
模流分析培训教程.ppt

志信****pp

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共50页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

模流分析培训教程.pptx
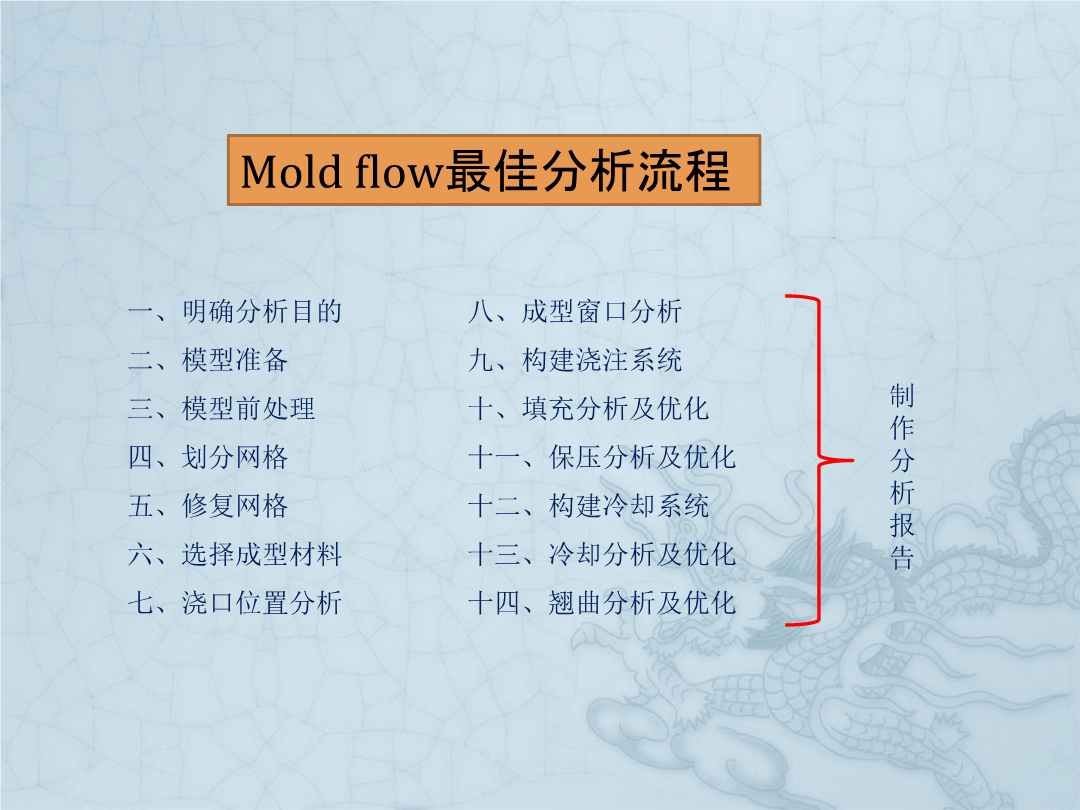
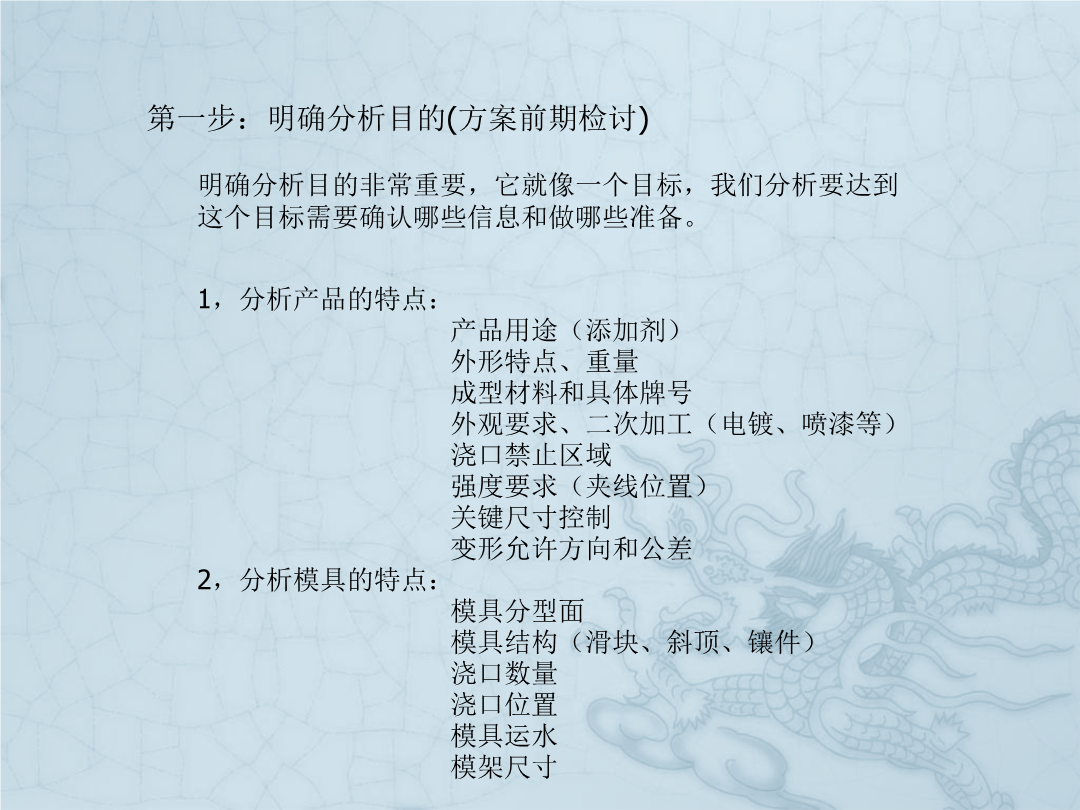
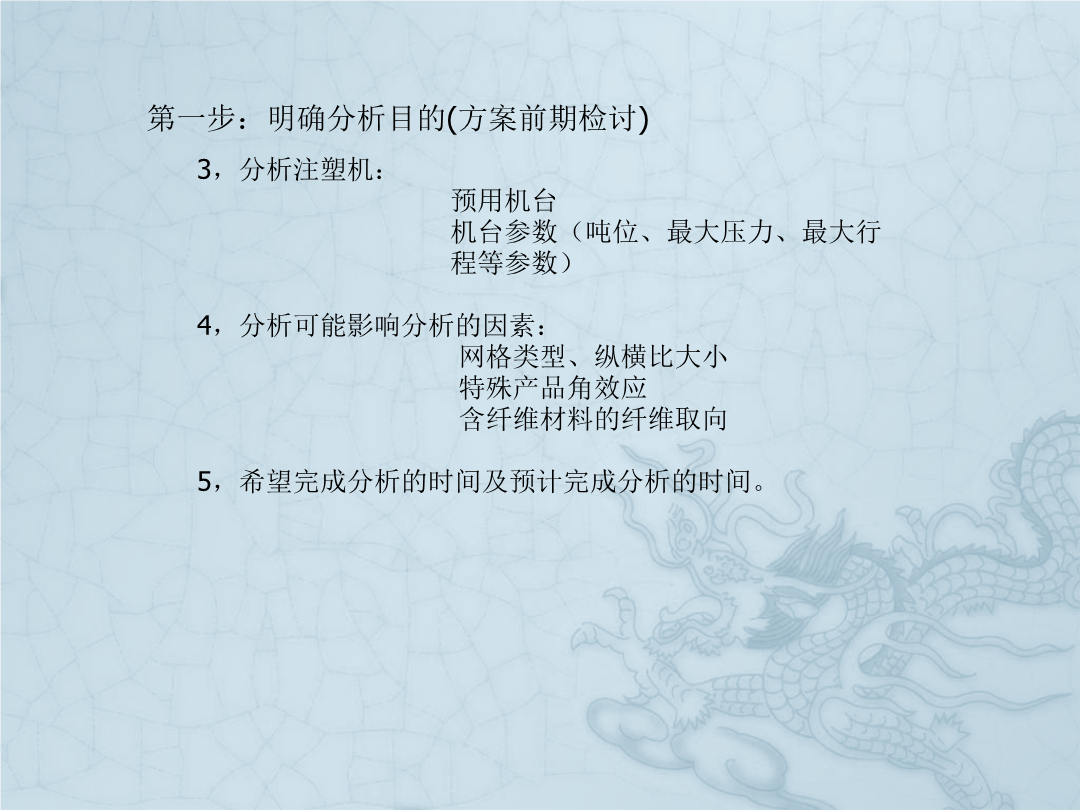
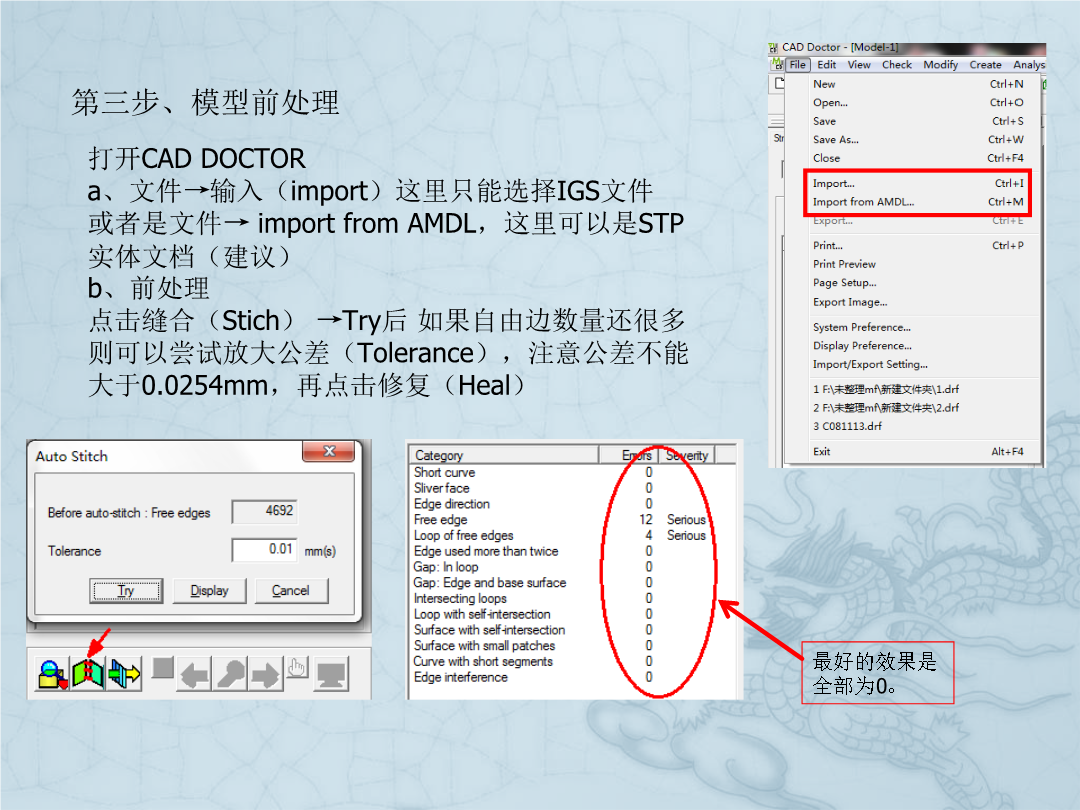
