
塑料颗粒生产用双螺杆挤出机模头.pdf

兴朝****45


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

塑料颗粒生产用双螺杆挤出机模头.pdf
本发明涉及一种塑料颗粒生产用双螺杆挤出机模头,所述机头包括可与双螺杆挤出机机头固接的模头本体、定位导槽、凹槽式流道、模孔和成型条形塑料支撑板,所述模头本体的内侧中间制有连接机头的径向方向的定位导槽,定位导槽的底部中间制有平衡模头压力的凹槽式流道,在凹槽式流道上沿竖直方向并列平行制有多排模孔,每一排模孔的下方的模头本体上均沿径向方向向外设有一成型条形塑料支撑板,该成型条形塑料支撑板上与每一排模孔上的每一个模孔相对应设置有多条成型条形塑料输出凹槽。本挤出机模头设计科学、使用方便、结构简单,提高了挤出机的挤出效
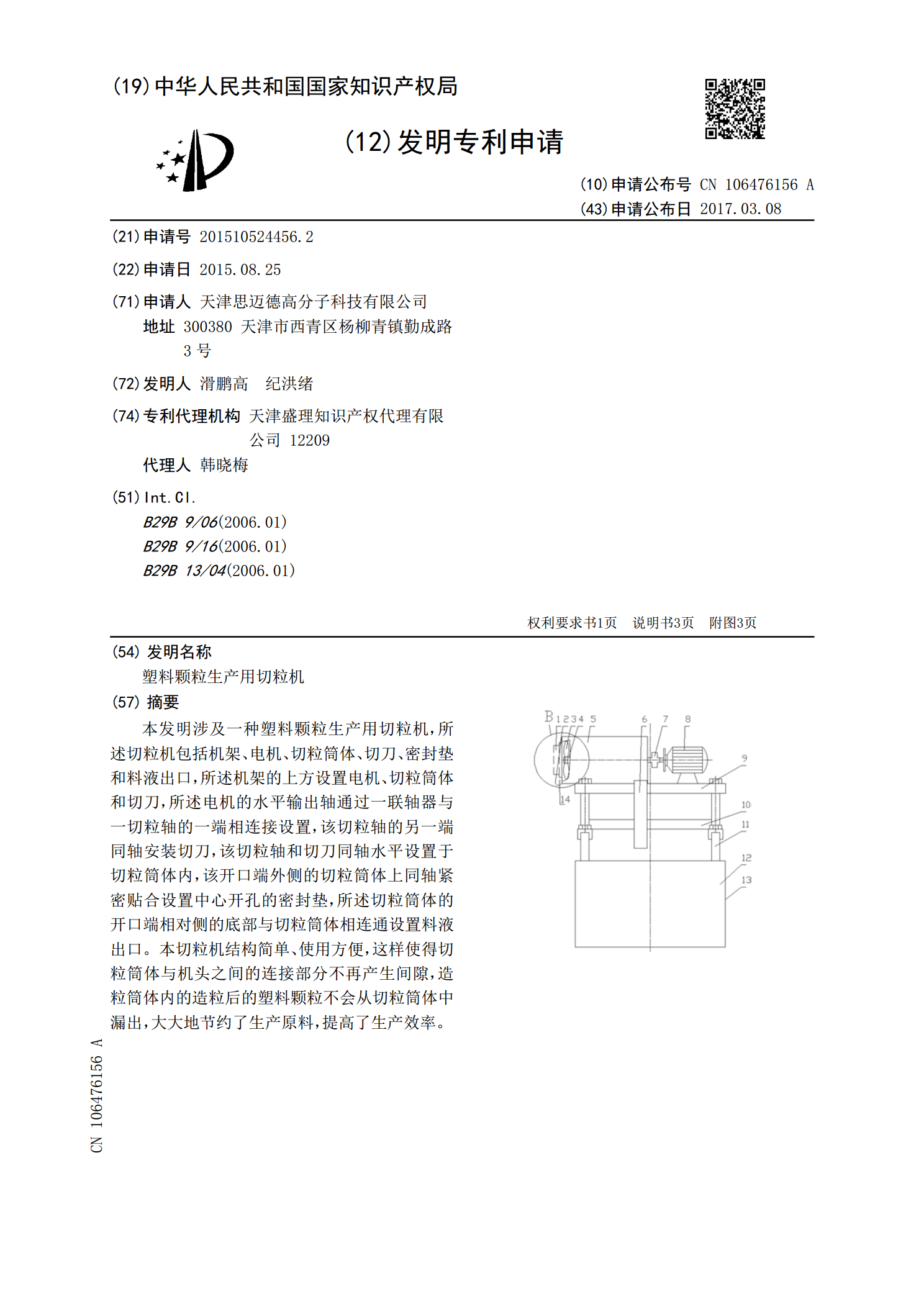
