
系统斗笠式刀库换刀操作说明书.doc

胜利****实阿

1/9
2/9

3/9

4/9

5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
系统斗笠式刀库换刀操作说明书.doc
HNC-08MD系统斗笠式刀库使用阐明书V0.51、换刀基本过程对于HNC-08MD系统来说,无论是斗笠式刀库还是机械手刀库,其换刀过程均为通过M6调用9999子程序来执行旳,9999为扩展程序,假如系统参数中2号参数为0,则可以通过《程序》--《选择程序》--《扩展程序》载入9999程序入内存,来查看9999程序,也可以在电脑上在..\HNC-08MD\EXT目录下用文本方式打开9999文献,查看里面旳内容。M6调用9999程序之后,再通过调用对应旳M扩展代码,对换刀旳整个过程进行控制。换刀旳M扩展代码
HNCMD系统斗笠式刀库换刀操作说明书V.pdf
HNC-08MD系统斗笠式刀库使用说明书V0.51、换刀基本过程对于HNC-08MD系统来说,无论是斗笠式刀库还是机械手刀库,其换刀过程均为通过M6调用9999子程序来执行的,9999为扩展程序,如果系统参数中2号参数为0,则可以通过《程序》--《选择程序》--《扩展程序》载入9999程序入内存,来查看9999程序,也可以在电脑上在..