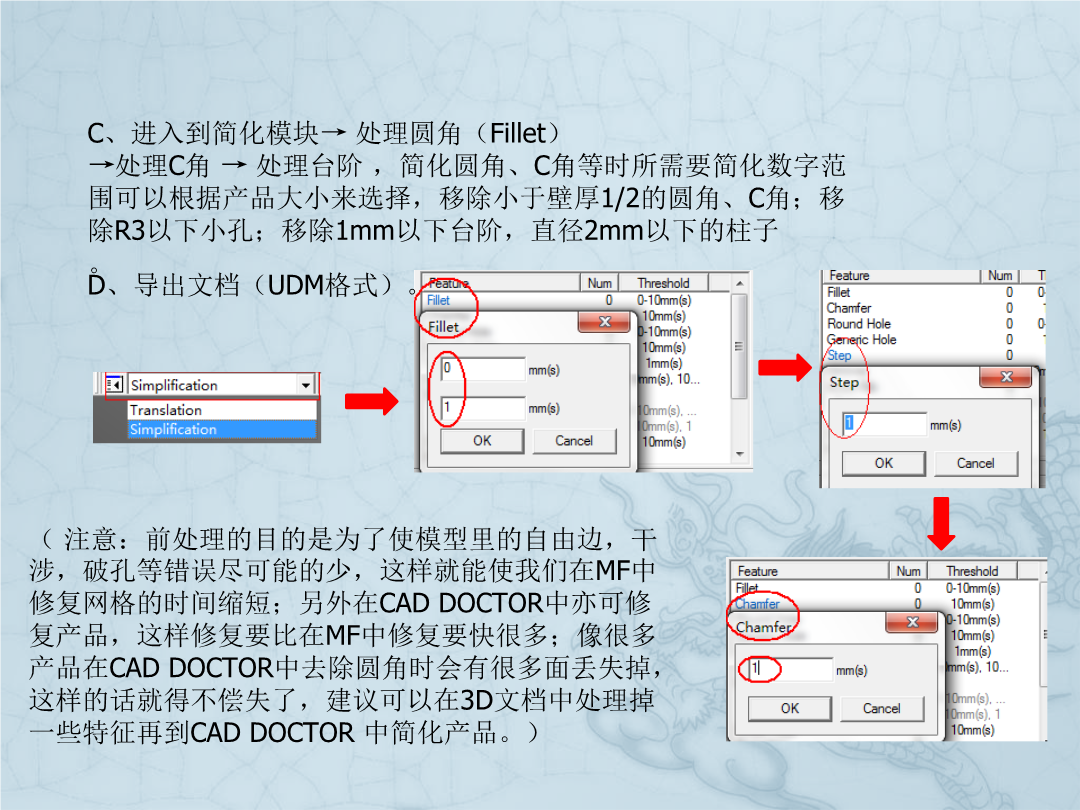
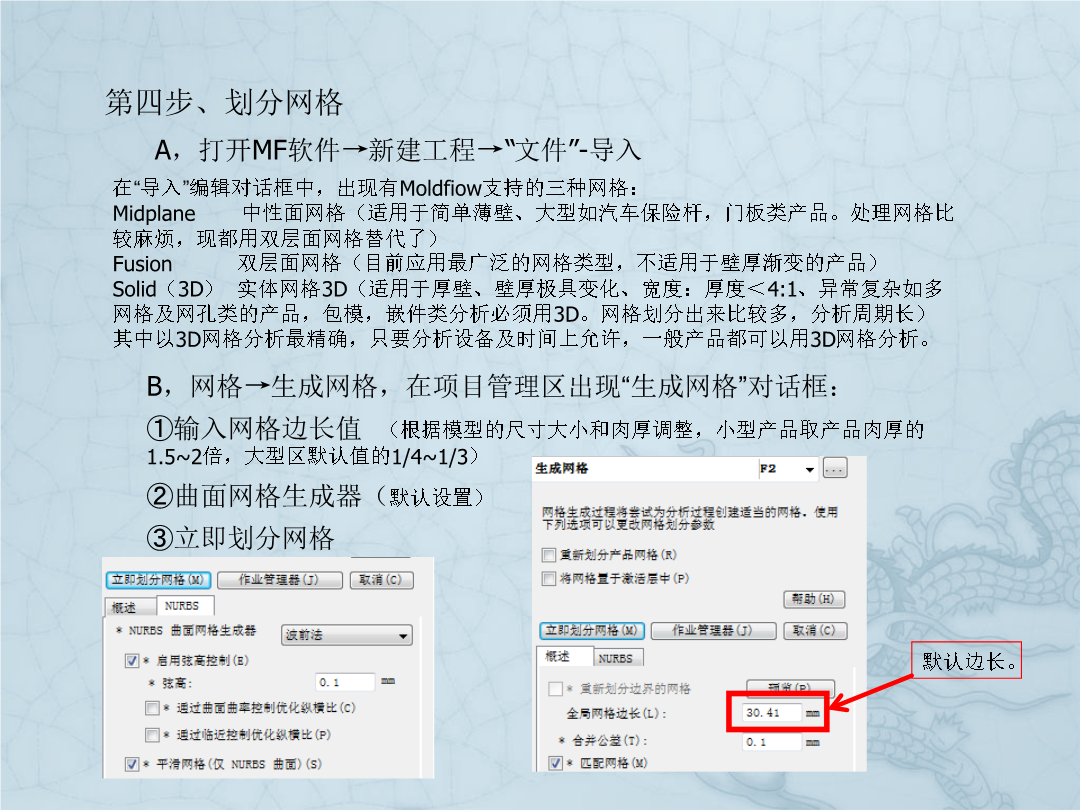
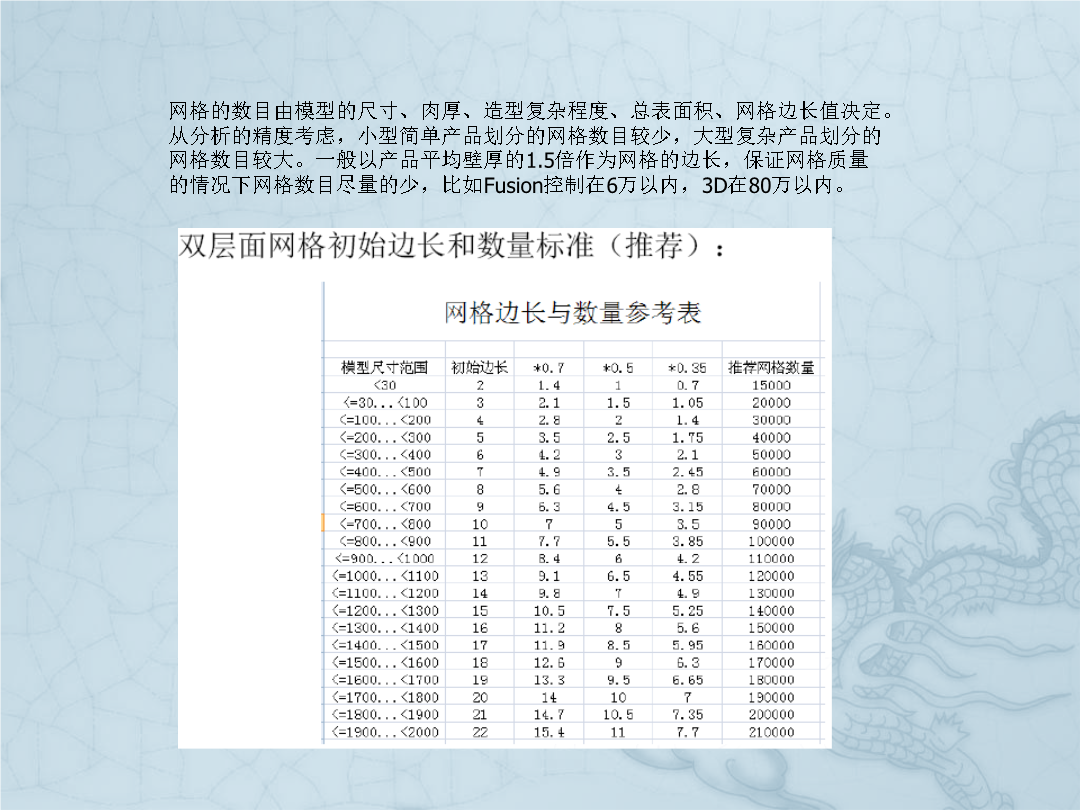
1Moldflow最佳分析流程第一步:明确分析目的(方案前期检讨)第一步:明确分析目的(方案前期检讨)第二步、模型准备第三步、模型前处理C、进入到简化模块→处理圆角(Fillet)→处理C角→处理台阶,简化圆角、C角等时所需要简化数字范围可以根据产品大小来选择,移除小于壁厚1/2的圆角、C角;移除R3以下小孔;移除1mm以下台阶,直径2mm以下的柱子。