
计量器具培训2322265251.ppt

元枫****文章

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共62页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

计量器具培训2322265251.ppt
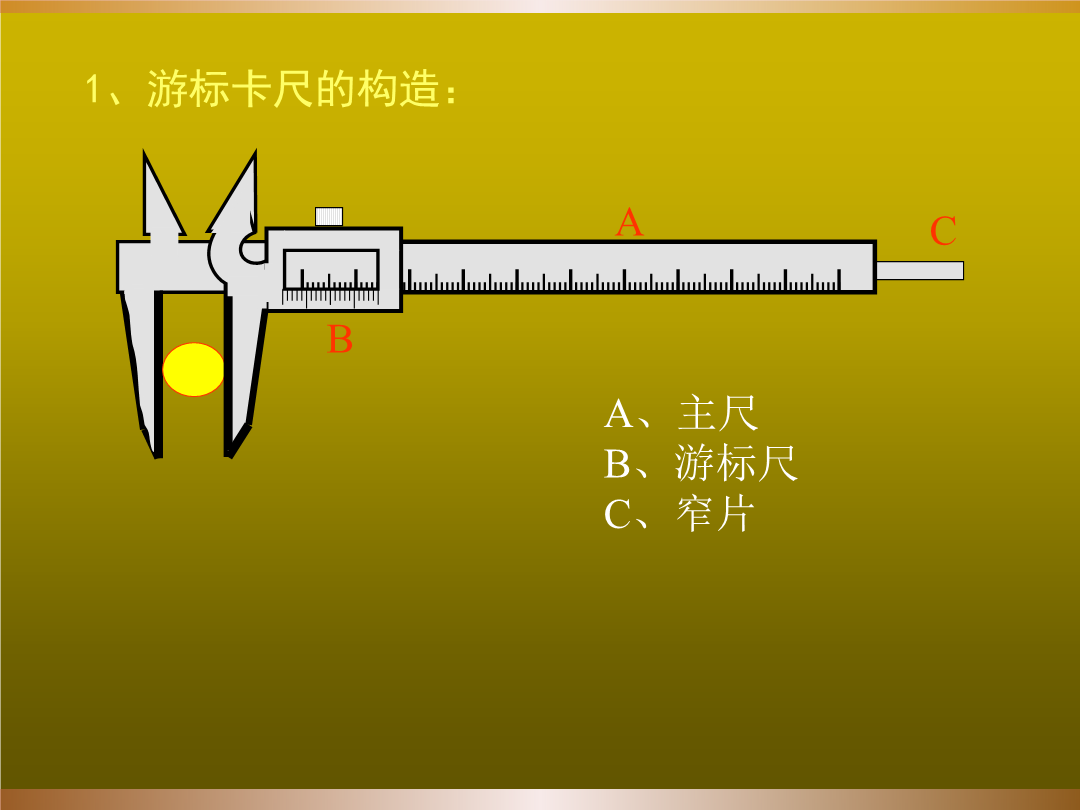
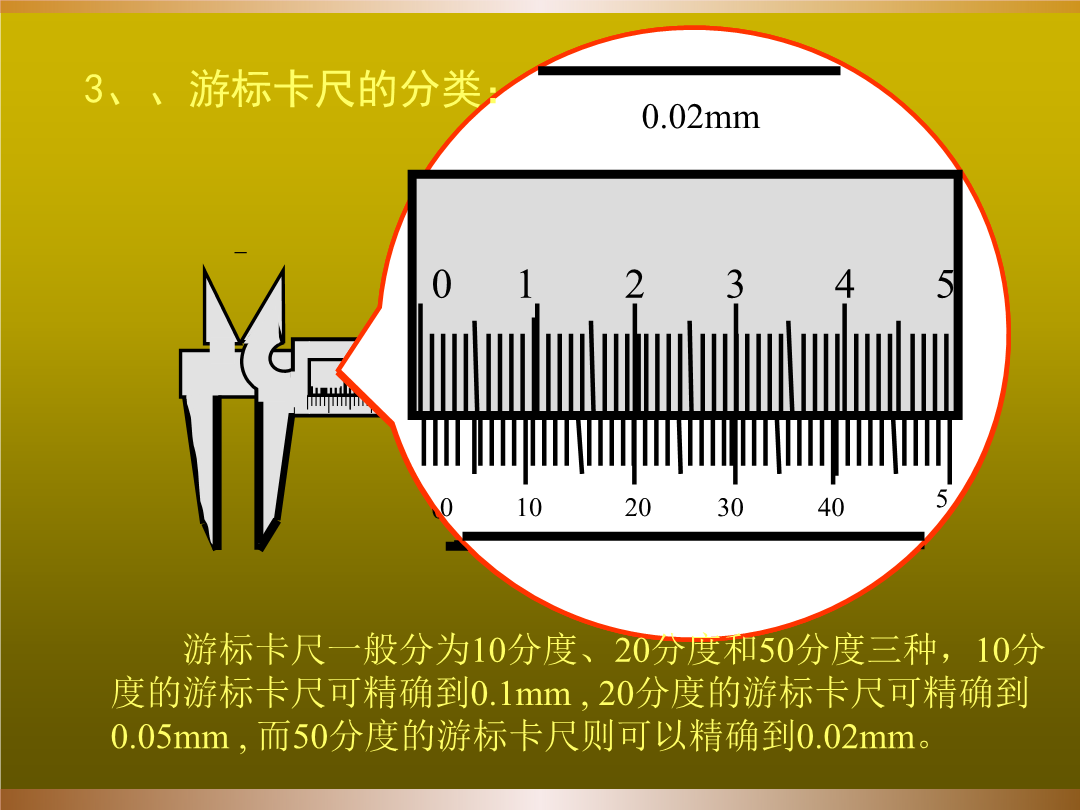
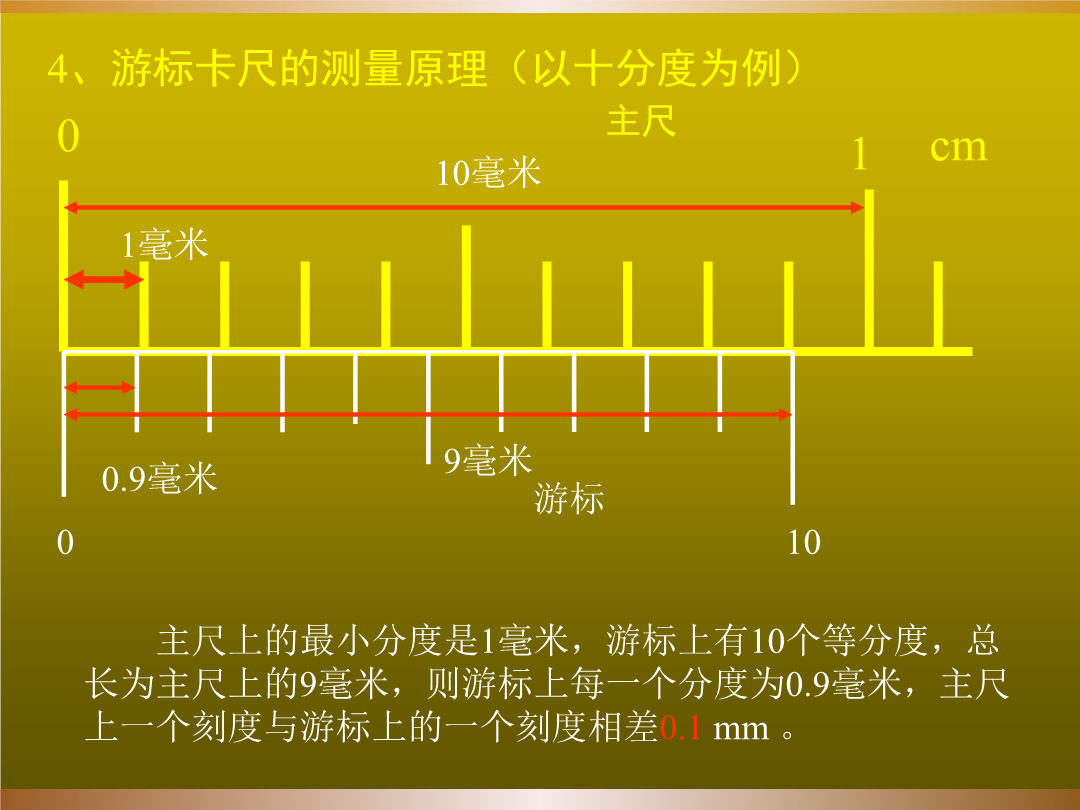
