
一种大型模块结构中甲板片安装误差控制方法.pdf

fu****级甜


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种大型模块结构中甲板片安装误差控制方法.pdf
本发明公开了大型模块结构中甲板片安装误差控制方法,包括以下步骤:通过测量基站的测量和坐标转换,得到待安装甲板片各控制点坐标。根据甲板片安装技术要求,建立甲板片安装精度控制约束方程,并把甲板片各控制点坐标代入约束方程,检验各控制点坐标是否满足约束条件,若不满足则找出误差最大立柱,并以误差最大立柱高度值为设计变量进行优化得到使短立柱中心线偏移量最小的误差最大立柱高度值,再进行坐标变换得到的甲板片各控制点坐标,并带入约束方程。重复这一过程,直到甲板片各控制点坐标满足约束方程,并依据最大误差立柱高度值求出甲板片短

大型海洋油气模块多层甲板建造精度控制方法.pdf
本发明方法公开了一种大型海洋油气模块多层甲板建造精度控制方法,该方法通过建模仿真得到海洋油气模块各层甲板在单位重量下分别产生的下凹量K

大型结构物底层甲板片临时支撑点定位方法.pdf
本发明公开了大型结构物底层甲板片临时支撑点定位方法,它包括以下步骤:(1)确定甲板片中变形大需要增加临时支撑的矩形区域;(2)在选定的矩形区域内任意选取一点作为一次临时支撑点,以一次临时支撑点的位置坐标作为设计变量,然后采用零阶优化方法,通过优化迭代,计算出矩形区域内最优支撑点位置坐标;(3)在矩形区域内选取与最优支撑点位置坐标最近的主梁交叉点作为最终的临时支撑点。本发明的优点在于:通过本方法可以大幅度减小结构物的沉降量,有利于提高钢结构的稳固性,减少设计时间,使设计更加科学、合理。
一种大型油船甲板小车的刹车结构.pdf
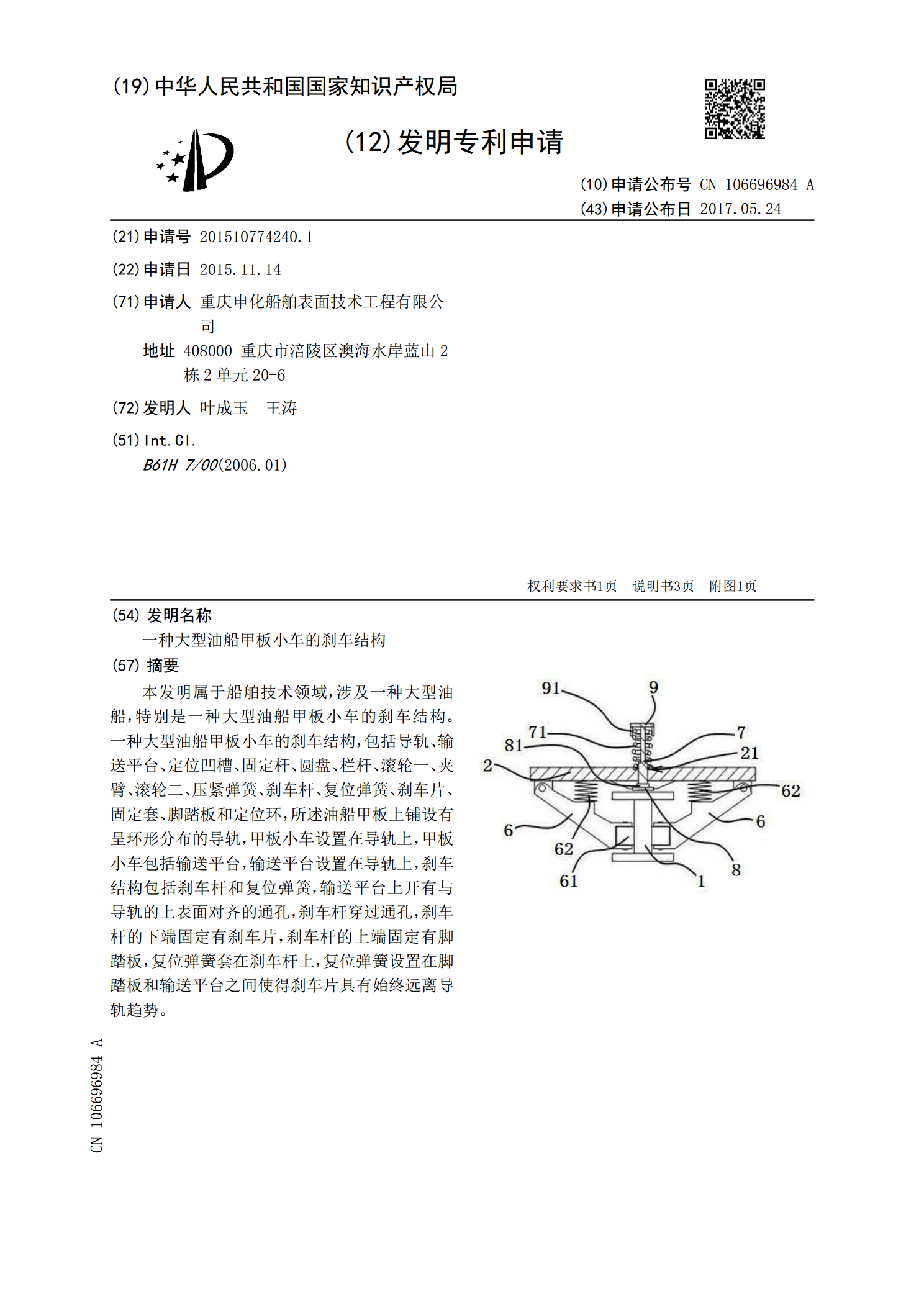
本发明属于船舶技术领域,涉及一种大型油船,特别是一种大型油船甲板小车的刹车结构。一种大型油船甲板小车的刹车结构,包括导轨、输送平台、定位凹槽、固定杆、圆盘、栏杆、滚轮一、夹臂、滚轮二、压紧弹簧、刹车杆、复位弹簧、刹车片、固定套、脚踏板和定位环,所述油船甲板上铺设有呈环形分布的导轨,甲板小车设置在导轨上,甲板小车包括输送平台,输送平台设置在导轨上,刹车结构包括刹车杆和复位弹簧,输送平台上开有与导轨的上表面对齐的通孔,刹车杆穿过通孔,刹车杆的下端固定有刹车片,刹车杆的上端固定有脚踏板,复位弹簧套在刹车杆上,复

一种海洋平台甲板间隙模块化安装方法.pdf
本发明公开了一种海洋平台甲板间隙模块化安装方法,先预制翻转平台,在翻转平台上设置吊点,然后将翻转平台吊至第一组块,翻转平台与第一组块为铰接连接,翻转平台可围绕铰接点旋转,利用吊机将翻转平台平台翻转,翻转凭条就位后,采用满焊方式进行加固作业。本发明有效的避免了平台后期甲板的拼接作业,减少了船舶资源的海上支持与占用时间,优化了海上工艺流程,缩减了整体海上项目工期,提高了作业效率。