
复合材料铺层设计说明书.doc

胜利****实阿

1/10

2/10
3/10

4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
复合材料铺层设计说明书.doc
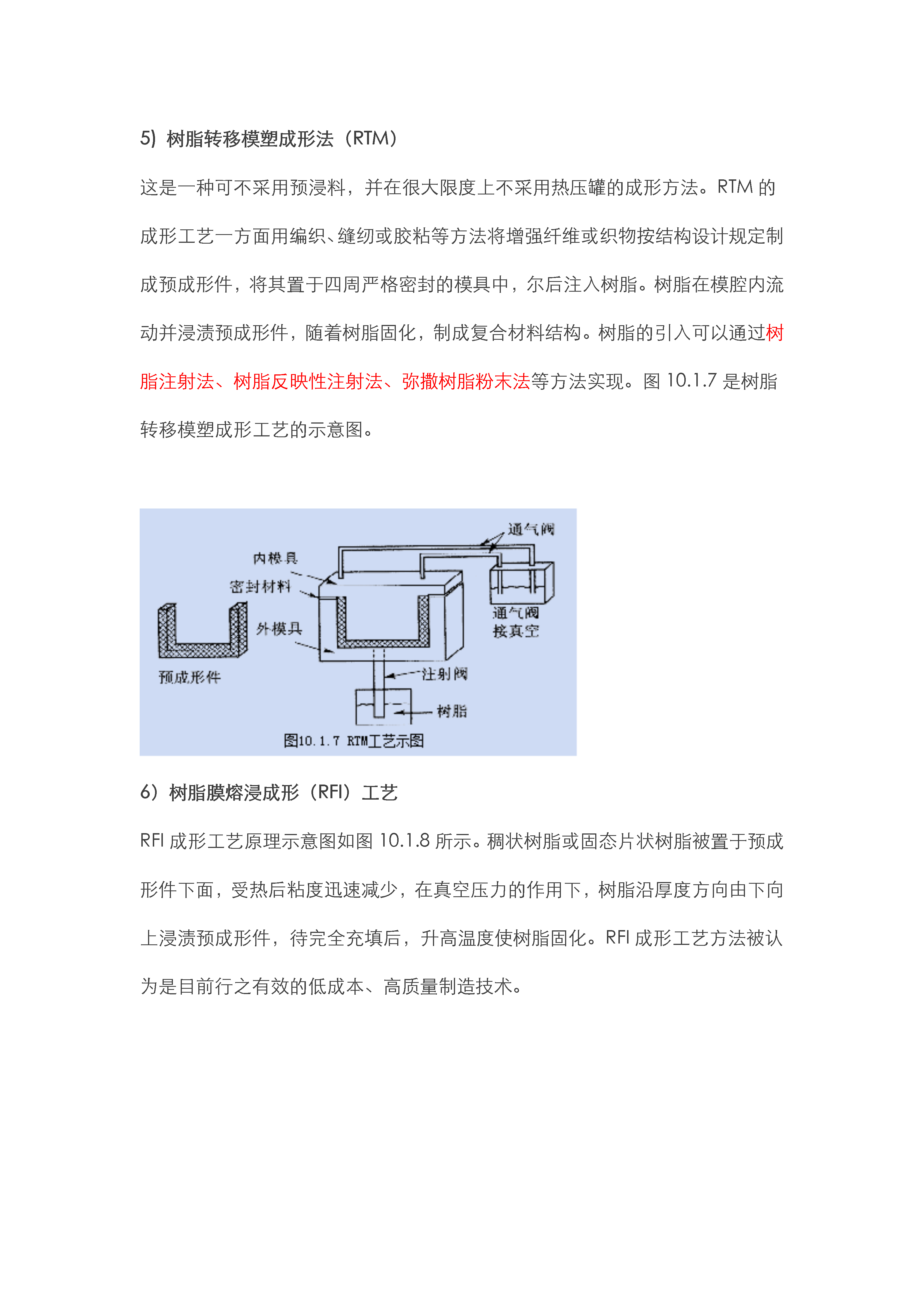
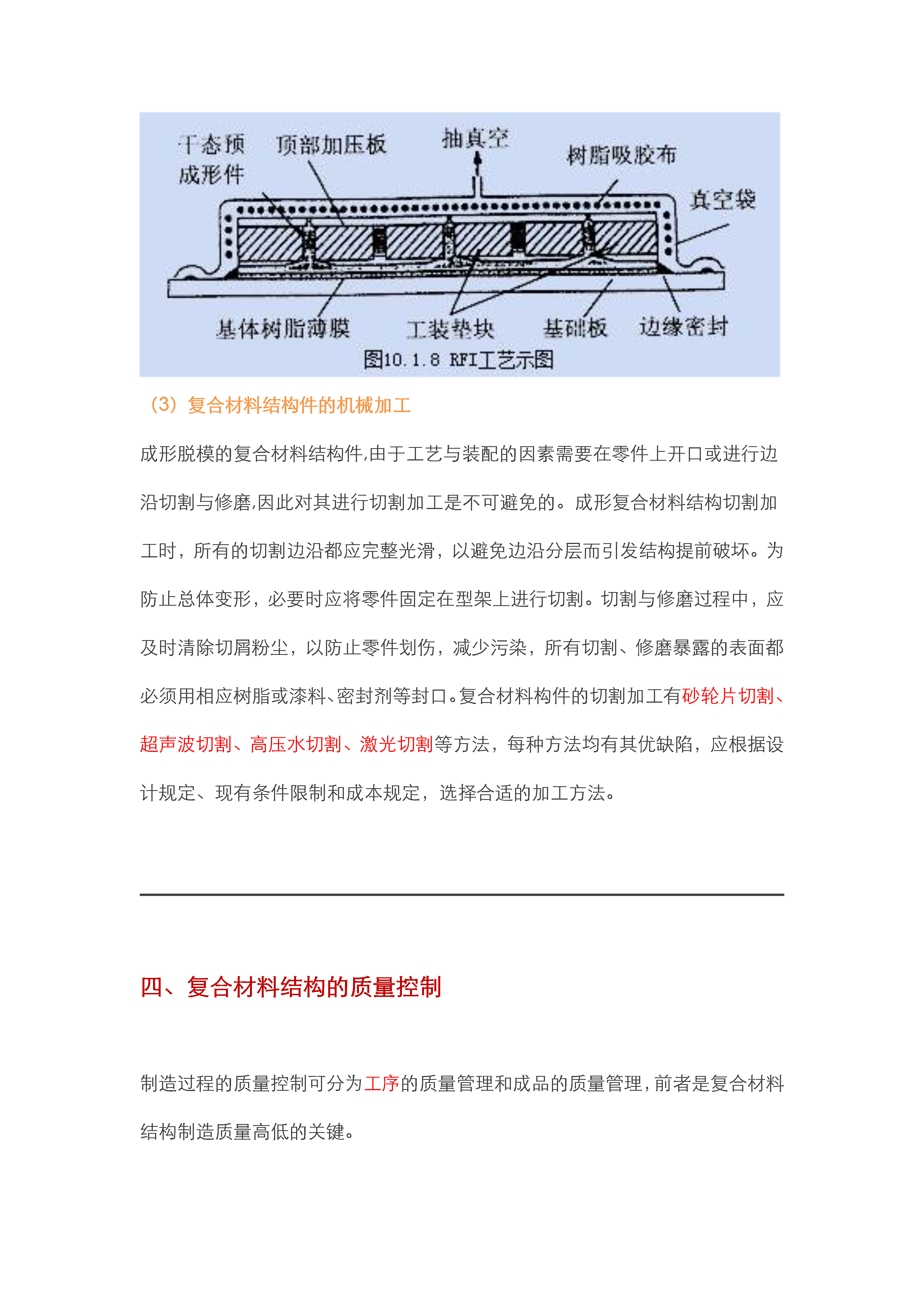
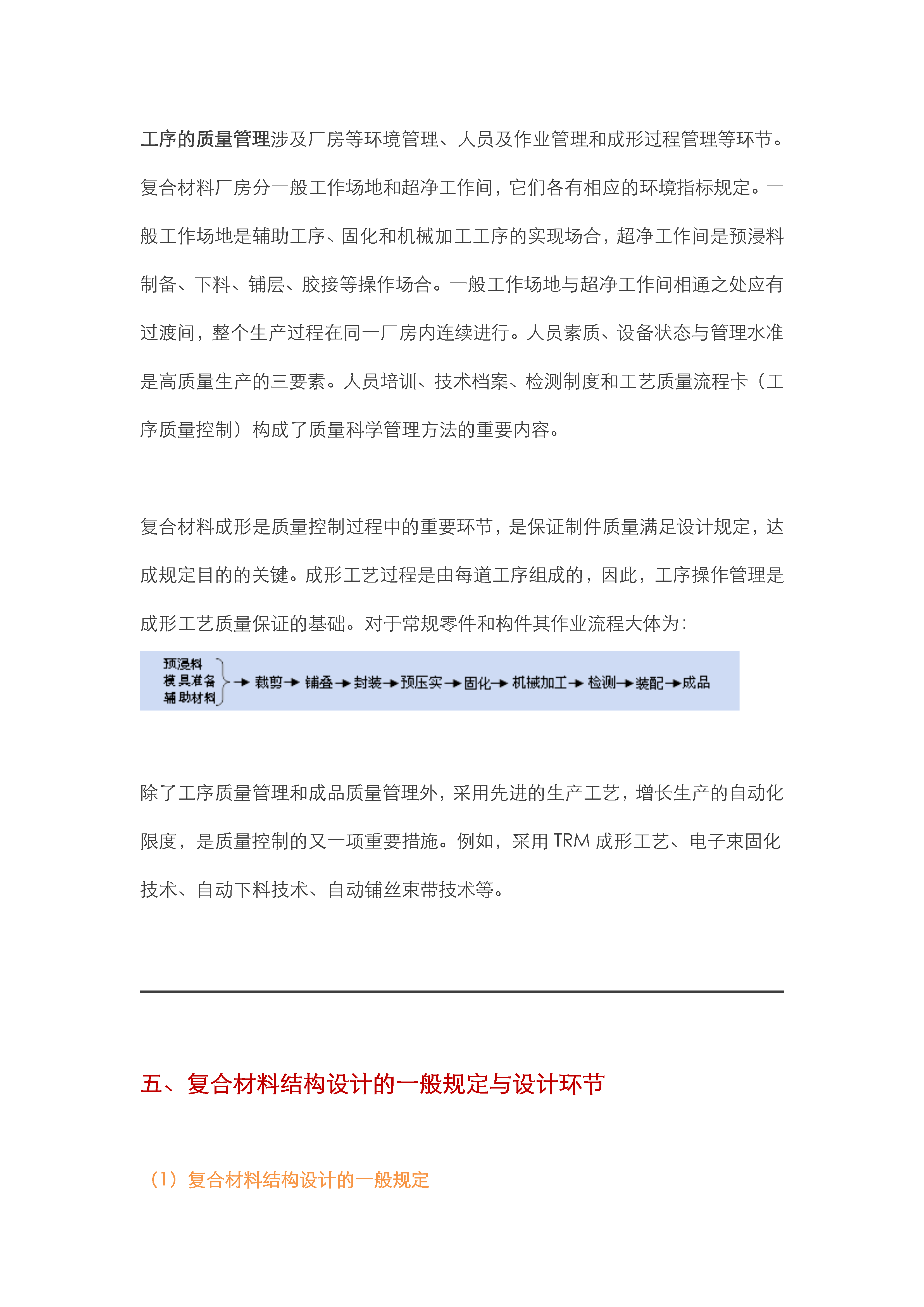
复合材料铺层设计复合材料制件最基本的单元是铺层。铺层是复合材料制件中的一层单向带或织物形成的复合材料单向层。由两层或多层同种或不同种材料铺层层合压制而成的复合材料板材称为层合板。复合材料层压结构件的基本单元正是这种按各种不同铺层设计要素组成的层合板。本章重要介绍由高性能连续纤维与树脂基体材料构成的层合结构和夹层结构设计的基本原理和方法,也介绍复合材料结构在导弹结构中的应用。一、层合板及其表达方法(1)铺层及其方向的表达铺层是层合板的基本结构单元,其厚度很薄,通常约为0.1~0.3mm。铺层中增强纤维的方向