第四步、划分网格网格的数目由模型的尺寸、肉厚、造型复杂程度、总表面积、网格边长值决定。从分析的精度考虑,小型简单产品划分的网格数目较少,大型复杂产品划分的网
模流分析培训教程.ppt
Moldflow模流分析培训Moldflow最佳分析流程第一步:明确分析目的(方案前期检讨)第一步:明确分析目的(方案前期检讨)第二步、模型准备第三步、模型前处理C、进入到简化模块→处理圆角(Fillet)→处理C角→处理台阶简化圆角、C角等时所需要简化数字范围可以根据产品大小来选择移除小于壁厚1/2的圆角、C角;移除R3以下小孔;移除1mm以下台阶直径2mm以下的柱子。第四步、划分网格网格的数目由模型的尺寸、肉厚、造型复杂程度、总表面积、网格边长值决定。从分析的精度考虑小型简单产品划分的

模流分析培训教程.ppt
模流分析培训教程Moldflow最佳分析流程第一步:明确分析目的(方案前期检讨)第一步:明确分析目的(方案前期检讨)第二步、模型准备第三步、模型前处理C、进入到简化模块→处理圆角(Fillet)→处理C角→处理台阶,简化圆角、C角等时所需要简化数字范围可以根据产品大小来选择,移除小于壁厚1/2的圆角、C角;移除R3以下小孔;移除1mm以下台阶,直径2mm以下的柱子。第四步、划分网格网格的数目由模型的尺寸、肉厚、造型复杂程度、总表面积、网格边长值决定。