\HNC-08MD\EXT目录下用文本方式打开9999文件,查看里面的内容。M6调用9999程序之后,再通过调用相应的M扩展代码,对换刀的整个过程进行控制。换刀的M扩展代码
斗笠式刀库换刀装置及其控制方法.pdf
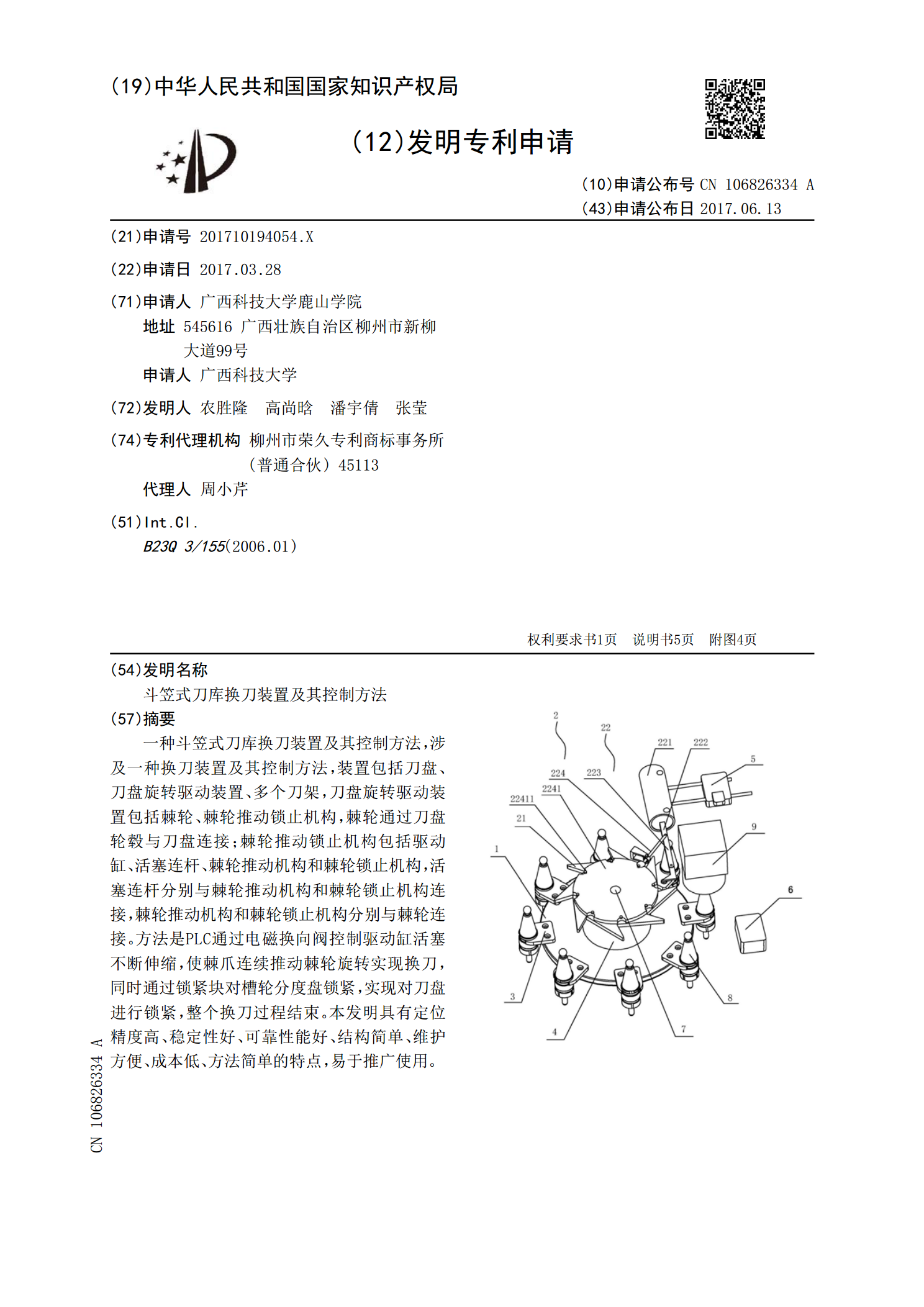
一种斗笠式刀库换刀装置及其控制方法,涉及一种换刀装置及其控制方法,装置包括刀盘、刀盘旋转驱动装置、多个刀架,刀盘旋转驱动装置包括棘轮、棘轮推动锁止机构,棘轮通过刀盘轮毂与刀盘连接;棘轮推动锁止机构包括驱动缸、活塞连杆、棘轮推动机构和棘轮锁止机构,活塞连杆分别与棘轮推动机构和棘轮锁止机构连接,棘轮推动机构和棘轮锁止机构分别与棘轮连接。方法是PLC通过电磁换向阀控制驱动缸活塞不断伸缩,使棘爪连续推动棘轮旋转实现换刀,同时通过锁紧块对槽轮分度盘锁紧,实现对刀盘进行锁紧,整个换刀过程结束。本发明具有定位精度高、稳
斗笠式刀库.pdf
