
单称台皮带秤安装说明书.doc

胜利****实阿

1/10
2/10

3/10
4/10

5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

单称台皮带秤安装说明书.doc
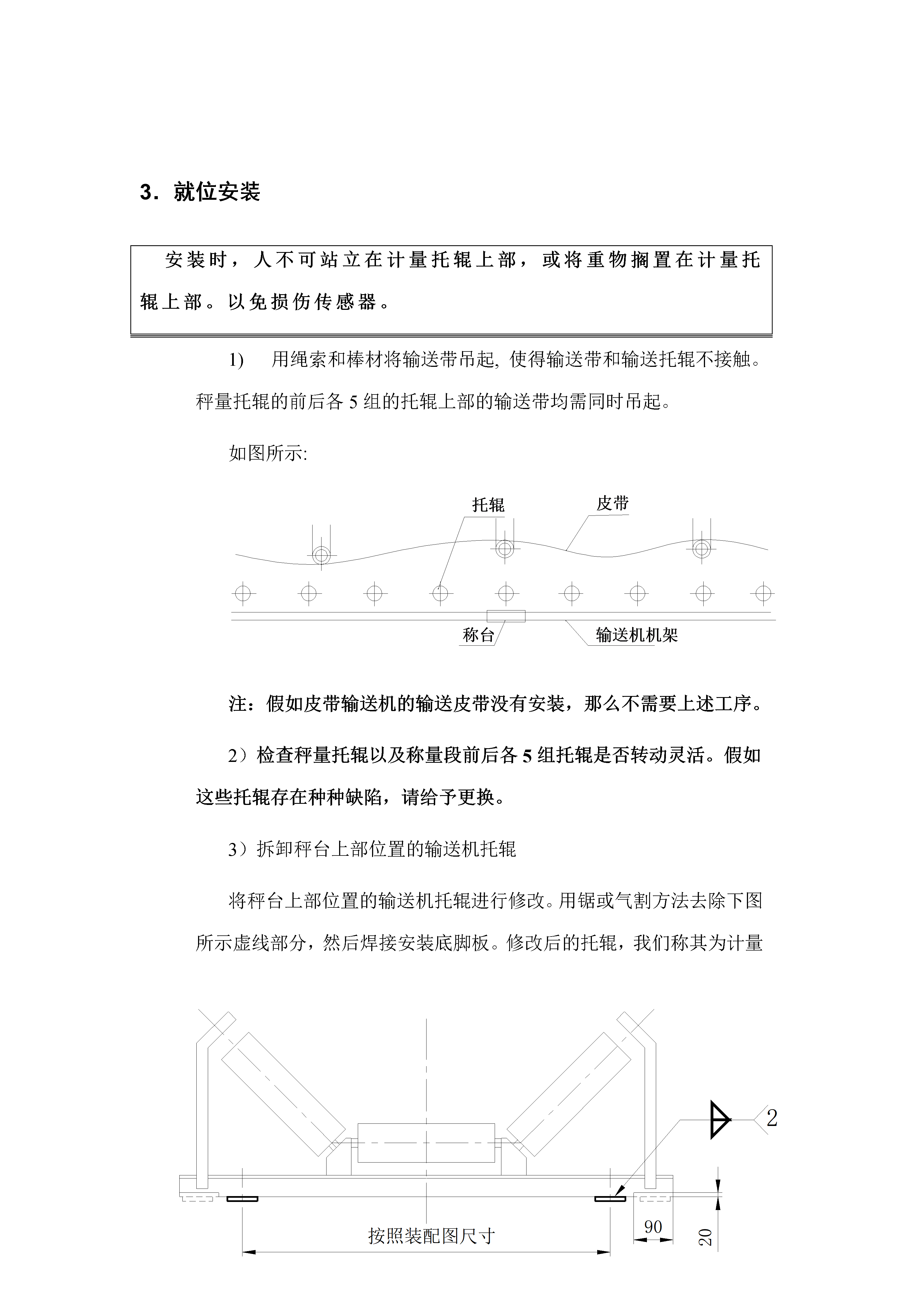
