
自动吸料上料数控车床.pdf

是你****芹呀

1/10
2/10

3/10

4/10

5/10
6/10
7/10

8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
自动吸料上料数控车床.pdf
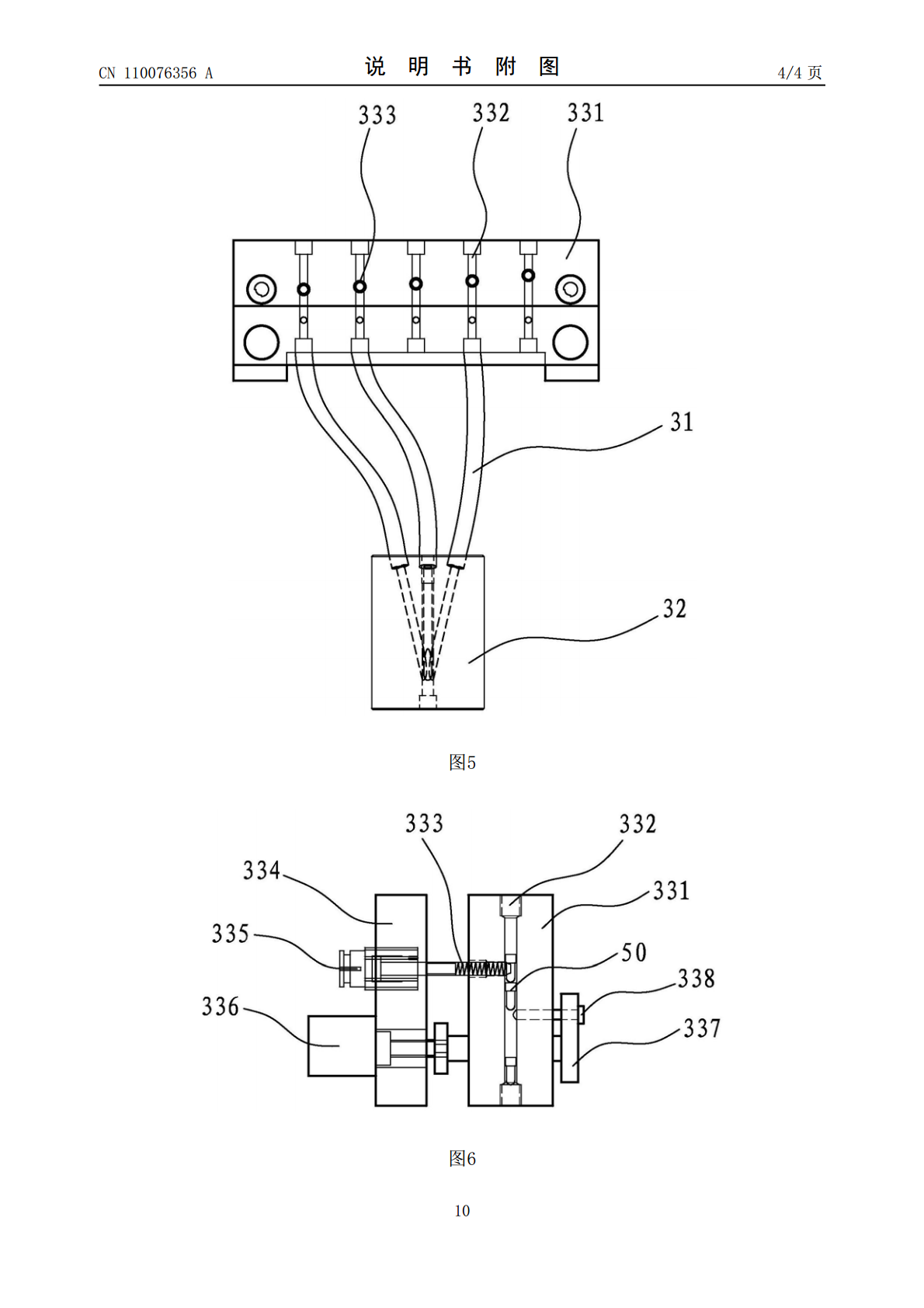
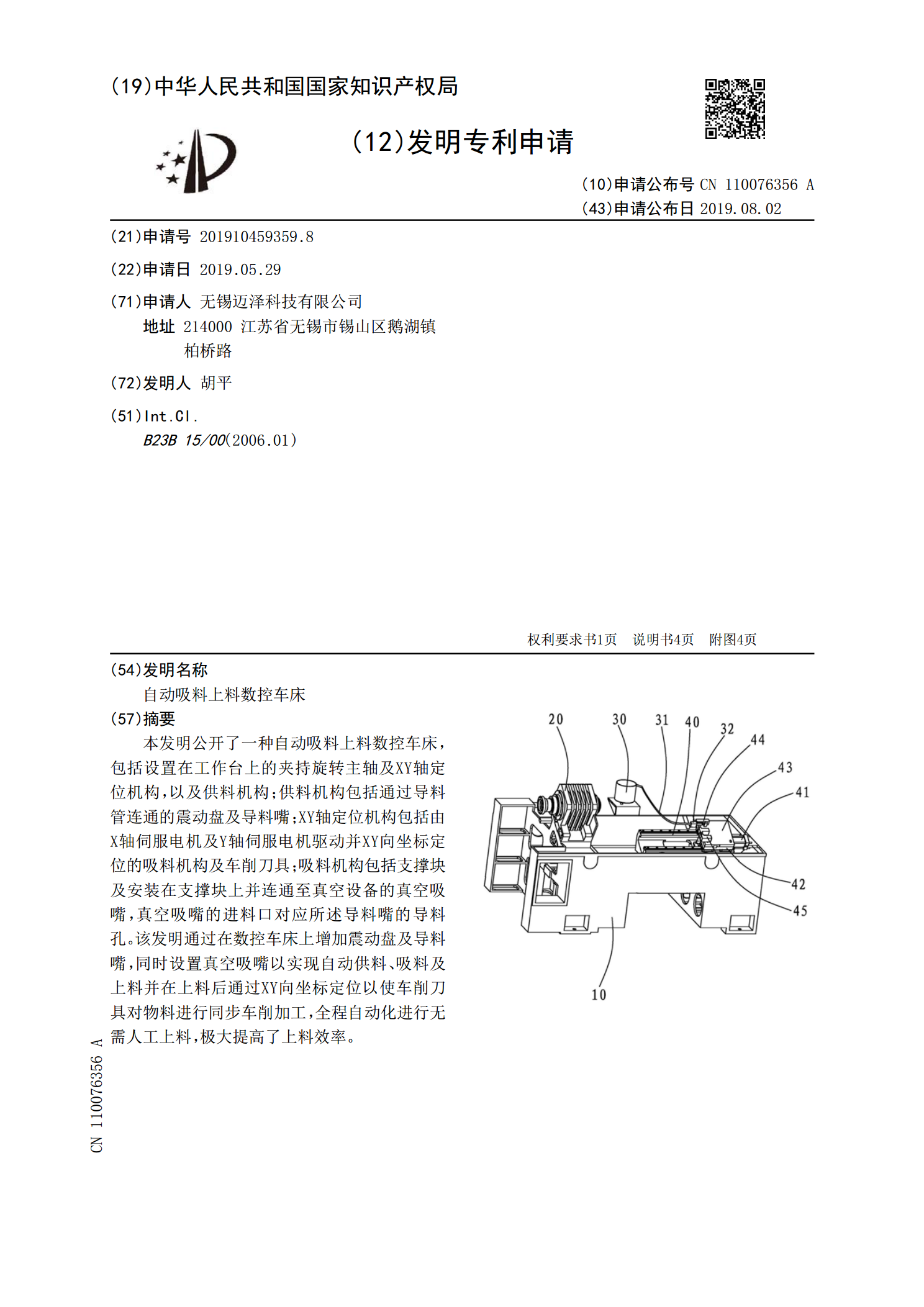
本发明公开了一种自动吸料上料数控车床,包括设置在工作台上的夹持旋转主轴及XY轴定位机构,以及供料机构;供料机构包括通过导料管