塑料颗粒生产用切粒机.pdf
本发明涉及一种塑料颗粒生产用切粒机,所述切粒机包括机架、电机、切粒筒体、切刀、密封垫和料液出口,所述机架的上方设置电机、切粒筒体和切刀,所述电机的水平输出轴通过一联轴器与一切粒轴的一端相连接设置,该切粒轴的另一端同轴安装切刀,该切粒轴和切刀同轴水平设置于切粒筒体内,该开口端外侧的切粒筒体上同轴紧密贴合设置中心开孔的密封垫,所述切粒筒体的开口端相对侧的底部与切粒筒体相连通设置料液出口。本切粒机结构简单、使用方便,这样使得切粒筒体与机头之间的连接部分不再产生间隙,造粒筒体内的造粒后的塑料颗粒不会从切粒筒体中漏
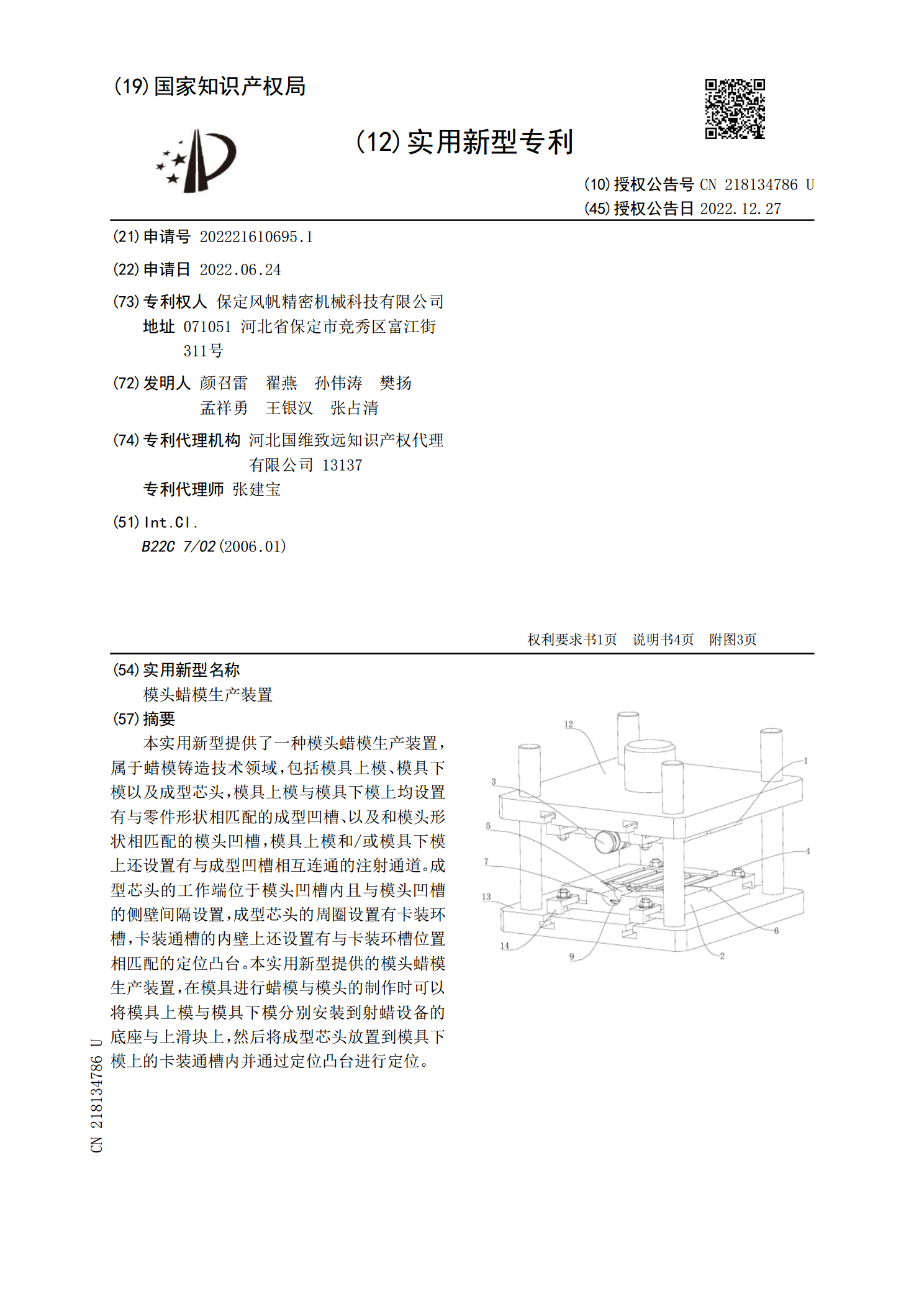
模头蜡模生产装置.pdf