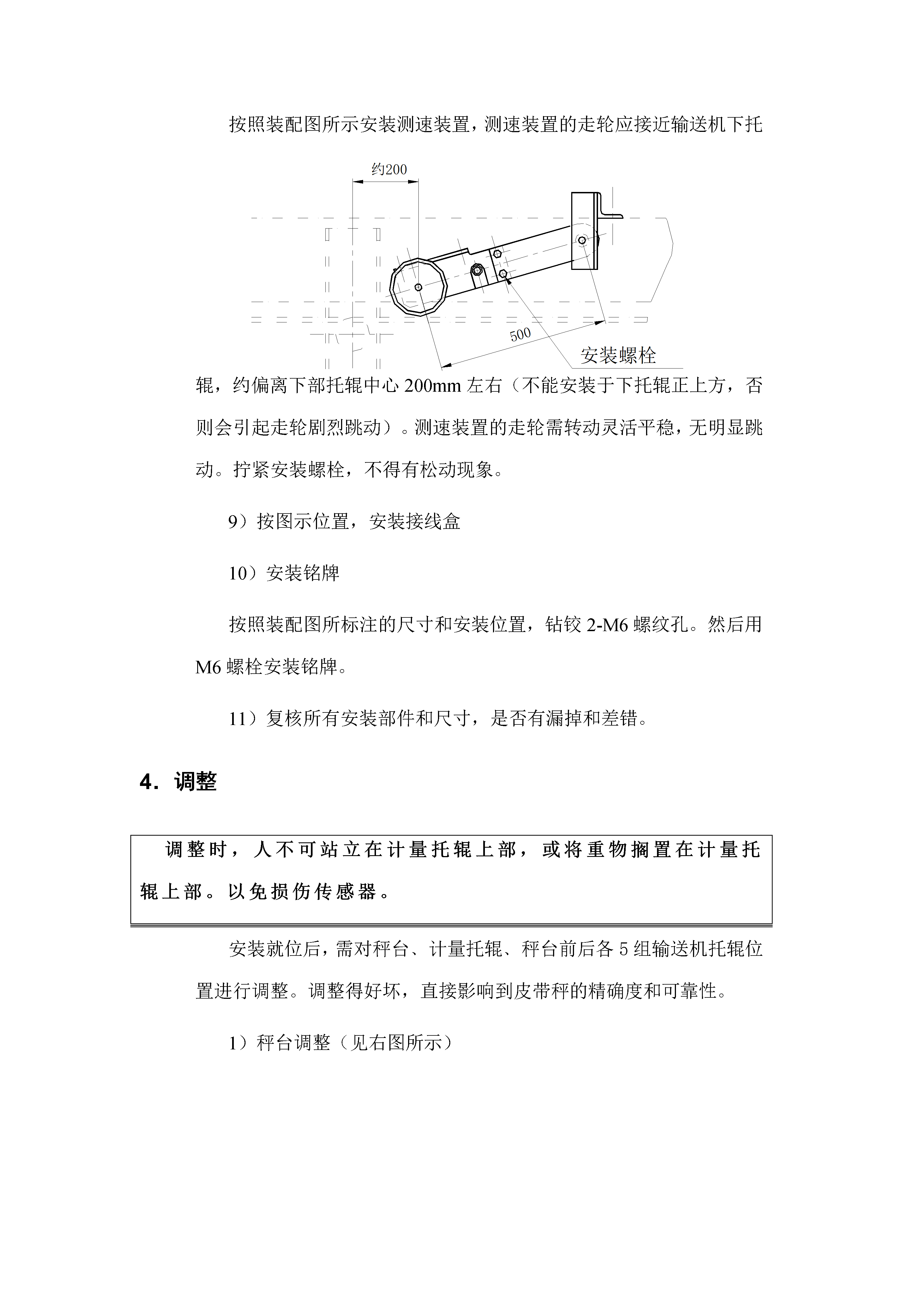
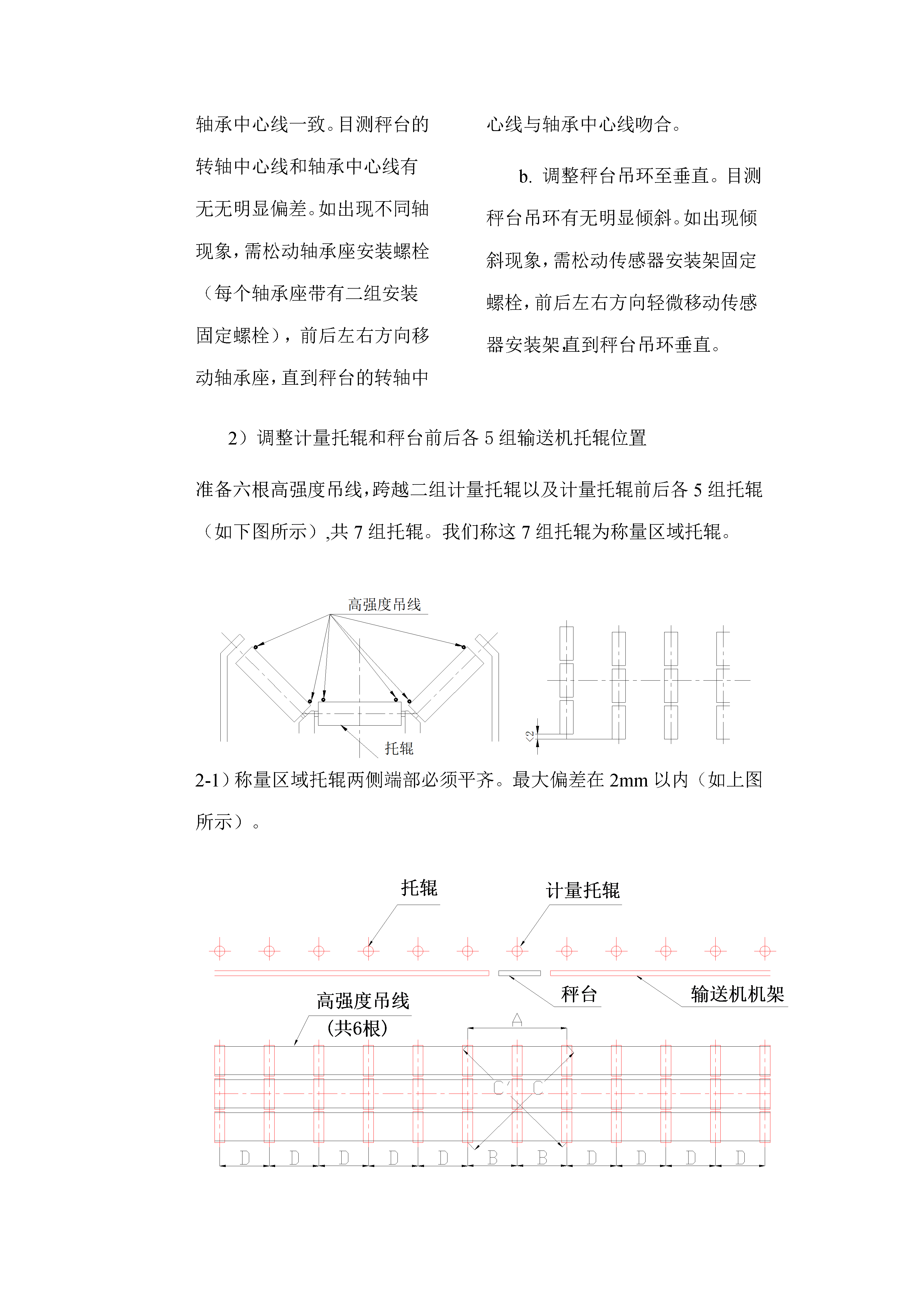
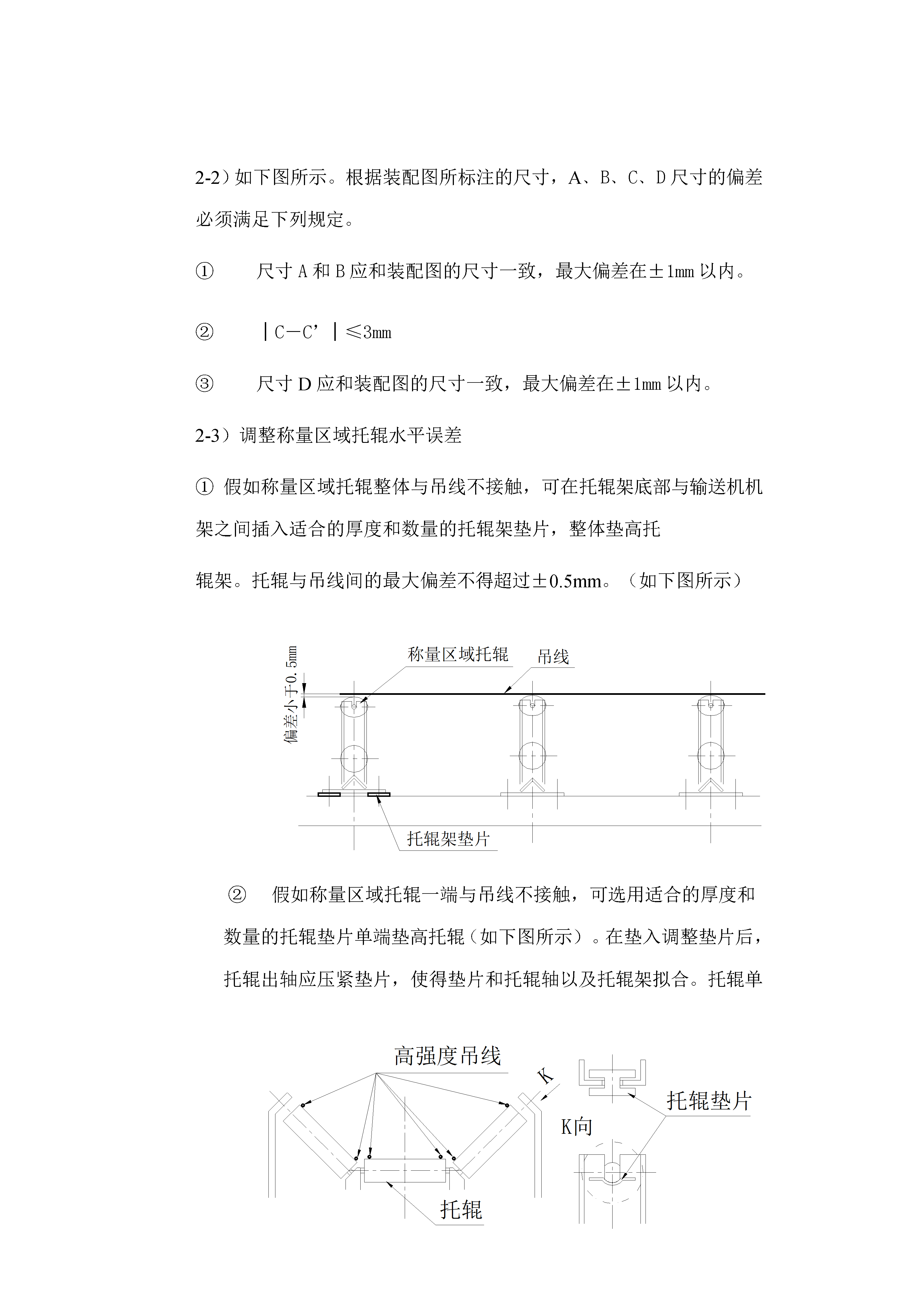