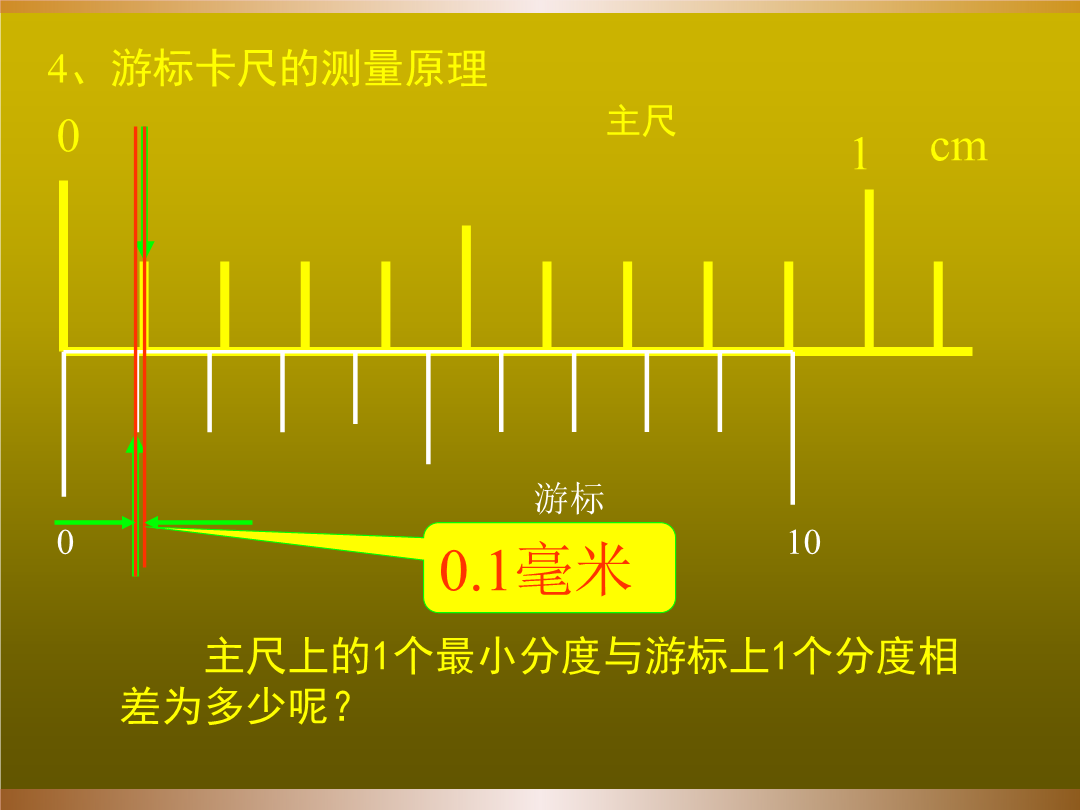
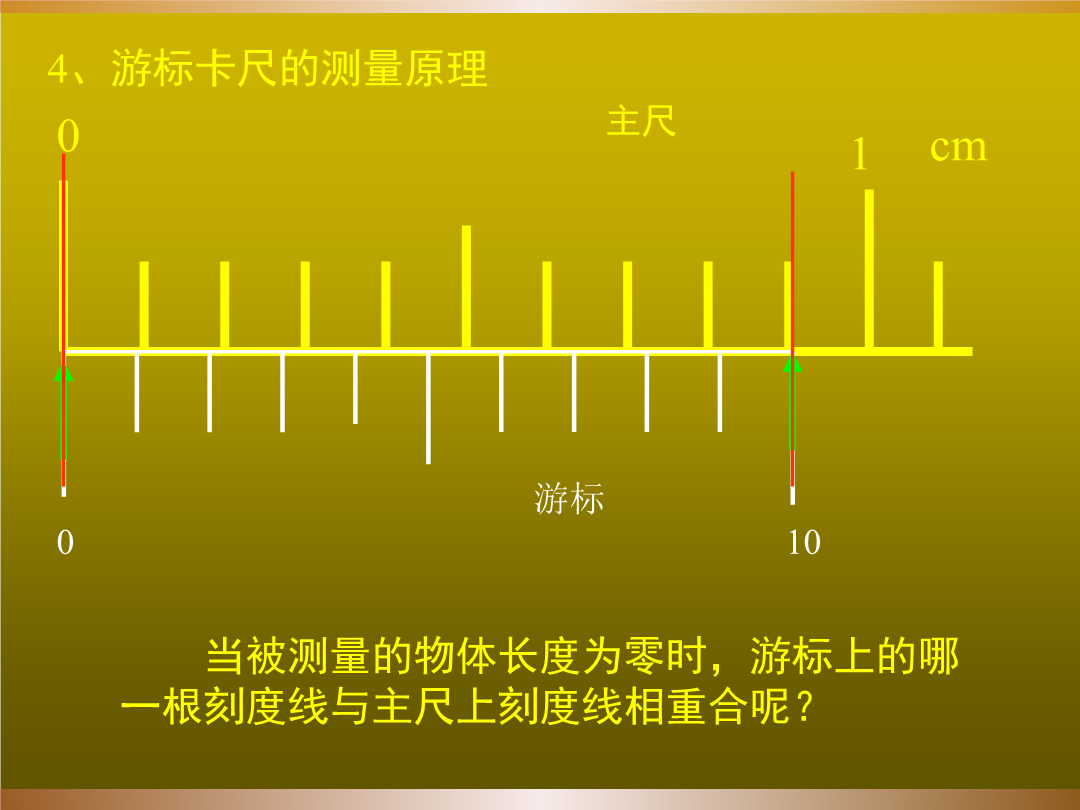
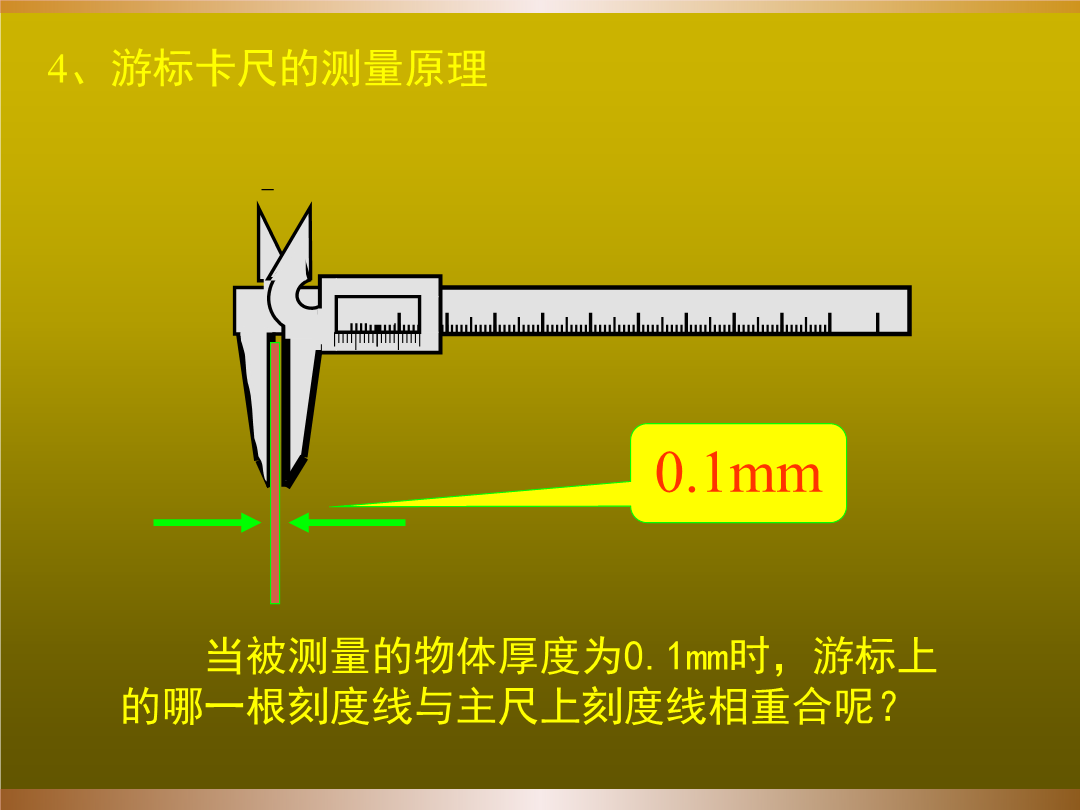
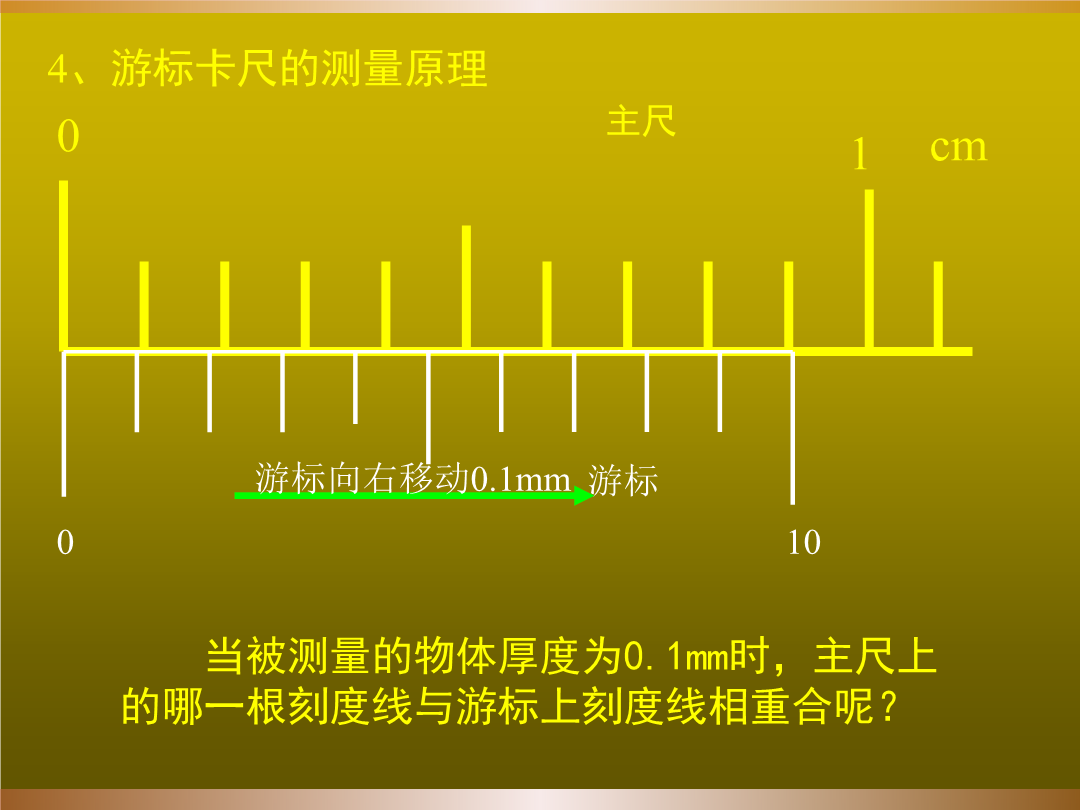
计量器具使用与维护培训游标卡尺的使用4、游标卡尺的测量原理(以十分度为例)4、游标卡尺的测量原理3、游标卡尺的测量原理当被测量的物体厚度为27.7mm(2.77cm)时游标上的第7根刻度线与主尺上刻度线相重合。