连通的震动盘及导料嘴;XY轴定位机构包括由X轴伺服电机及Y轴伺服电机驱动并XY向坐标定位的吸料机构及车削刀具;吸料机构包括支撑块及安装在支撑块上并连通至真空设备的真空吸嘴,真空吸嘴的进料口对应所述导料嘴的导料孔。该发明通过在数控车床上增加震动盘及导料嘴,同时设置真空吸嘴以实现自动供料、吸料及上料并在上料后通过XY向坐标定位以使车削刀具对物料进行同步车削加工,全程自动化进行无需人工上料
吸料机构及吸料装置.pdf
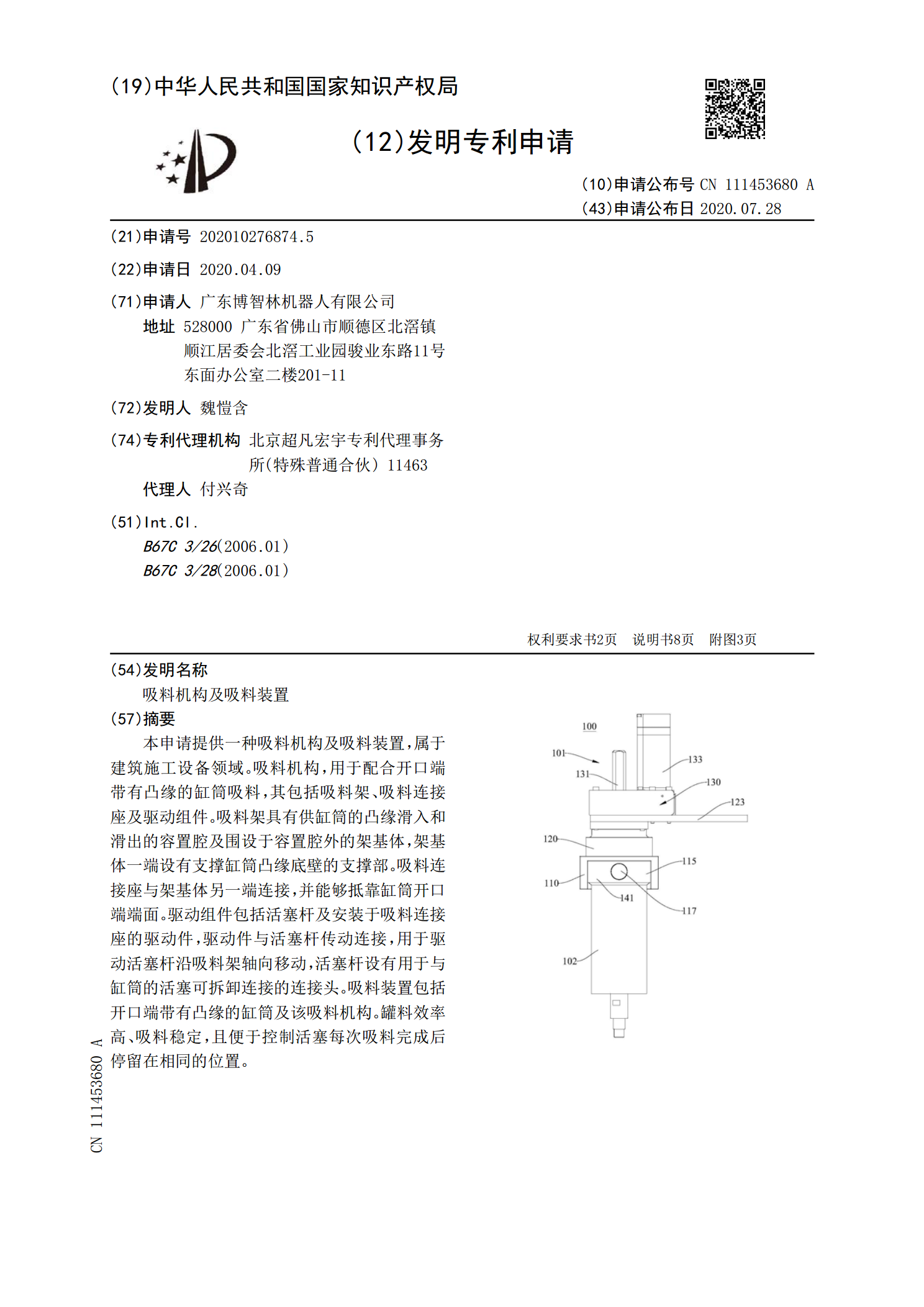