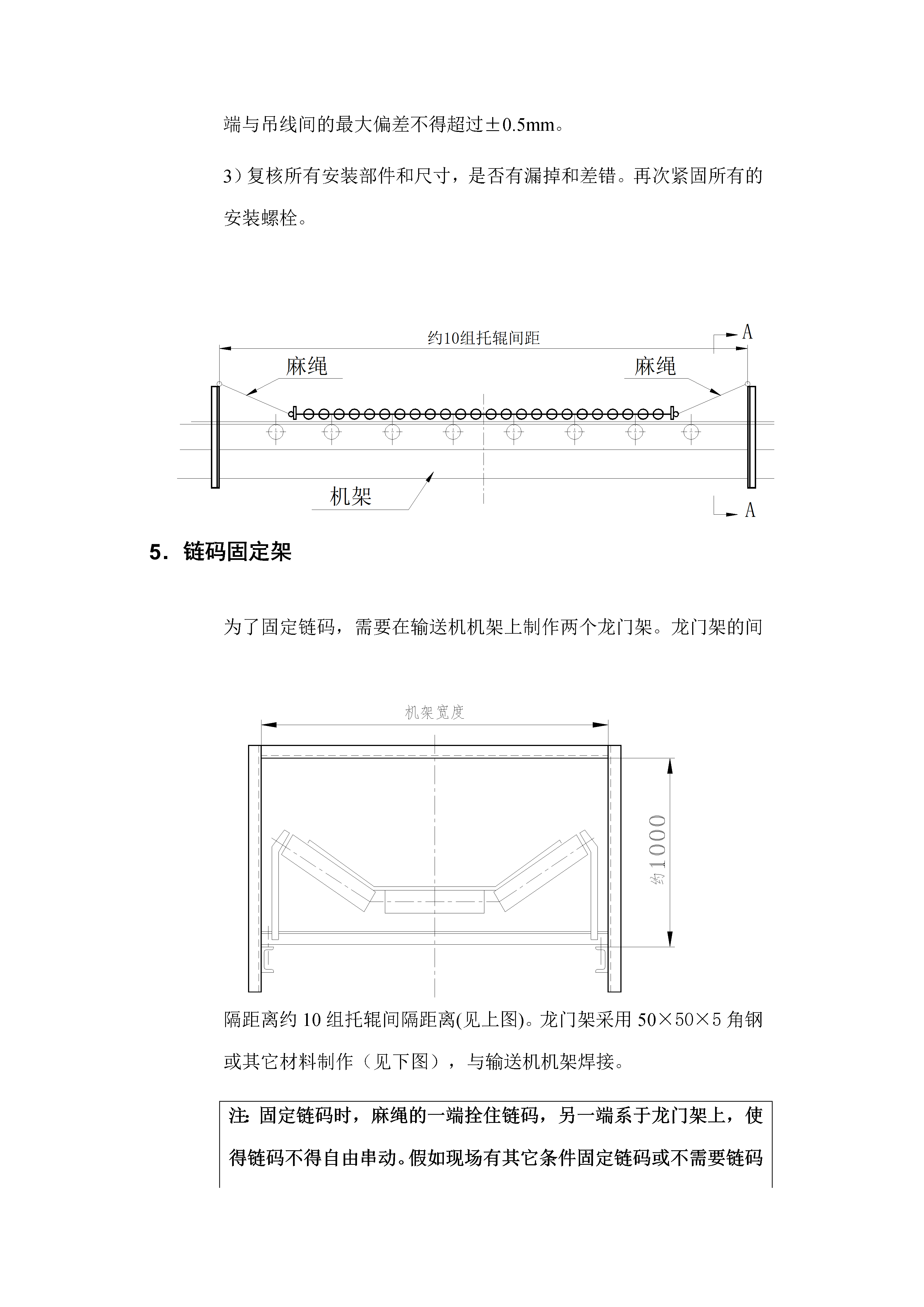
皮带秤安装要领书CS-EC8-UP1型中日合资上海大和衡器有限公司目录编号及名称页码开箱 ………………………………………………………………………3确认合适的安装位置……………………………………………………3就位安装……………………………………………………………….4~6调整………………………………………………………………………6~8链码固定架………………………………………………………………...9电气安装……………………………………………………………………9试运转……………………………………………………