从分析的精度考虑,小型简单产品划分的网格数目较少,大型复

模流分析培训教程.ppt
Moldflow模流分析培训Moldflow最佳分析流程第一步:明确分析目的(方案前期检讨)第一步:明确分析目的(方案前期检讨)第二步、模型准备第三步、模型前处理C、进入到简化模块→处理圆角(Fillet)→处理C角→处理台阶,简化圆角、C角等时所需要简化数字范围可以根据产品大小来选择,移除小于壁厚1/2的圆角、C角;移除R3以下小孔;移除1mm以下台阶,直径2mm以下的柱子。第四步、划分网格网格的数目由模型的尺寸、肉厚、造型复杂程度、总表面积、网格边长值决定。从分析的精度考虑,小型简单产品划分的网格数目
模流分析培训教程ppt课件.ppt
Moldflow模流分析培训Moldflow最佳分析流程第一步:明确分析目的(方案前期检讨)第一步:明确分析目的(方案前期检讨)第二步、模型准备第三步、模型前处理C、进入到简化模块→处理圆角(Fillet)→处理C角→处理台阶,简化圆角、C角等时所需要简化数字范围可以根据产品大小来选择,移除小于壁厚1/2的圆角、C角;移除R3以下小孔;移除1mm以下台阶,直径2mm以下的柱子。第四步、划分网格网格的数目由模型的尺寸、肉厚、造型复杂程度、总表面积、网格边长值决定。从分析的精度考虑,小型简单产品划分的网格数目