
一种热处理装置及焊缝热处理方法.pdf

书生****12


1/10

2/10

3/10
4/10

5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种热处理装置及焊缝热处理方法.pdf
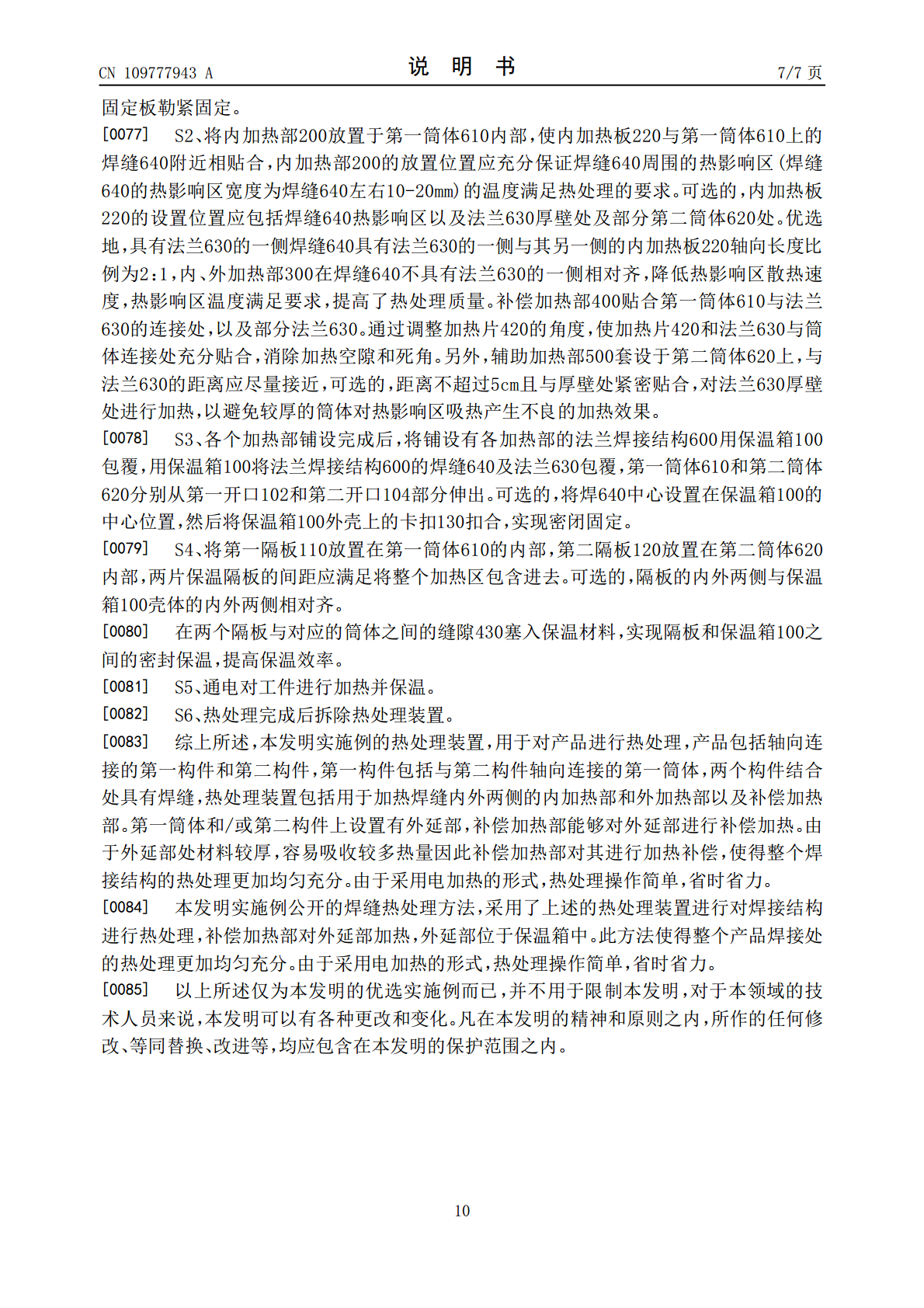
本发明涉及热处理技术领域,公开了一种热处理装置及焊缝热处理方法。热处理装置用于对两个焊接结合的构件进行热处理,第一构件包括第一筒体,第一筒体和/或第二构件上具有外延部。该装置包括用于加热焊缝内外两侧的内加热部和外加热部以及补偿加热部。补偿加热部能够对外延部进行补偿加热。由于外延部处材料较厚,容易吸收较多热量因此补偿加热部对其进行加热补偿,使得整个焊接结构的热处理更加均匀充分。由于采用电加热的形式,热处理操作简单,省时省力。本发明公开的焊缝热处理方法,采用了上述的热处理装置进行对具有焊缝的产品进行热处理。