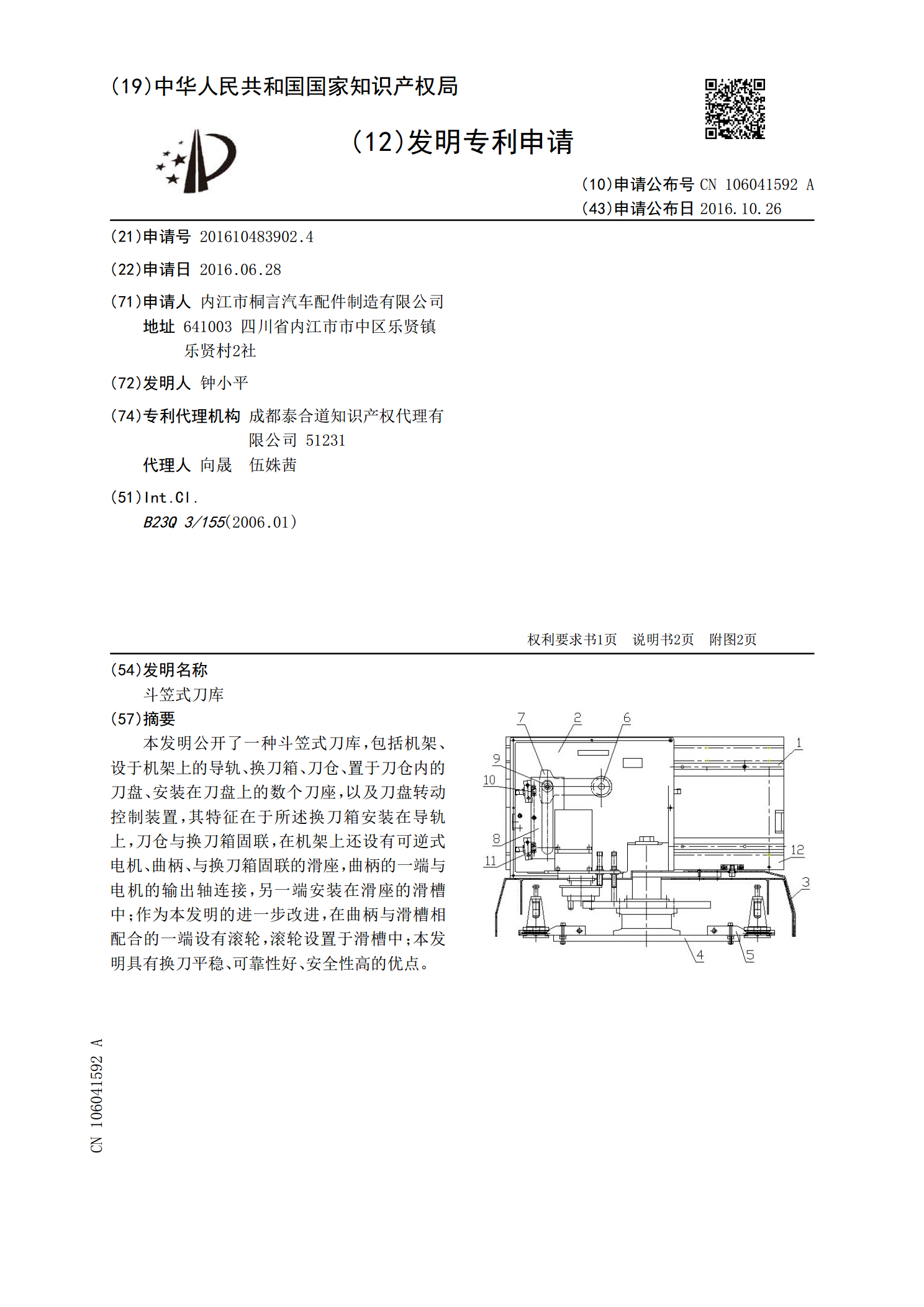
本发明公开了一种斗笠式刀库,包括机架、设于机架上的导轨、换刀箱、刀仓、置于刀仓内的刀盘、安装在刀盘上的数个刀座,以及刀盘转动控制装置,其特征在于所述换刀箱安装在导轨上,刀仓与换刀箱固联,在机架上还设有可逆式电机、曲柄、与换刀箱固联的滑座,曲柄的一端与电机的输出轴连接,另一端安装在滑座的滑槽中;作为本发明的进一步改进,在曲柄与滑槽相配合的一端设有滚轮,滚轮设置于滑槽中;本发明具有换刀平稳、可靠性好、安全性高的优点。

斗笠式刀库调试.docx
1:基本概念:当前刀具号当前刀具号是指被安放在主轴上的刀具被用户自定义的ID号,该号码在同一刀库中是唯一的,用户可以在数控系统刀库刀补功能中选择刀库表进行编辑。在系统中当前主轴上的刀具号在刀库表0位置,0号位置映射的是B188寄存器,所以当前主轴上的刀号对应的断电寄存器是B188所存的值。刀具号的最大数值不能大于设定的刀库刀具总数。刀具号和刀库中的刀套号是一一对应的,所以在斗笠式刀库中只需要填写当前刀具号。当前刀位号刀位号是指当前刀库停在换刀缺口上的那把刀的刀具号。在旋转刀库找刀的时候需要该数据进行数值计