
130576346462622835第4章:电阻焊设备.ppt

岚风****55

1/10

2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共45页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

130576346462622835第4章:电阻焊设备.ppt
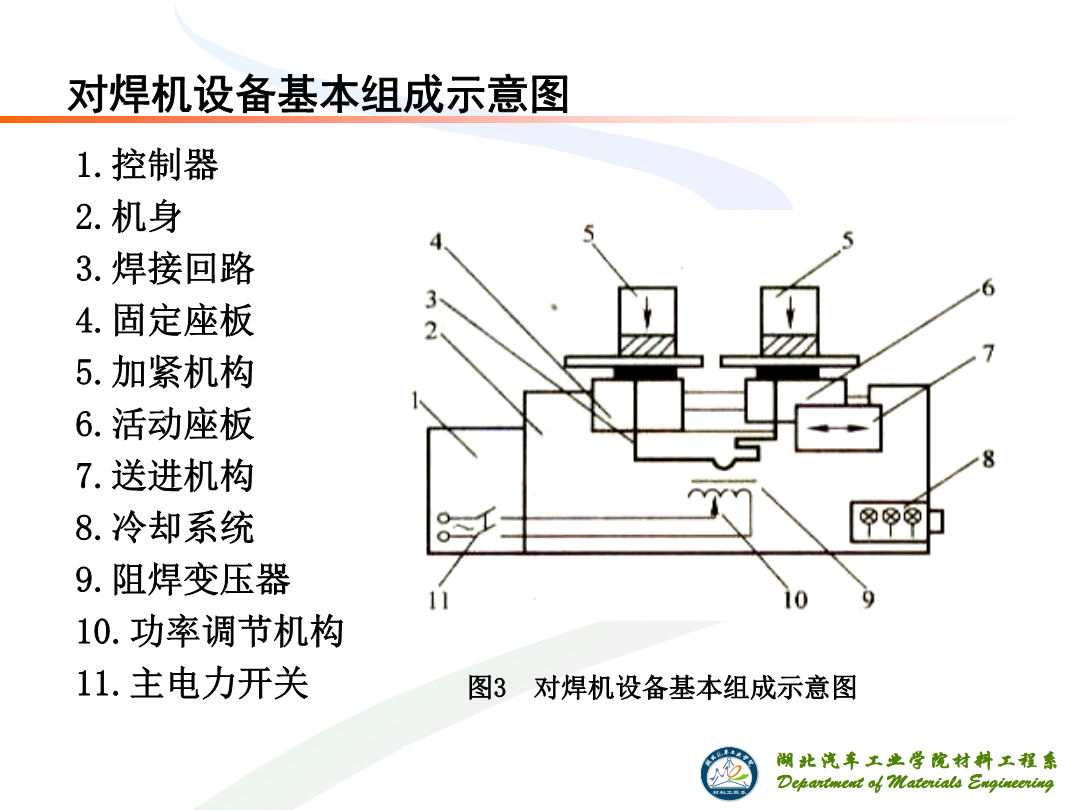
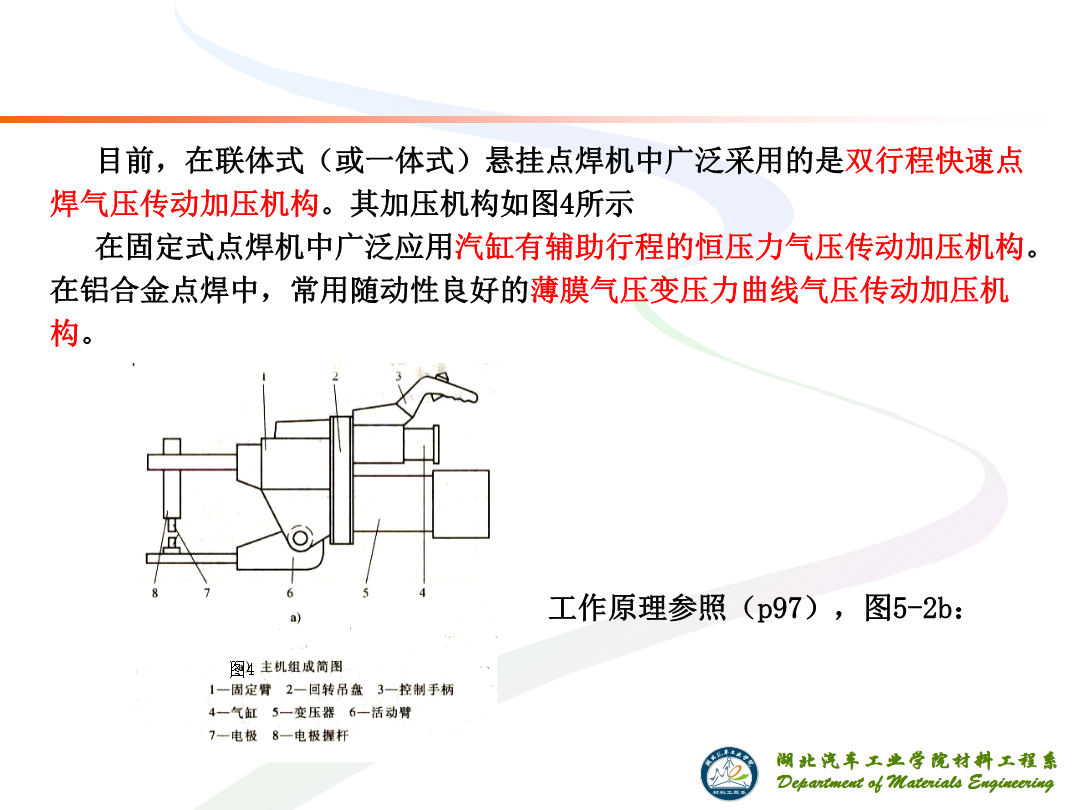
第4章电阻焊设备第4章电阻焊设备点(凸)焊机设备基本组成示意图缝焊机设备基本组成示意图对焊机设备基本组成示意图1.机械装置常用的点焊机为适应焊接工艺的要求加压机构的类型及应用范围见表1(P97)表1常用加压机构的类型目前在联体式(或一体式)悬挂点焊机中广泛采用的是双行程快速点焊气压传动加压机构。其加压机构如图4所示在固定式点焊机中广泛应用汽缸有辅助行程的恒压力气压传动加压机构。在铝合金点焊中常用随动性良好的薄膜气压变压力曲线气压传动加压机构。图5图7类型
电阻焊--电阻焊设备.ppt
6.电阻焊设备二、电阻焊设备的组成二、电阻焊设备的组成一般电阻焊设备由三个主要部分组成。1、机械装置:由机架、加压机构、传动机构、夹紧和送进机构等组成。性能要求:机身:足够的刚性、稳定性并能满足安装要求;目前多采用钢板或钢管的焊接结构。加压机构:良好的随动性、可提供不变或可变的压力曲线;有杠杆传动、电动凸轮传动、气压传动、气-液压传动等多种形式。可以使电极做直线或弧线运动但以直线运动最好。焊前应能调节压力和施焊位置加压要快速摩擦力小当焊件厚度变化时压力应无显著