一种管道焊缝热处理监控方法.pdf
本申请涉及管道焊接技术领域,特别是涉及一种管道焊缝热处理监控方法。其具体公开了:建立施工人员数据库与施工流程数据库,获取图像模块采集的实时图像信息,判断施工人员的施工过程是否存在异常;获取焊接管道的焊缝参数,中央监控模块根据所述产品参数划分若干监控子区域,根据所述监控子区域安装测温元件;根据预设的监控时间轴获取测温元件采集的温度数据,判断热处理过程是否存在异常。通过采取内外壁分区域实时监测技术。测温元件置于焊接接头的内外壁,可实现全过程、全截面对焊接接头的热处理过程壁温数据进行监测,掌握了焊接接头区域的温
一种管道焊缝热处理测温方法.pdf
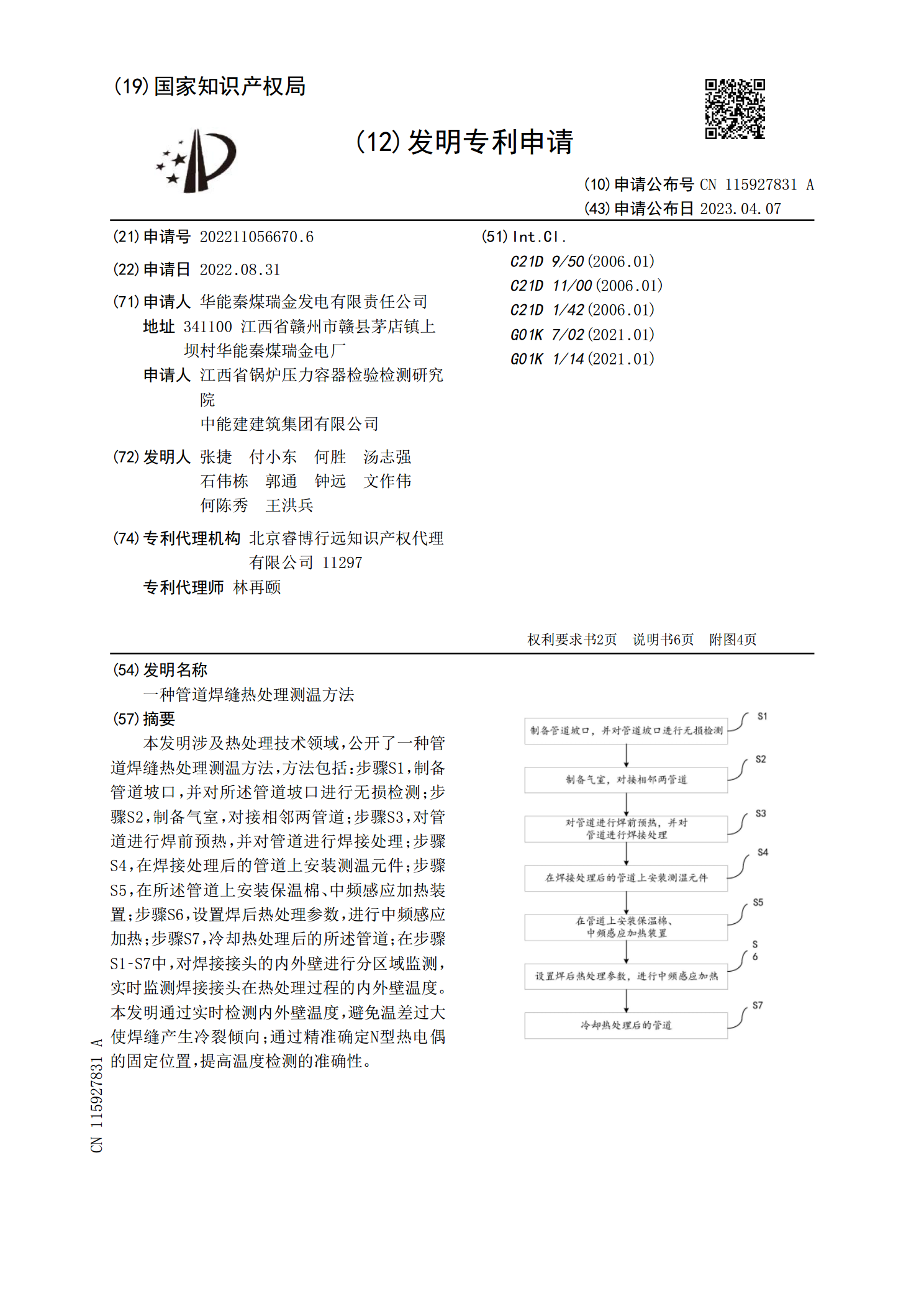
本发明涉及热处理技术领域,公开了一种管道焊缝热处理测温方法,方法包括:步骤S1,制备管道坡口,并对所述管道坡口进行无损检测;步骤S2,制备气室,对接相邻两管道;步骤S3,对管道进行焊前预热,并对管道进行焊接处理;步骤S4,在焊接处理后的管道上安装测温元件;步骤S5,在所述管道上安装保温棉、中频感应加热装置;步骤S6,设置焊后热处理参数,进行中频感应加热;步骤S7,冷却热处理后的所述管道;在步骤S1‑S7中,对焊接接头的内外壁进行分区域监测,实时监测焊接接头在热处理过程的内外壁温度。本发明通过实时检测内外壁