本申请提供一种吸料机构及吸料装置,属于建筑施工设备领域。吸料机构,用于配合开口端带有凸缘的缸筒吸料,其包括吸料架、吸料连接座及驱动组件。吸料架具有供缸筒的凸缘滑入和滑出的容置腔及围设于容置腔外的架基体,架基体一端设有支撑缸筒凸缘底壁的支撑部。吸料连接座与架基体另一端连接,并能够抵靠缸筒开口端端面。驱动组件包括活塞杆及安装于吸料连接座的驱动件,驱动件与活塞杆传动连接,用于驱动活塞杆沿吸料架轴向移动,活塞杆设有用于与缸筒的活塞可拆卸连接的连接头。吸料装置包括开口端带有凸缘的缸筒及该吸料机构。罐料效率高、吸料稳
数控车床自动接料装置.pdf
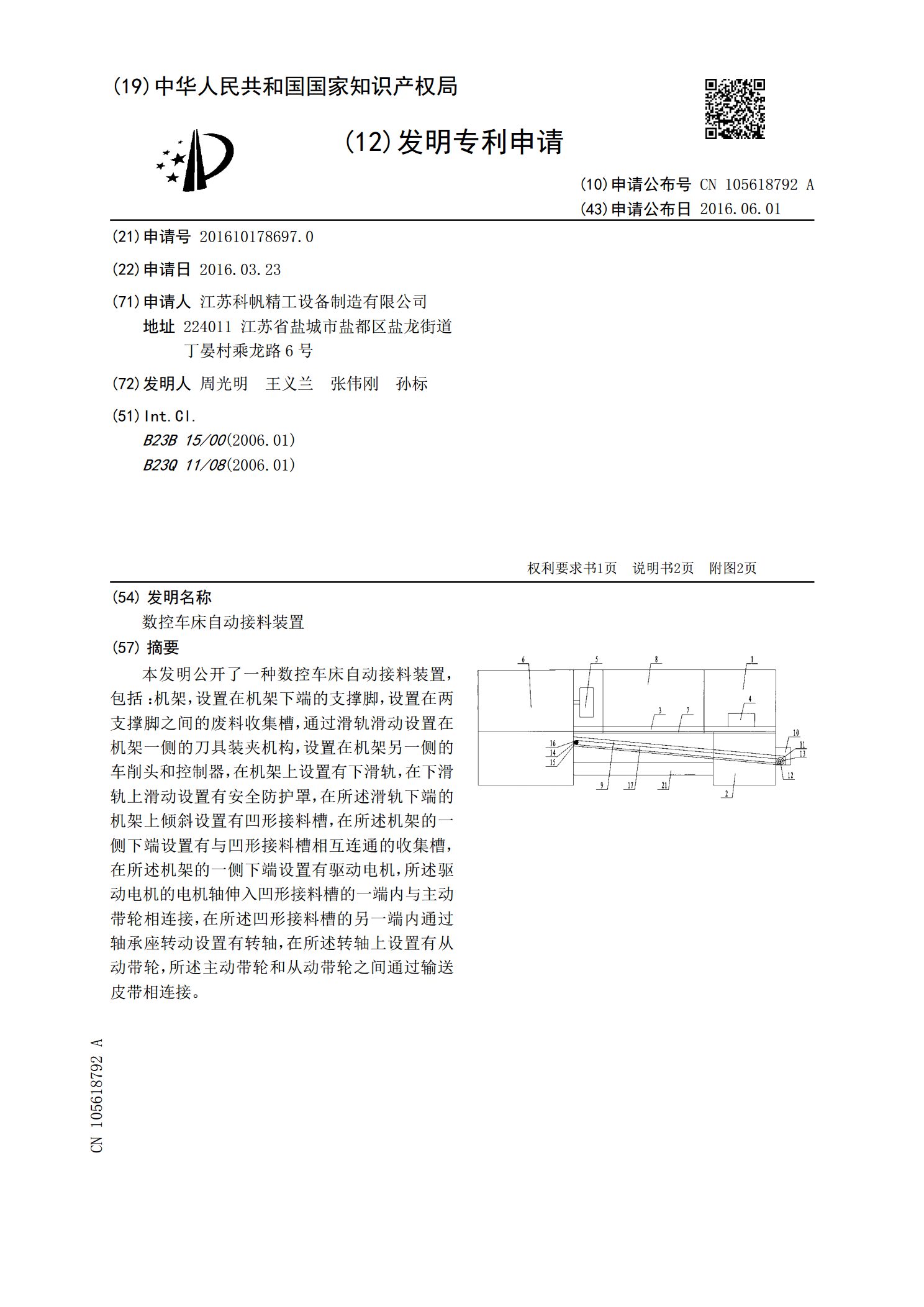