皮带秤说明书.pdf
第一章前言1.1概述本操作手册详细说明了有关于6105B给料机控制器的安装,操作,校准及维护方面的信息。1.2简介6105B给料机控制器包括现场安装型和面板安装型,采用微处理器控制,处理称重传感器的重量信号和皮带速度信号,计算流动物料的流量和累计量,显示在仪表上。同时仪表内置PID调节器,提供标准4-20mA输出,控制给料机运行。并提供远程脉冲计数输出。可外加通讯板使用RS-232或RS-485接口和上位机通讯。仪表采用全中文操作界面,操作直观简便。并具有多种自动检测功能,便于用户校准和维护。1.3环境参

ICS-17A和20A皮带秤安装说明书.doc
ICS-17A和20A皮带秤安装说明书ICS-17A和20A皮带秤安装说明书ICS-17A和20A皮带秤安装说明书ICS系列电脑皮带秤目录绪言1。1概述1.2主要技术指标1。3系统组成及工作原理1。4开箱和检验第二章皮带秤的安装准则2。1总则2。2风和气候的影响2。3输送机支架2。4秤的安装位置2。5重力式拉紧装置2.6皮带糟形变化2。7称重托辊第三章安装第一部分20A的安装A3.1概述A3.2术语A3.3安装位置A3。4安装准备A3。5称重桥架的安装A3.6秤的托辊的安装A3.7电气部分的安装第二部分1

ICS-17A和20A皮带秤安装说明书.doc
ICS-17A和20A皮带秤安装说明书ICS-17A和20A皮带秤安装说明书ICS-17A和20A皮带秤安装说明书ICS系列电脑皮带秤目录绪言1。1概述1.2主要技术指标1。3系统组成及工作原理1。4开箱和检验第二章皮带秤的安装准则2。1总则2。2风和气候的影响2。3输送机支架2。4秤的安装位置2。5重力式拉紧装置2.6皮带糟形变化2。7称重托辊第三章安装第一部分20A的安装A3.1概述A3.2术语A3.3安装位置A3。4安装准备A3。5称重桥架的安装A3.6秤的托辊的安装A3.7电气部分的安装第二部分1

电子皮带秤说明书.doc
技术参数及系统构成ICS-20A、17A、14A系列电子皮带秤,是在皮带输送系统中对散状物料进行连续计量的抱负设备,具有结构简朴、称量准确、使用稳定、操作方便、维护量少等优点,不仅合用于常规环境,并且合用于酸、碱、盐及大气腐蚀环境。广泛地应用于冶金、电力、煤炭、矿山、港口、化工、建材等行业。说明书重要对20A/17A、14A系列皮带秤系统的安装、运营、校准和维修等工作加以说明。有关扩展板(打印和通讯)仅作简要介绍。1.1重要技术指标1.1.1系统功能动态累计误差:20A皮带秤系统优于±0.5%17A皮带秤