一种钢件热处理方法和热处理装置.pdf
本发明公开了一种钢件热处理方法,包括步骤:将钢件放置到热处理装置的加热空间内,并将加热空间封闭;将加热空间内的温度加热至190℃~210℃,并保温1~2小时;将加热空间内的温度加热至390℃~410℃,同时驱使加热空间的气体循环流动,以使加热空间内的钢件受热均匀,并保温2~3小时;开启加热空间,并使钢件在空气中自然冷却,完成钢件的热处理。本发明还公开一种热处理装置,包括炉体、电热器和风机,炉体包括炉壳以及炉门,炉壳限定有至少一侧开口的加热空间,炉门用于封闭和开启加热空间;电热器设于加热空间内,用于对加热空
一种锻件悬挂式热处理装置及热处理方法.pdf
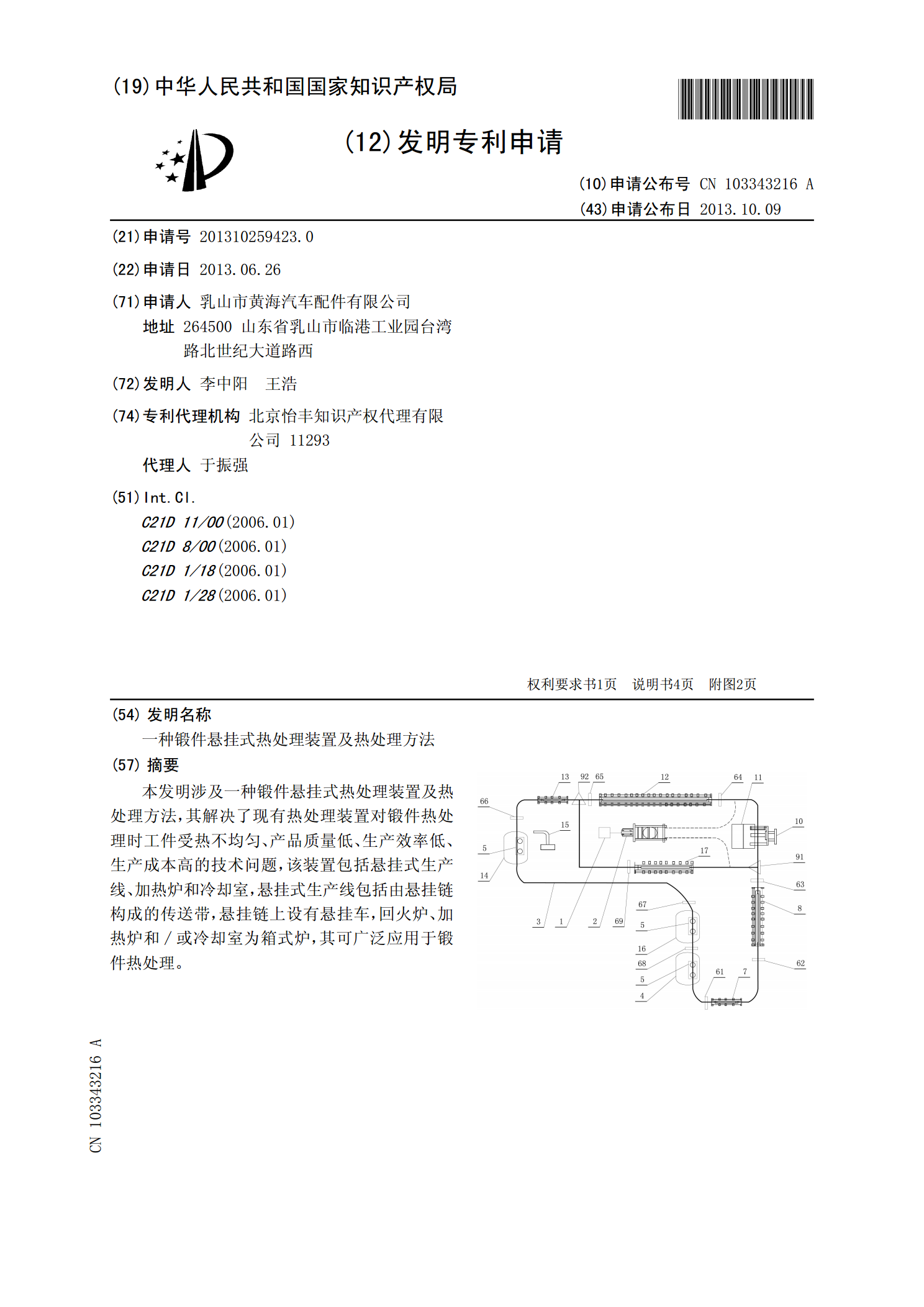
本发明涉及一种锻件悬挂式热处理装置及热处理方法,其解决了现有热处理装置对锻件热处理时工件受热不均匀、产品质量低、生产效率低、生产成本高的技术问题,该装置包括悬挂式生产线、加热炉和冷却室,悬挂式生产线包括由悬挂链构成的传送带,悬挂链上设有悬挂车,回火炉、加热炉和/或冷却室为箱式炉,其可广泛应用于锻件热处理。