5、游标卡尺的读数练习:5、游标卡尺的读数练习:5、游标卡尺的读数练习:6、请你读出下列游标卡尺的读数:6、请你读出下列游标卡尺的读数:7、游标卡尺的测量原理(二十分度)7、游标卡尺的读数方法(二十分度)7、游标卡尺的读数方法(二十分度)主尺主尺50分度的游标卡尺的读数道理和10分度
计量器具培训.ppt
名词解释游标卡尺普通游标卡尺如何使用游标卡尺3使用操作方法(1)测量外尺寸的方法:A右手先把尺框向右拉,使两测量面之间的距离比被测量的尺寸略大;B把两外量爪卡向零件被测部分后,右手拇指慢慢向左推尺框,稳定后即可读数;注:绝不允许两量爪测量面之间距离比被测尺寸小就把卡尺卡进被测部位;(2)测量内尺寸的方法:A右手先把尺框向左推,使两测量面之间的距离比被测量的尺寸略小;B把两量爪伸进零件被测部分内,右手拇指慢慢向右拉尺框,稳定后即可读数;注:绝不允许两量爪测量面之间距离比被测尺寸大就把卡尺卡进被测部位;(3)

计量器具培训.docx
三、仪表计量器具操作规程(一)、《监视、测量器具检定使用操作规程(玻璃仪器部分)》第一条:校正目的:校正使其表面容量和真实容量一致。表面容量:仪器上所表示的容量。第二条:校正值包含三个方面:1、水的密度随温度改变的校正。2、由于空气浮力使重量改变的校正。3、由于玻璃容器本身的容积随温度改变的校正。第三条:在容量分析中作为容积的基本单位是ml、即在真空中,1g质量的纯水在最大密度时(4℃)所占的体积,容器的容积一般是以20℃为标准.