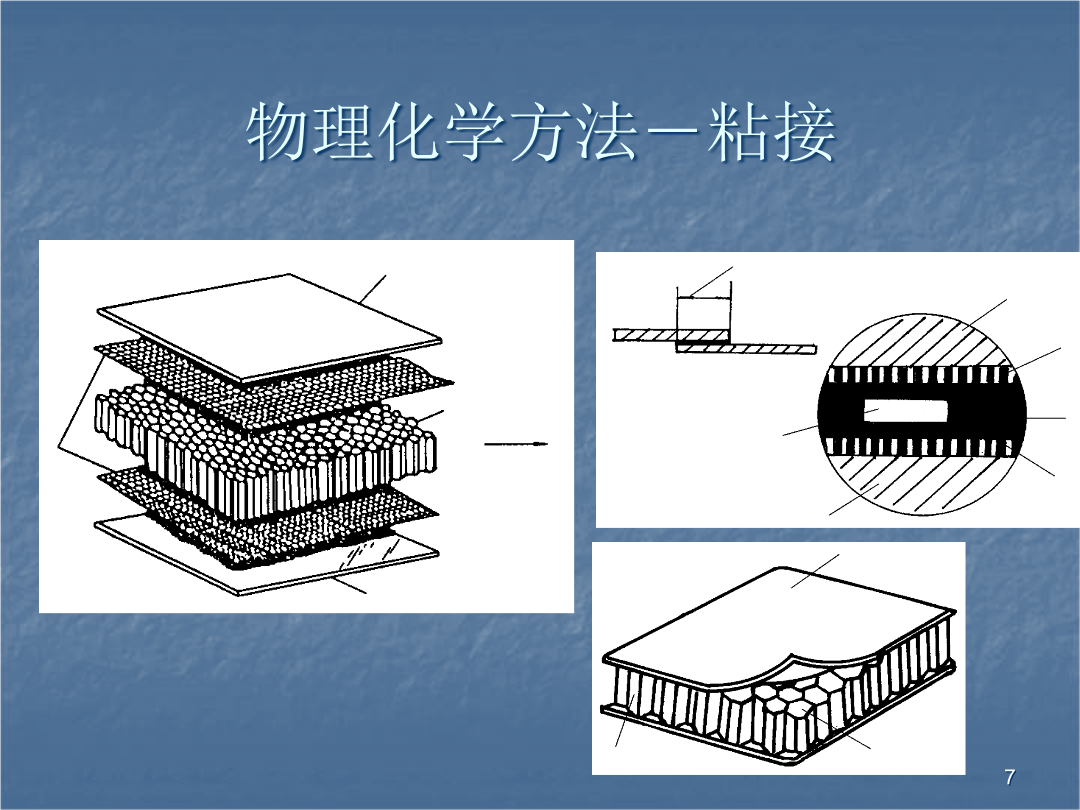
第二讲1.连接技术综述2.焊接方法的发展及其在现代工业中的作用3.焊接方法概述4.金属学及热处理的基本知识5.我厂使用的主要焊接方法介绍6.新焊接方法了解连接技术综述常见连接方法机械连接-可拆卸连接机械连接-不可拆卸连接物理化学方法-钎焊物理化学方法-粘接现代焊接生产中广泛应用的方法几乎都是19世纪末,20世纪初发展起来的。特别是电子工业技术迅速发展,促进了现代焊接工业突飞猛进。各类焊接方法与金属切削加工、压力加工、铸造、热处理等其他金属加工方法构成的金属加工技术是现代一切机器制造工业,其中包括船舰、飞机

焊工培训ppt课件.ppt
焊接与安全培训第一章焊工培训和考核的意义焊工经过培训和考核,才能使他们正确掌握焊接理论知识、指导焊工生产实践。例如正确调节和使用焊接工艺参数、正确选择焊接材料等。第二章焊接安全生产的意义《特种作业人员安全技术考核、管理规则》(GB5306-85)中规定,对于从事特种作业的人员必须进行安全教育和安全培训,经考核合格取得操作证者,方准独立作业。一、具有较高的安全技术素养安全用电基本知识设备的正确使用场地的安全使用懂得火灾、爆炸的基本原理熟练的安全操作技能应对突发紧急情况的能力二、有较强的责任心1.做事严肃认真
焊工安全培训ppt课件.ppt
焊工(含金属切割)作业过程主要风险安全操作要点气瓶的存放和运输安全气焊和气割安全操作电焊工安全操作等离子切割与氩弧焊接安全操作安全操作要诀事故案例一、作业过程主要风险焊工作业时存在的主要风险有:火灾爆炸、灼伤、高处坠落、物体打击、触电、热(光)辐射、中毒或窒息、职业病等,具体表现见表2-3-1:序号6二、安全操作要点1.一般要求氧气瓶、乙炔瓶必须按照《气瓶安全监察规程》的规定,严格进行技术检验,合格后方能使用。如果超出有效期,不得使用。阀门保护:除使用时外,任何时候压缩气瓶必须加盖阀帽保护。氧气瓶禁止火焰
焊工工伤培训ppt课件.ppt
安全预防培训的必要性实例1:焊工擅自接通焊机电源,遭电击实例2:要换焊条时手触焊钳口,遭电击实例3:接线板烧损,焊机外壳带电,造成事故实例4:焊工未按要求穿戴防护用品,触电身亡焊工保护措施一焊工保护措施二梯子的使用注意事项焊工安全工作注意事项焊工安全工作注意事项安全意识
焊工培训基础教材ppt课件.ppt
焊工培训基础教材二、电焊机㈠电焊机的作用及其分类电焊机是将电弧电能转变为电弧热能的一种焊接设备。电焊机一般分为交流弧焊机,支流弧焊机(旋转式)和硅整流弧焊机三大类。常用的弧焊机有:BX1-330型动铁芯漏磁式交流弧焊机和AX-320型旋转式裂极直流弧焊机两种。㈡BX1-330型交流焊机的结构及其工作原理这种电焊机的主要结构是由固定铁芯、一次线圈(或初级绕组)和二次线圈(或次级绕组)所组成。BX1-330型焊机的电流调节范围为50450A。调节方法有粗调和细调两种。㈢AX-320型直流弧焊机的结构及工作原