
计量器具使用与维护培训PPT课件.ppt

论文****酱吖

1/10
2/10

3/10
4/10

5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共37页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

计量器具使用与维护培训PPT课件.ppt
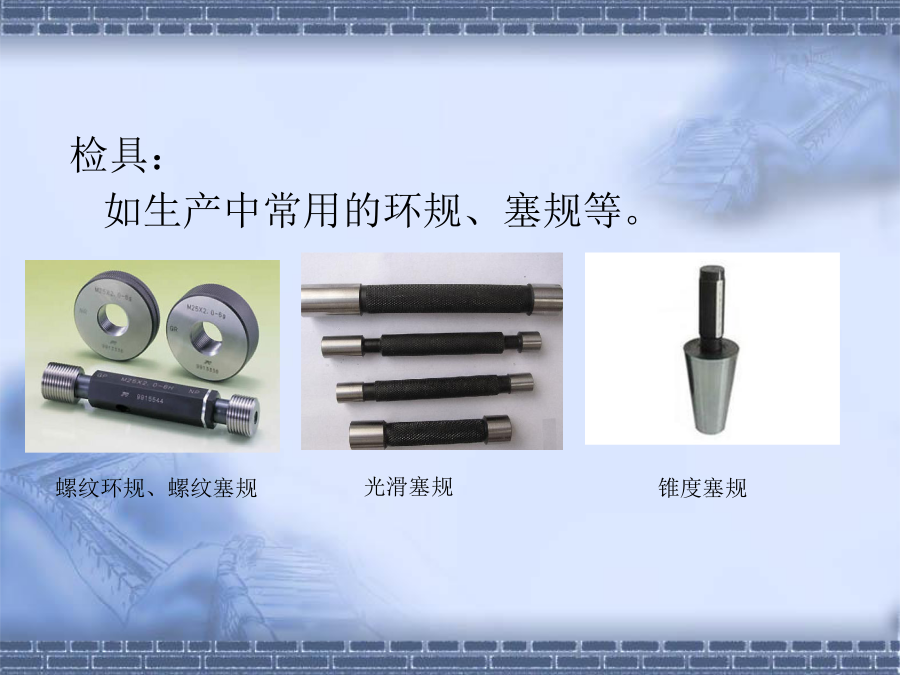
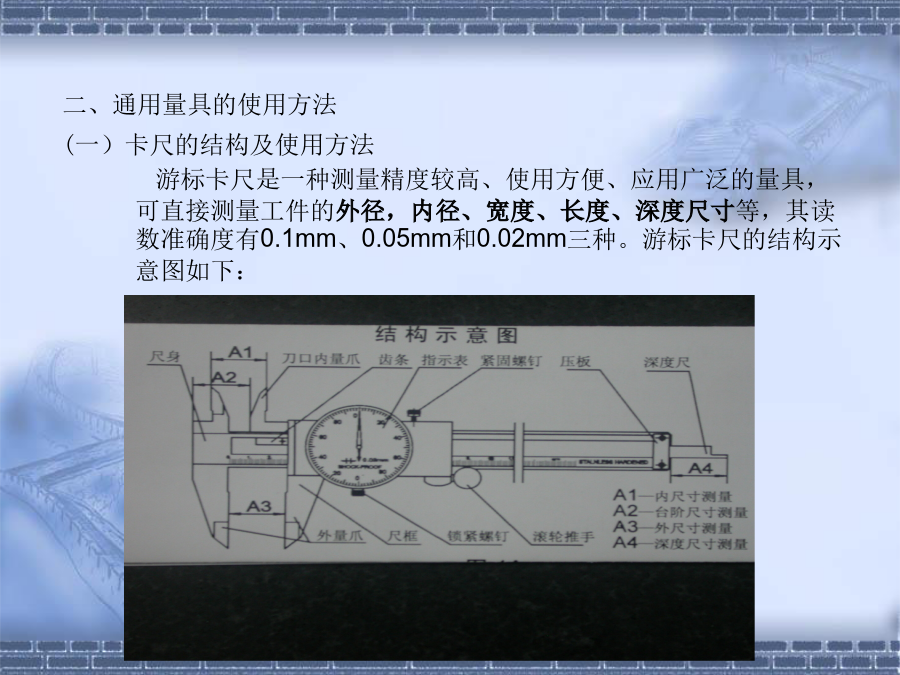
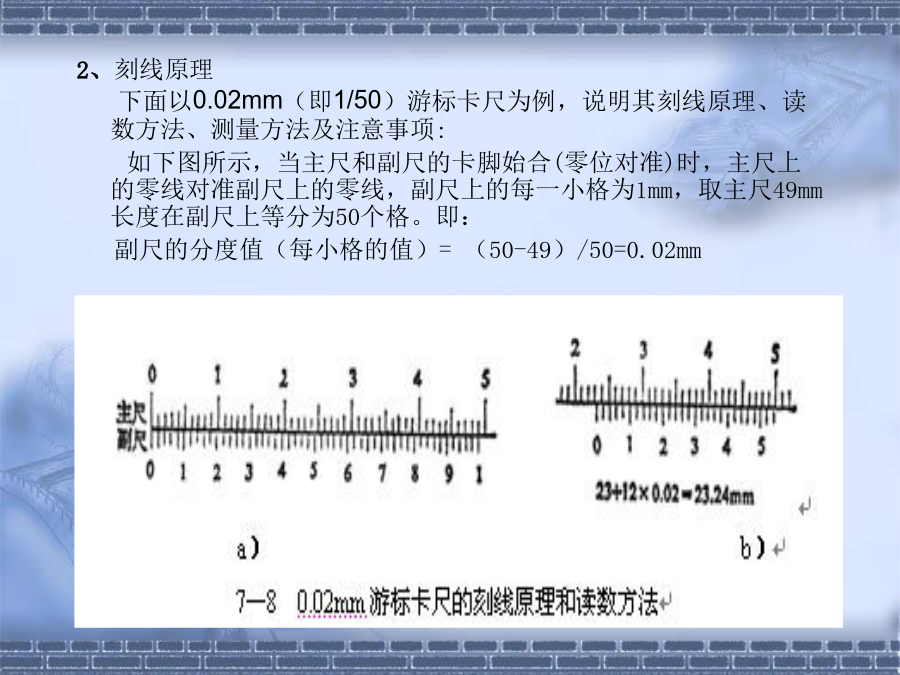
计量器具使用与维护培训目录一、目的二、计量器具的范围外径千分尺(机械式)盘式百分表检具:如生产中常用的环规、塞规等。三、计量器具的使用二、通用量具的使用方法(一)卡尺的结构及使用方法游标卡尺是一种测量精度较高、使用方便、应用广泛的量具,可直接测量工件的外径,内径、宽度、长度、深度尺寸等,其读数准确度有0.1mm、0.05mm和0.02mm三种。游标卡尺的结构示意图如下:2、刻线原理下面以0.02mm(即1/50)游标卡尺为例,说明其刻线原理、读数方法、测量方法及注意事项:如下图所示,当主尺和副尺的卡脚始合

