
设计传动轴突缘叉零件的机械加工工艺规程及机床夹具.doc

胜利****实阿


1/10

2/10
3/10
4/10
5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
设计传动轴突缘叉零件的机械加工工艺规程及机床夹具.doc
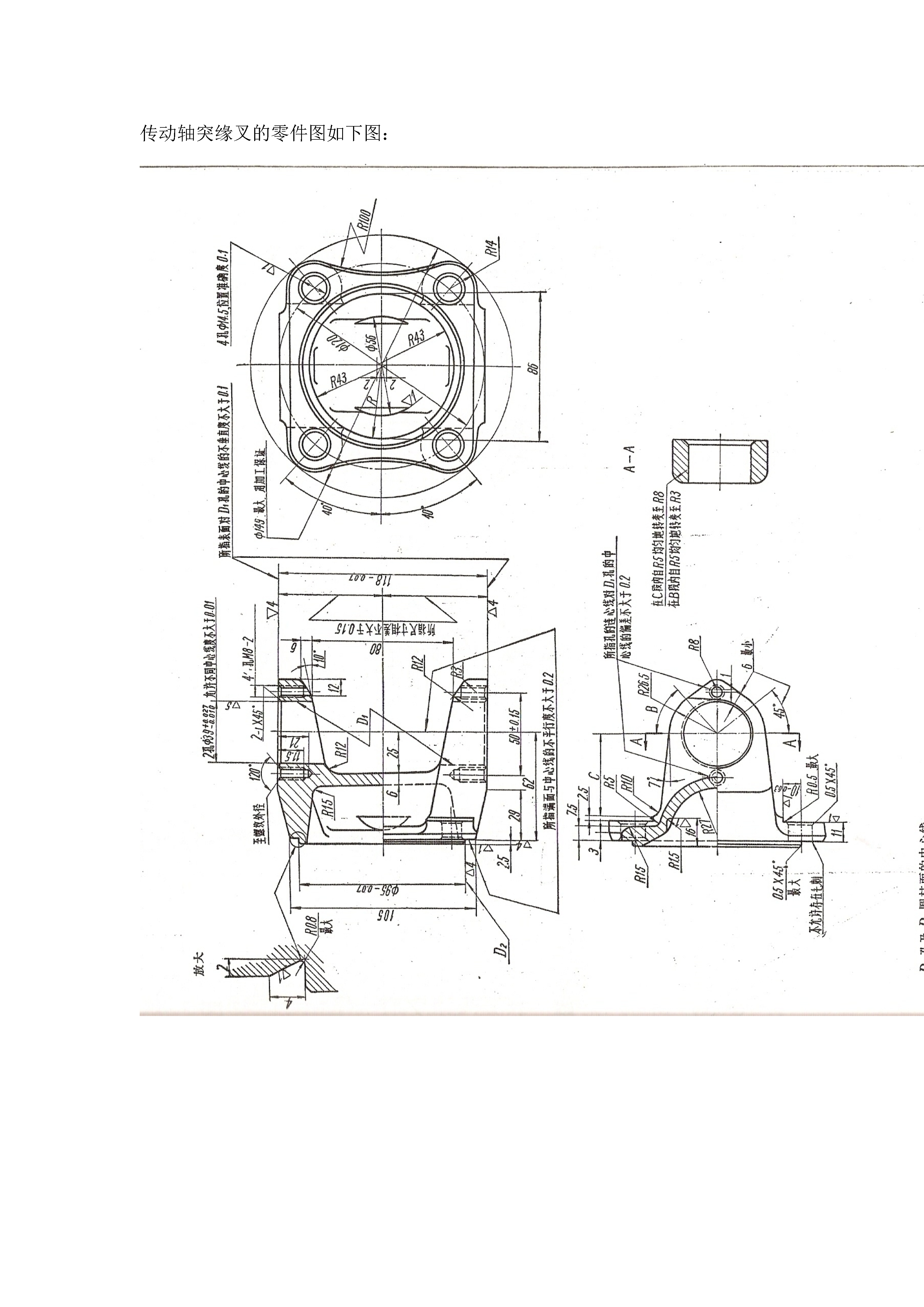
摘要通过在校期间对传动轴的学习和结识对传动轴进行一下系统的分析和设计,支承、传动件的零件称为轴。轴类零件及其相关零件的课程设计是汽车类专业学生完毕本专业教学计划的一个极为重要的实践性教学环节,是使学生综合运用所学过的基本理论、基本知识与基本技能去解决专业范围内的工程技术问题而进行的一次基本训练。这对学生即将从事的相关技术工作和未来事业的开拓都具有一定意义。希望通过这次课程设计对学生未来将从事的工作进行一次适应性训练,从中锻炼分析问题、解决问题的能力,为此后参与工作打下一个良好的基础。关键词:传动轴凸缘叉,

设计传动轴突缘叉零件的机械加工工艺规程及机床夹具.doc
摘要通过在校期间对传动轴的学习和结识对传动轴进行一下系统的分析和设计,支承、传动件的零件称为轴。轴类零件及其相关零件的课程设计是汽车类专业学生完毕本专业教学计划的一个极为重要的实践性教学环节,是使学生综合运用所学过的基本理论、基本知识与基本技能去解决专业范围内的工程技术问题而进行的一次基本训练。这对学生即将从事的相关技术工作和未来事业的开拓都具有一定意义。希望通过这次课程设计对学生未来将从事的工作进行一次适应性训练,从中锻炼分析问题、解决问题的能力,为此后参与工作打下一个良好的基础。关键词:传动轴凸缘叉,
设计“传动轴突缘叉”零件的机械加工工艺及工艺设备.doc
个人收集整理勿做商业用途个人收集整理勿做商业用途23个人收集整理勿做商业用途机械制造技术基础课程设计说明书设计题目设计“传动轴突缘叉”零件的机械加工工艺及工艺设备设计者:程强指导教师:赵彤涌太原理工大学阳泉学院2007。7~2007。8机械制造技术基础课程设计任务书题目:设计“传动轴突缘叉”零件的机械加工工艺规则及工艺装备内容:1。零件图1张2.毛坯图1张3.机械加工工艺过程综合卡片1张4.夹具结构设计装配图1张5。夹具结构设计零件图1张6.课程设计说明书1份目录一、序言……………………………………………

“ca10b传动轴突缘叉”零件的机械加工工艺规程及工艺装备设计.docx
机械制造技术课程设计机械制造技术基础课程设计说明书设计题目设计“传动轴突缘叉”零件的机械加工工艺及工艺设备设计者:指导教师:太原理工大学阳泉学院20**.7~20**.8机械制造技术基础课程设计任务书题目:设计“传动轴突缘叉”零件的机械加工工艺规则及工艺装备内容:1.零件图1张2.毛坯图1张3.机械加工工艺过程综合卡片1张4.夹具结构设计装配图1张5.夹具结构设计零件图1张6.课程设计说明书1份谢谢朋友对我文章的赏识,充值后就可以下载说明书。我这里还有一个压缩包,里面有相应的word说明书和CAD图纸(零

“ca10b传动轴突缘叉”零件的机械加工工艺规程及工艺装备设计.docx
机械制造技术课程设计23机械制造技术基础课程设计说明书设计题目设计“传动轴突缘叉”零件的机械加工工艺及工艺设备设计者:指导教师:太原理工大学阳泉学院20**.7~20**.8机械制造技术基础课程设计任务书题目:设计“传动轴突缘叉”零件的机械加工工艺规则及工艺装备内容:1.零件图1张2.毛坯图1张