水的体积在4℃以上,随温度的升高而增大,玻璃仪器的体积也随温度的升高而增大。

计量器具培训.ppt
计量器具培训提纲何为计量计量术语计量术语计量器具的周期检定和校准计量的基本内容关于量具计量器具分类测量误差的来源量具选用原则量具的使用公司量具简介长度三大类游标类量具:带表卡尺带表卡尺使用方法量测公差较大的工件的外径、内径、深度、段差及外形尺寸等。使用时1)要轻拿轻放2)要保持测量面与被测面正确的接触3)测量时,要用适当的测力(6N-7N)4)推拉滑轮时要匀速,尤其不能使卡尺两测量面猛烈撞击使用后1)清洁各部位2)将两测量面间隙保持在(0.1-0.2)mm处避免生锈,并锁紧螺钉3)将卡尺放入专用盒中.对于

计量器具管理培训.ppt
计量器具培训通过本次交流我们可以了解——第一章计量器具的重要性定义:计量器具是指能用以直接或间接测出被测对象量值的装置、仪器仪表、量具和用于统一量值的标准物质。公司的计量器具一般分为两类:量具:通俗一点说就是能够给出具体参数特征的数据工具。也就是大家平时理解的计量器具。我公司常用的量具有:游标卡尺、真空表、深度尺、卷尺、角度仪、红外线测温仪双臂电桥、万能试验机、DSC、激光测距仪等等。检具:对被测物品的测量参数数据范围的确认检具不能直接给出产品的具体测量数据只能得到产品是否符合要求。