计量器具使用与维护培训PPT课件.ppt
计量器具使用与维护培训目录一、目的二、计量器具的范围外径千分尺(机械式)盘式百分表检具:如生产中常用的环规、塞规等。三、计量器具的使用二、通用量具的使用方法(一)卡尺的结构及使用方法游标卡尺是一种测量精度较高、使用方便、应用广泛的量具,可直接测量工件的外径,内径、宽度、长度、深度尺寸等,其读数准确度有0.1mm、0.05mm和0.02mm三种。游标卡尺的结构示意图如下:2、刻线原理下面以0.02mm(即1/50)游标卡尺为例,说明其刻线原理、读数方法、测量方法及注意事项:如下图所示,当主尺和副尺的卡脚始合

计量器具的正确使用和维护ppt课件.ppt
计量器具的正确使用与日常维护234569101112131415161718192021222324252627282930313233343536373839

计量器具使用与维护培训(PPT37页).ppt
计量器具使用与维护目录一、目的二、计量器具的范围外径千分尺(机械式)盘式百分表检具:如生产中常用的环规、塞规等。三、计量器具的使用二、通用量具的使用方法(一)卡尺的结构及使用方法游标卡尺是一种测量精度较高、使用方便、应用广泛的量具,可直接测量工件的外径,内径、宽度、长度、深度尺寸等,其读数准确度有0.1mm、0.05mm和0.02mm三种。游标卡尺的结构示意图如下:2、刻线原理下面以0.02mm(即1/50)游标卡尺为例,说明其刻线原理、读数方法、测量方法及注意事项:如下图所示,当主尺和副尺的卡脚始合(零
计量器具使用与维护培训(PPT37页).ppt
计量器具使用与维护目录一、目的二、计量器具的范围外径千分尺(机械式)盘式百分表检具:如生产中常用的环规、塞规等。三、计量器具的使用二、通用量具的使用方法(一)卡尺的结构及使用方法游标卡尺是一种测量精度较高、使用方便、应用广泛的量具可直接测量工件的外径内径、宽度、长度、深度尺寸等其读数准确度有0.1mm、0.05mm和0.02mm三种。游标卡尺的结构示意图如下:2、刻线原理下面以0.02mm(即1/50)游标卡尺为例说明其刻线原理、读数方法、测量方法及注意事项:如