设备培训手册电阻焊.doc
杭州娃哈哈集团有限企业电阻焊机岗位技能认证培训教程一、合用机型此手册合用于八宝线空罐苏德罗尼克企业AFB630,FBB865和SOUCAN865FB型号旳电阻焊机。二、操作人员旳选配与资质(一)人员数量电阻焊操作工1人:负责电阻焊旳在线操作。线上质检一人:负责在线罐体质量检测。(二)资质规定1、操作者必须初中以上学历,具有一年以上有关工作经验,经分企业操作考核合格方可上岗。2、设备操作人员必须熟悉空罐旳工艺流程和严格执行设备旳安全操作规程和其他各项规章制度。3、熟悉与设备有关旳电气、液压、气动等有关知识。

电阻焊--电极.ppt
7.电极7.电极电焊电极的失效形式:三、电极材料的性能要求(1)有足够的高温硬度与强度,再结晶温度高;(2)有高的抗氧化能力并与焊件材料形成合金的倾向小;(3)在常温和高温都有合适的导电、导热性;(4)具有良好的加工性能。I类III类凸焊常用电极是平面、球面或曲面电极以及工作端面与焊件外形相适应的电极。局部位置的多点凸焊采用大平头棒状电极;有时为克服各凸点间的压力不均衡,采用可转动电极。凸焊时为保证上、下两个焊件的定位,经常需要使用一些定位夹具,有些夹具是单独的,有些是和凸焊电极制成一体的。在通常情况下,

电阻焊的分类.pdf
电阻焊的分类电阻焊,是指利用电流通过焊件及接触处产生的电阻热作为热源将焊件局部加热,同时加压进行焊接的方法。焊接时,不需要填充金属,生产率高,焊件变形小,容易实现自动化。分类:1、点焊点焊(SpotWelding)是将焊件装配成搭接接头,并压紧在两柱状电极之间,利用电阻热熔化母材金属,形成焊点的电阻焊方法。点焊主要用于薄板焊接。点焊的工艺过程:(1)预压,保证工件接触良好。(2)通电,使焊接处形成熔核及塑性环。(3)断电锻压,使熔核在压力继续作用下冷却结晶,形成组织致密、无缩孔、裂纹的焊点。2、缝焊缝焊(