
计量器具使用与维护培训1.ppt

青团****青吖


1/10
2/10
3/10
4/10

5/10
6/10

7/10

8/10
9/10
10/10
亲,该文档总共54页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

计量器具使用与维护培训1.ppt
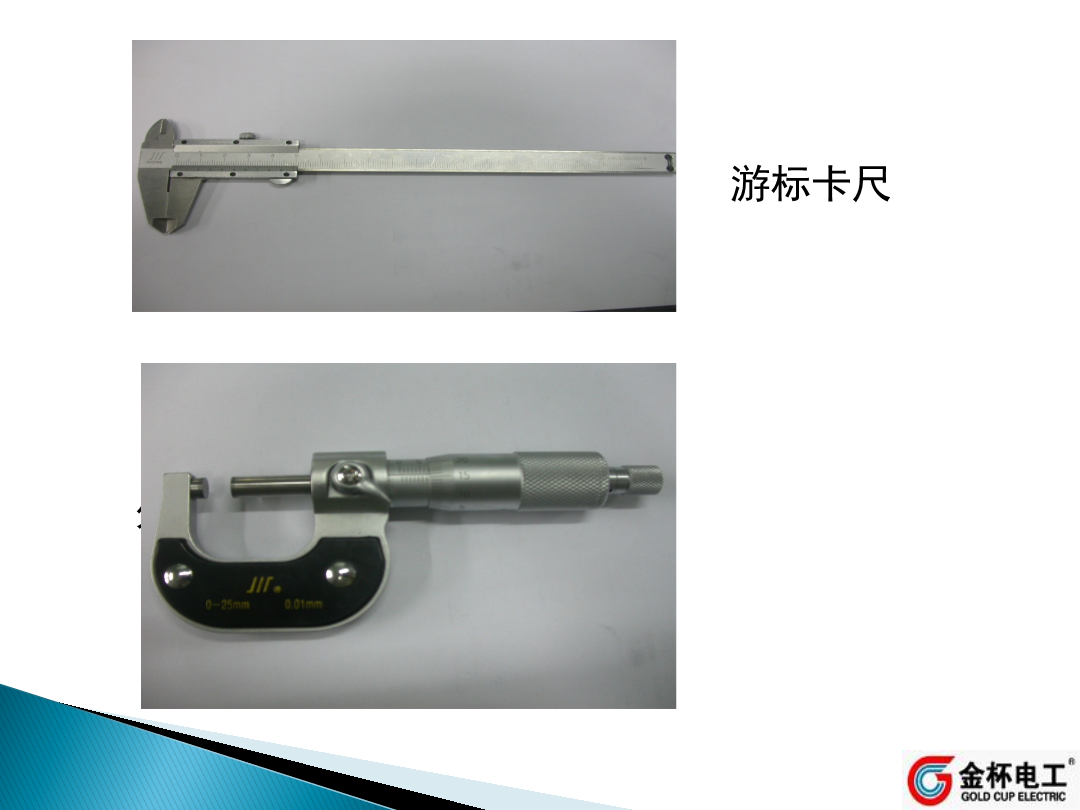
计量器具使用与维护——王静一、目的二、计量器具的范围三、计量器具的使用四、计量器具的维护与保养五、计量器具的送校明确公司计量器具的使用、维护保管、送校等各方面的要求加强器具的管理确保产品质量。本教程中提到的计量器具包括各型号产品生产过程中所使用的通用及专用计量器具。1、计量器具的分类:计量器具分为通用计量器具(以下简称通用量具)和专用计量器具(以下简称检具)两大类。2、定义:通用量具:通用量具是有固定形态、用以复现或提供一个或多个已知量值的器具。例如:卡尺、千分尺、百分表等。

计量器具使用与维护培训PPT课件.ppt
计量器具使用与维护培训目录一、目的二、计量器具的范围外径千分尺(机械式)盘式百分表检具:如生产中常用的环规、塞规等。三、计量器具的使用二、通用量具的使用方法(一)卡尺的结构及使用方法游标卡尺是一种测量精度较高、使用方便、应用广泛的量具,可直接测量工件的外径,内径、宽度、长度、深度尺寸等,其读数准确度有0.1mm、0.05mm和0.02mm三种。游标卡尺的结构示意图如下:2、刻线原理下面以0.02mm(即1/50)游标卡尺为例,说明其刻线原理、读数方法、测量方法及注意事项:如下图所示,当主尺和副尺的卡脚始合

计量器具使用与维护培训PPT课件.ppt
计量器具使用与维护培训目录一、目的二、计量器具的范围外径千分尺(机械式)盘式百分表检具:如生产中常用的环规、塞规等。三、计量器具的使用二、通用量具的使用方法(一)卡尺的结构及使用方法游标卡尺是一种测量精度较高、使用方便、应用广泛的量具,可直接测量工件的外径,内径、宽度、长度、深度尺寸等,其读数准确度有0.1mm、0.05mm和0.02mm三种。游标卡尺的结构示意图如下:2、刻线原理下面以0.02mm(即1/50)游标卡尺为例,说明其刻线原理、读数方法、测量方法及注意事项:如下图所示,当主尺和副尺的卡脚始合

计量器具使用与维护培训(PPT37页).ppt
计量器具使用与维护目录一、目的二、计量器具的范围外径千分尺(机械式)盘式百分表检具:如生产中常用的环规、塞规等。三、计量器具的使用二、通用量具的使用方法(一)卡尺的结构及使用方法游标卡尺是一种测量精度较高、使用方便、应用广泛的量具,可直接测量工件的外径,内径、宽度、长度、深度尺寸等,其读数准确度有0.1mm、0.05mm和0.02mm三种。游标卡尺的结构示意图如下:2、刻线原理下面以0.02mm(即1/50)游标卡尺为例,说明其刻线原理、读数方法、测量方法及注意事项:如下图所示,当主尺和副尺的卡脚始合(零
计量器具使用与维护培训(PPT37页).ppt
计量器具使用与维护目录一、目的二、计量器具的范围外径千分尺(机械式)盘式百分表检具:如生产中常用的环规、塞规等。三、计量器具的使用二、通用量具的使用方法(一)卡尺的结构及使用方法游标卡尺是一种测量精度较高、使用方便、应用广泛的量具可直接测量工件的外径内径、宽度、长度、深度尺寸等其读数准确度有0.1mm、0.05mm和0.02mm三种。游标卡尺的结构示意图如下:2、刻线原理下面以0.02mm(即1/50)游标卡尺为例说明其刻线原理、读数方法、测量方法及注意事项:如