
一种硅铁或铬铁铸锭机及其锭模合金.pdf

一吃****仕龙


1/5
2/5

3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种硅铁或铬铁铸锭机及其锭模合金.pdf
本发明公开了一种硅铁或铬铁铸锭机及其锭模合金,包括循环轨道、设置在循环轨道上1‑n编号的n个锭模,其中,前1‑10个锭模为头模;所述头模为以下元素按重量百分比组成的合金模具:Mn3‑5%、Si1‑3%、Cr0.5‑1%、Na0.5‑1%、Mg0.1‑0.3%、Ti0.1‑0.3%、P0.05‑0.1%、V0.05‑0.1%、S0.05‑0.1%、Gd0.05‑0.1%、Co0.05‑0.1%、Ni0.05‑0.1%、Ho0.05‑0.1%、Eu0.01‑0.1%、Cu0.01

一种多晶硅锭及其制备方法和用于制备多晶硅锭的铸锭炉.pdf
本发明提供了一种多晶硅锭的制备方法,包括:将多晶硅料和掺杂剂加入到多晶硅铸锭炉的坩埚内,掺杂剂为含有P型掺杂元素的单质、合金、氧化物和氮化物中的一种或多种,P型掺杂元素包括镓、铟和铝中的至少一种;在保护气体存在下,加热使多晶硅料和掺杂剂完全熔化形成硅熔体,调节铸锭炉温度,使硅熔体开始长晶得到硅晶体,在长晶过程中,当硅晶体的电阻率达到临界电阻率时,向坩埚内通入含N型掺杂元素的气体,使由硅熔体生长出的硅晶体的电阻率被调控到目标电阻率,硅熔体继续长晶,待坩埚内的硅熔体结晶完毕后,得到多晶硅锭,临界电阻率为0.9
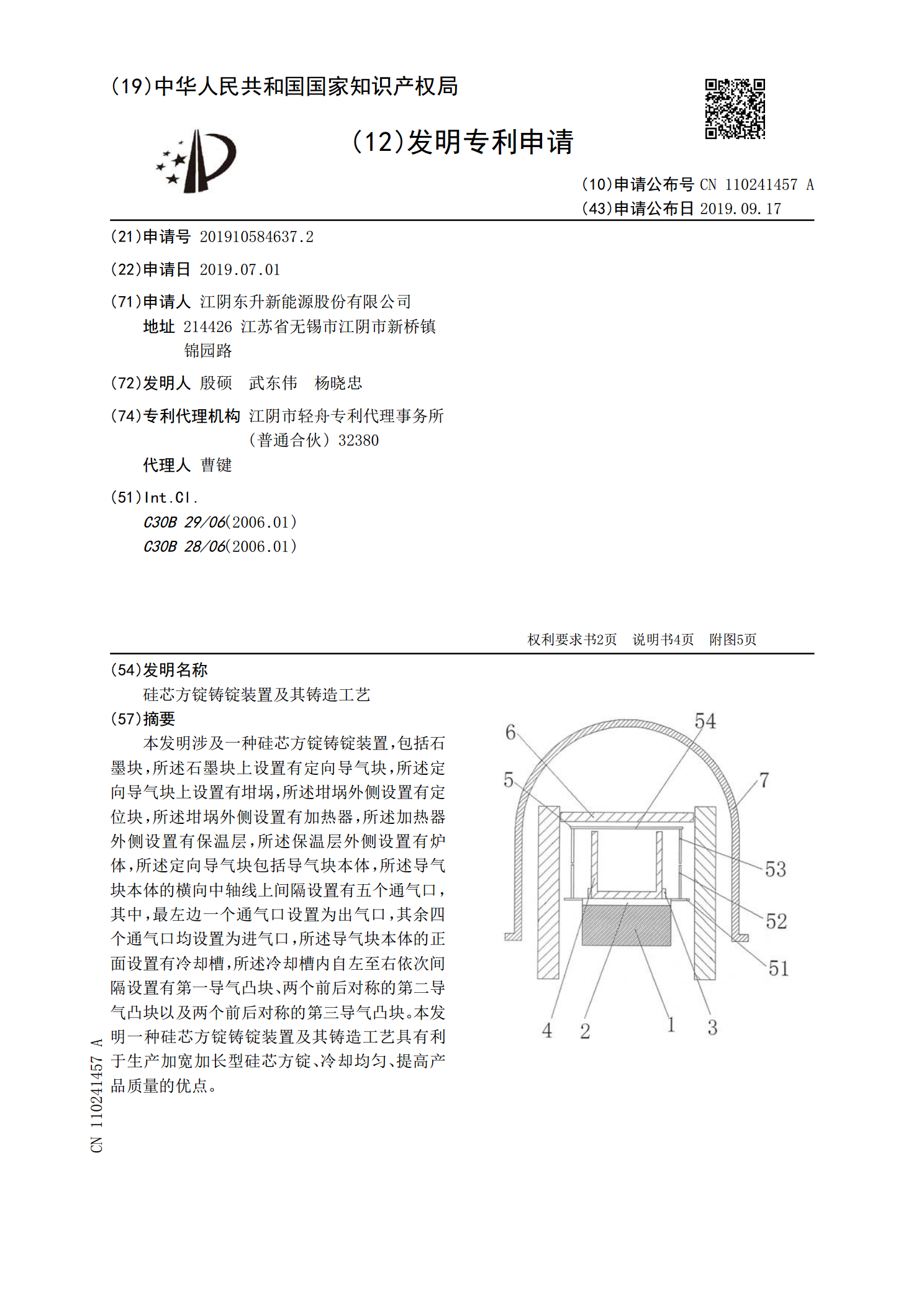
硅芯方锭铸锭装置及其铸造工艺.pdf
本发明涉及一种硅芯方锭铸锭装置,包括石墨块,所述石墨块上设置有定向导气块,所述定向导气块上设置有坩埚,所述坩埚外侧设置有定位块,所述坩埚外侧设置有加热器,所述加热器外侧设置有保温层,所述