复合材料铺层设计.doc
.精选范本复合材料铺层设计复合材料制件最基本的单元是铺层。铺层是复合材料制件中的一层单向带或织物形成的复合材料单向层。由两层或多层同种或不同种材料铺层层合压制而成的复合材料板材称为层合板。复合材料层压结构件的基本单元正是这种按各种不同铺层设计要素组成的层合板。本章主要介绍由高性能连续纤维与树脂基体材料构成的层合结构和夹层结构设计的基本原理和方法,也介绍复合材料结构在导弹结构中的应用。一、层合板及其表示方法(1)铺层及其方向的表示铺层是层合板的基本结构单元,其厚度很薄,通常约为0.1~0.3mm。铺层中增强

基于CATIA复合材料铺层设计.pdf

变厚度复合材料层合板铺层递减设计.docx
变厚度复合材料层合板铺层递减设计摘要随着航空业的快速发展,大型飞机逐渐成为主流。为了提高大型飞机的性能和经济性,采用复合材料层合板设计是一种有效的方式。本文旨在通过研究变厚度复合材料层合板铺层递减设计的优点及应用,探究其在航空工业中的意义。本论文分为四个部分,首先介绍了航空工业的发展及复合材料层合板的应用意义,其次探究了变厚度复合材料层合板铺层递减设计的优点,接着详细分析了其应用形式和实现方法,最后结合实例探讨了其在航空工业中的运用。本文研究表明,变厚度复合材料层合板铺层递减设计具有优良的机械性能和强度重

复合材料结构铺层细节设计探讨.docx
复合材料结构铺层细节设计探讨标题:复合材料结构铺层细节设计探讨摘要:随着科技的不断进步和发展,复合材料作为一种新兴材料在各个领域得到广泛应用。而复合材料结构铺层细节设计是复合材料制造过程中的关键环节,它直接影响到复合材料的性能和使用寿命。本文通过综合文献研究和实例分析,探讨了复合材料结构铺层细节设计的重要性、设计原则和方法,以期为相关领域的研究和应用提供参考。1.引言复合材料以其独特的结构和性能在航空航天、汽车、建筑等领域得到了广泛的应用。而复合材料的结构铺层是指不同材料层按照一定的顺序结构捆绑在一起,形