本实用新型提供了一种模头蜡模生产装置,属于蜡模铸造技术领域,包括模具上模、模具下模以及成型芯头,模具上模与模具下模上均设置有与零件形状相匹配的成型凹槽、以及和模头形状相匹配的模头凹槽,模具上模和/或模具下模上还设置有与成型凹槽相互连通的注射通道。成型芯头的工作端位于模头凹槽内且与模头凹槽的侧壁间隔设置,成型芯头的周圈设置有卡装环槽,卡装通槽的内壁上还设置有与卡装环槽位置相匹配的定位凸台。本实用新型提供的模头蜡模生产装置,在模具进行蜡模与模头的制作时可以将模具上模与模具下模分别安装到射蜡设备的底座与上滑块上

塑料颗粒生产用长纤维喂料系统.pdf
本发明涉及一种塑料颗粒生产用长纤维喂料系统,所述系统包括长纤维储料罐、输送装置、多个支撑辊和挤出机,该挤出机上设置排风孔,所述长纤维储料罐的出料口与输送装置的进料口相连接,所述输送装置的出料口的长纤维通过多个支撑辊输送至挤出机的排风孔中。本系统使得每根长纤维在送料时,从开始送料至送料结束,每根长纤维都不相接触,每根长纤维均分开输送,因而不会发生多股长纤维绕在一起的情况,进料时极为不便,保证了长纤维的进料量相同,保证了塑料颗粒产品的质地,保证了塑料颗粒产品的外形的一致性,造出的颗粒质量均一,提高了塑料颗粒产
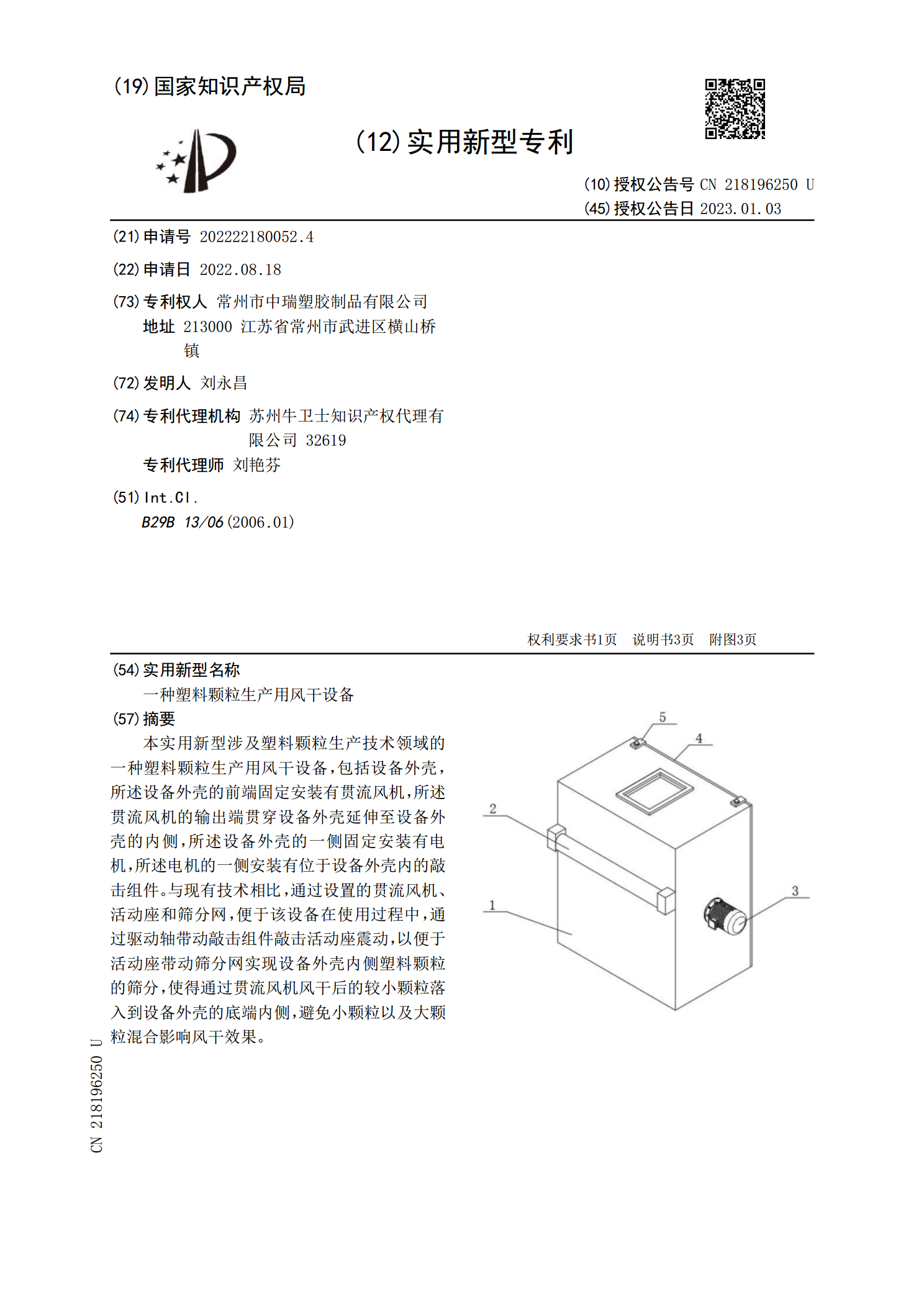
一种塑料颗粒生产用风干设备.pdf
本实用新型涉及塑料颗粒生产技术领域的一种塑料颗粒生产用风干设备,包括设备外壳,所述设备外壳的前端固定安装有贯流风机,所述贯流风机的输出端贯穿设备外壳延伸至设备外壳的内侧,所述设备外壳的一侧固定安装有电机,所述电机的一侧安装有位于设备外壳内的敲击组件。与现有技术相比,通过设置的贯流风机、活动座和筛分网,便于该设备在使用过程中,通过驱动轴带动敲击组件敲击活动座震动,以便于活动座带动筛分网实现设备外壳内侧塑料颗粒的筛分,使得通过贯流风机风干后的较小颗粒落入到设备外壳的底端内侧,避免小颗粒以及大颗粒混合影响风干效