保温层外侧设置有炉体,所述定向导气块包括导气块本体,所述导气块本体的横向中轴线上间隔设置有五个通气口,其中,最左边一个通气口设置为出气口,其余四个通气口均设置为进气口,所述导气块本体的正面设置有冷却槽,所述冷却槽内自左至右依次间隔设置有第一导气凸块、两个前后对称的第二导气凸块以及两个前后对称的第三导气凸块。本发明一种硅芯方
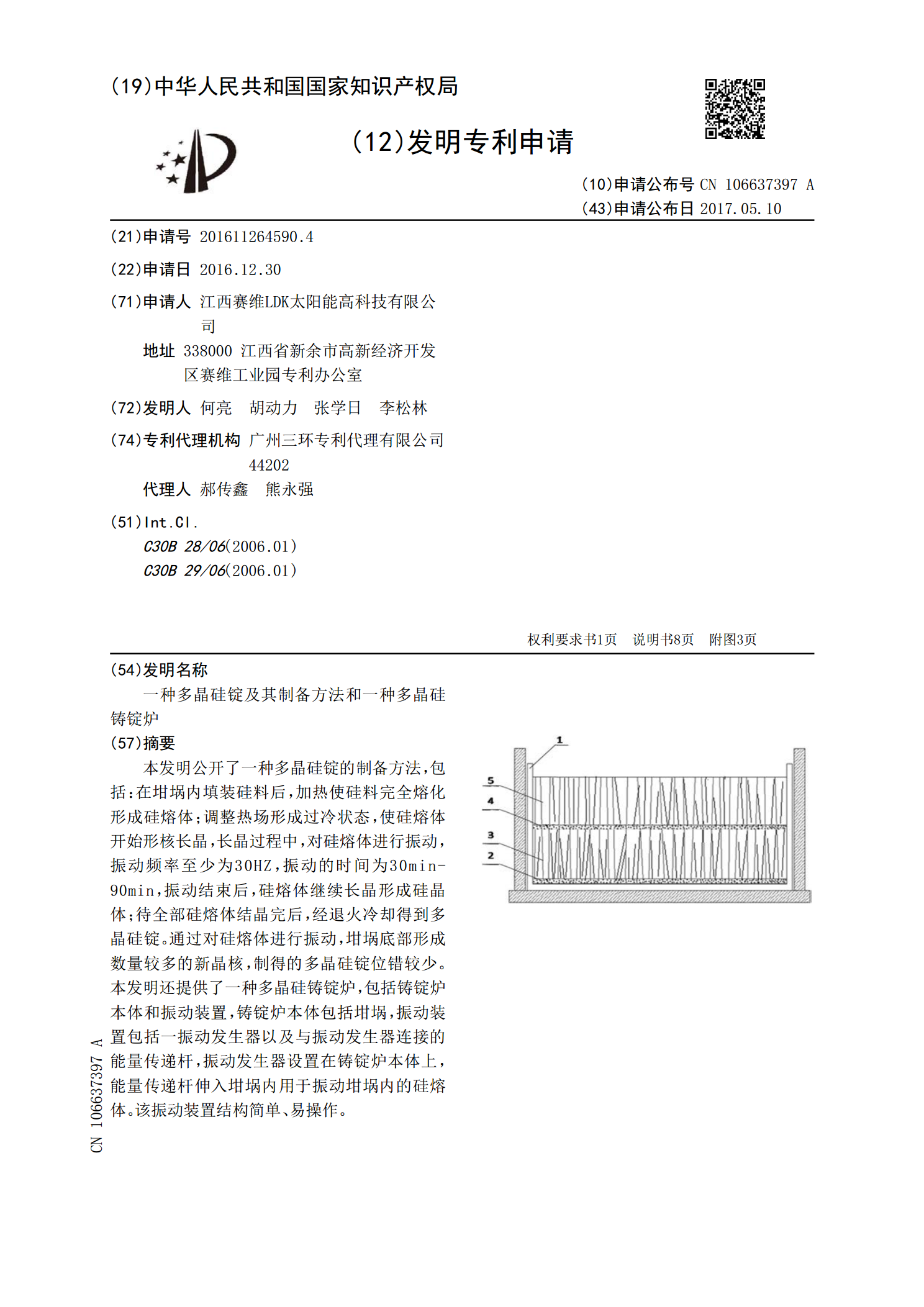
一种多晶硅锭及其制备方法和一种多晶硅铸锭炉.pdf
本发明公开了一种多晶硅锭的制备方法,包括:在坩埚内填装硅料后,加热使硅料完全熔化形成硅熔体;调整热场形成过冷状态,使硅熔体开始形核长晶,长晶过程中,对硅熔体进行振动,振动频率至少为30HZ,振动的时间为30min‑90min,振动结束后,硅熔体继续长晶形成硅晶体;待全部硅熔体结晶完后,经退火冷却得到多晶硅锭。