本发明公开了一种数控车床自动接料装置,包括:机架,设置在机架下端的支撑脚,设置在两支撑脚之间的废料收集槽,通过滑轨滑动设置在机架一侧的刀具装夹机构,设置在机架另一侧的车削头和控制器,在机架上设置有下滑轨,在下滑轨上滑动设置有安全防护罩,在所述滑轨下端的机架上倾斜设置有凹形接料槽,在所述机架的一侧下端设置有与凹形接料槽相互连通的收集槽,在所述机架的一侧下端设置有驱动电机,所述驱动电机的电机轴伸入凹形接料槽的一端内与主动带轮相连接,在所述凹形接料槽的另一端内通过轴承座转动设置有转轴,在所述转轴上设置有从动带轮
注塑吸料机吸料嘴.pdf
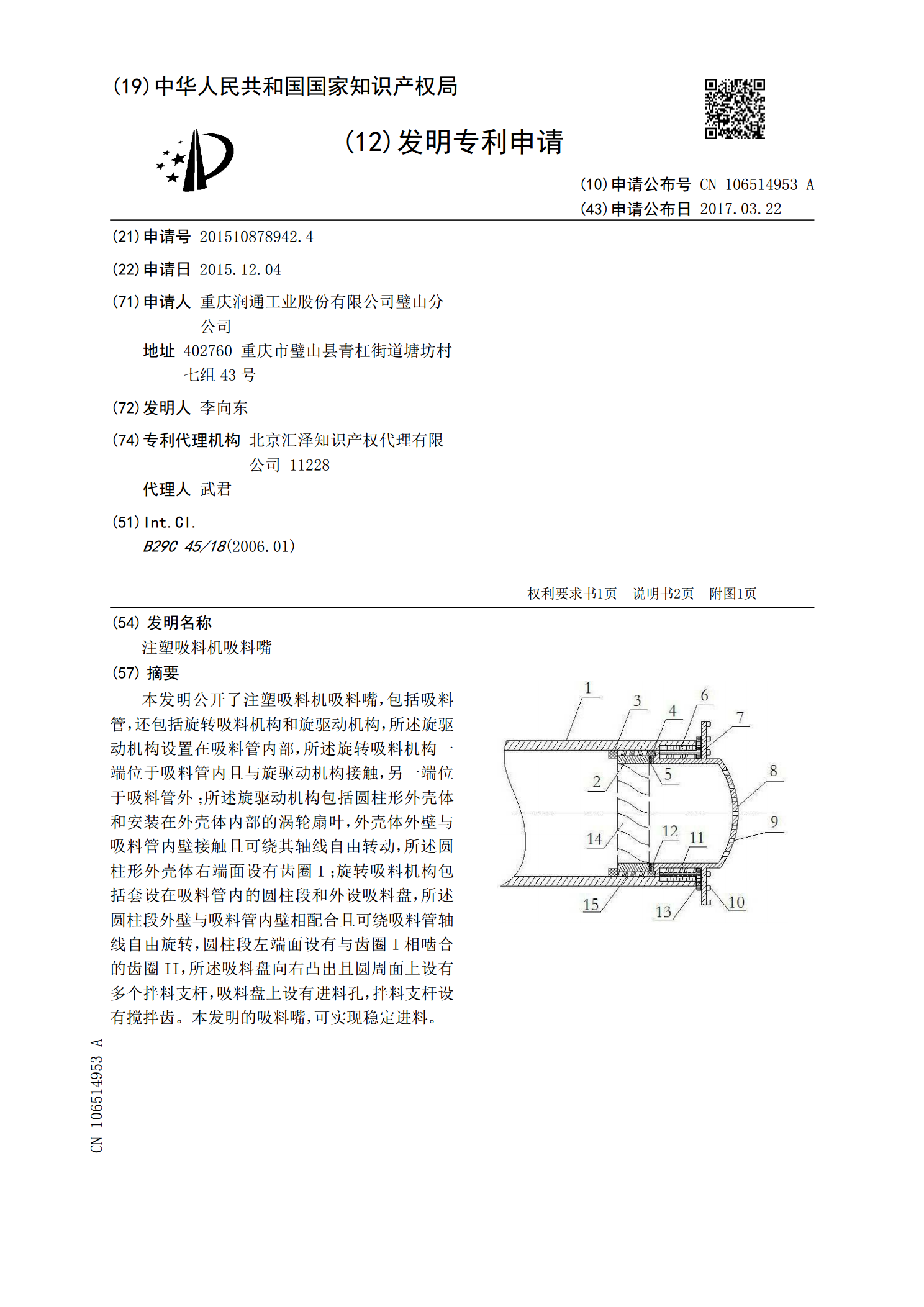
本发明公开了注塑吸料机吸料嘴,包括吸料管,还包括旋转吸料机构和旋驱动机构,所述旋驱动机构设置在吸料管内部,所述旋转吸料机构一端位于吸料管内且与旋驱动机构接触,另一端位于吸料管外;所述旋驱动机构包括圆柱形外壳体和安装在外壳体内部的涡轮扇叶,外壳体外壁与吸料管内壁接触且可绕其轴线自由转动,所述圆柱形外壳体右端面设有齿圈I;旋转吸料机构包括套设在吸料管内的圆柱段和外设吸料盘,所述圆柱段外壁与吸料管内壁相配合且可绕吸料管轴线自由旋转,圆柱段左端面设有与齿圈I相啮合的齿圈II,所述吸料盘向右凸出且圆周面上设有多个拌

螺栓自动分料上料机构.pdf
本发明公开了螺栓自动分料上料机构,属于卡箍组装领域,其结构包括振动盘、主料道、自动分料机构、分料道、自动抓取上料机构、卡箍定位机构和支撑架,所述的振动盘的末端与主料道相连,所述的分料道包括两个,对称设置在支撑架后部的左右两侧,主料道与分料道之间设置有自动分料机构,所述的自动抓取上料机构和卡箍定位机构分别设置在支撑架上,所述的自动抓取上料机构设置在分料道的后部、卡箍定位机构的上部。与现有技术相比,本发明的螺栓自动分料上料机构具有代替人工操作,实现了消防管件卡箍的自动化组装,提高了工作效率,降低了人工的劳动强