通过对硅熔体进行振动,坩埚底部形成数量较多的新晶核,制得的多晶硅锭位错较少。本发明还提供了一种多晶硅铸锭炉,包括铸锭炉本体和振动装置,铸锭炉本体包括坩埚,振动装置包括一振动发生器以及与振动发生器连接的
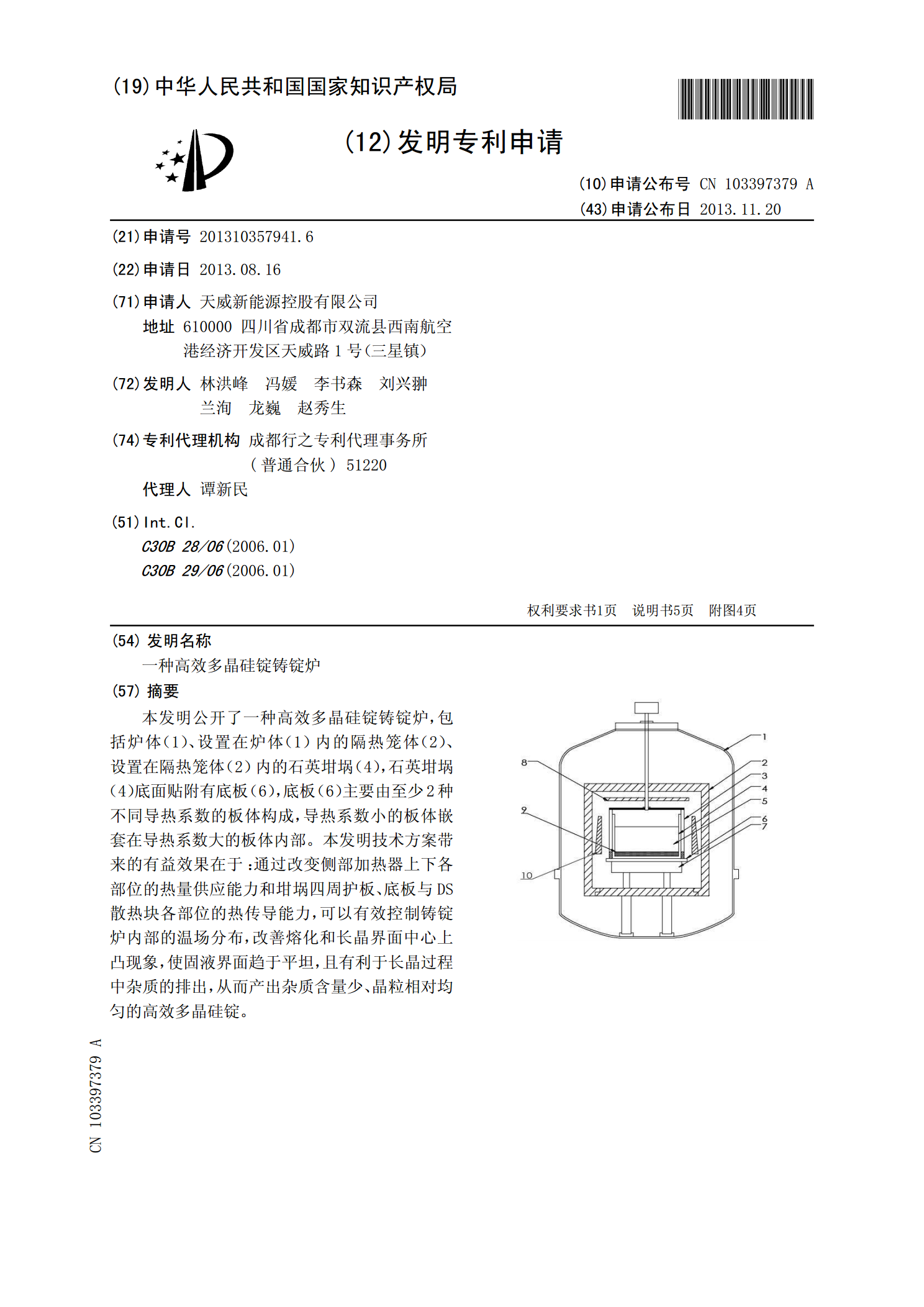
一种高效多晶硅锭铸锭炉.pdf
本发明公开了一种高效多晶硅锭铸锭炉,包括炉体(1)、设置在炉体(1)内的隔热笼体(2)、设置在隔热笼体(2)内的石英坩埚(4),石英坩埚(4)底面贴附有底板(6),底板(6)主要由至少2种不同导热系数的板体构成,导热系数小的板体嵌套在导热系数大的板体内部。本发明技术方案带来的有益效果在于:通过改变侧部加热器上下各部位的热量供应能力和坩埚四周护板、底板与DS散热块各部位的热传导能力,可以有效控制铸锭炉内部的温场分布,改善熔化和长晶界面中心上凸现象,使固液界面趋于平坦,且有利于长晶过程中杂质的排出,从而产出杂