
错误检测方法和工件加工装置.pdf

兴朝****45


1/10
2/10
3/10

4/10

5/10

6/10
7/10
8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
错误检测方法和工件加工装置.pdf
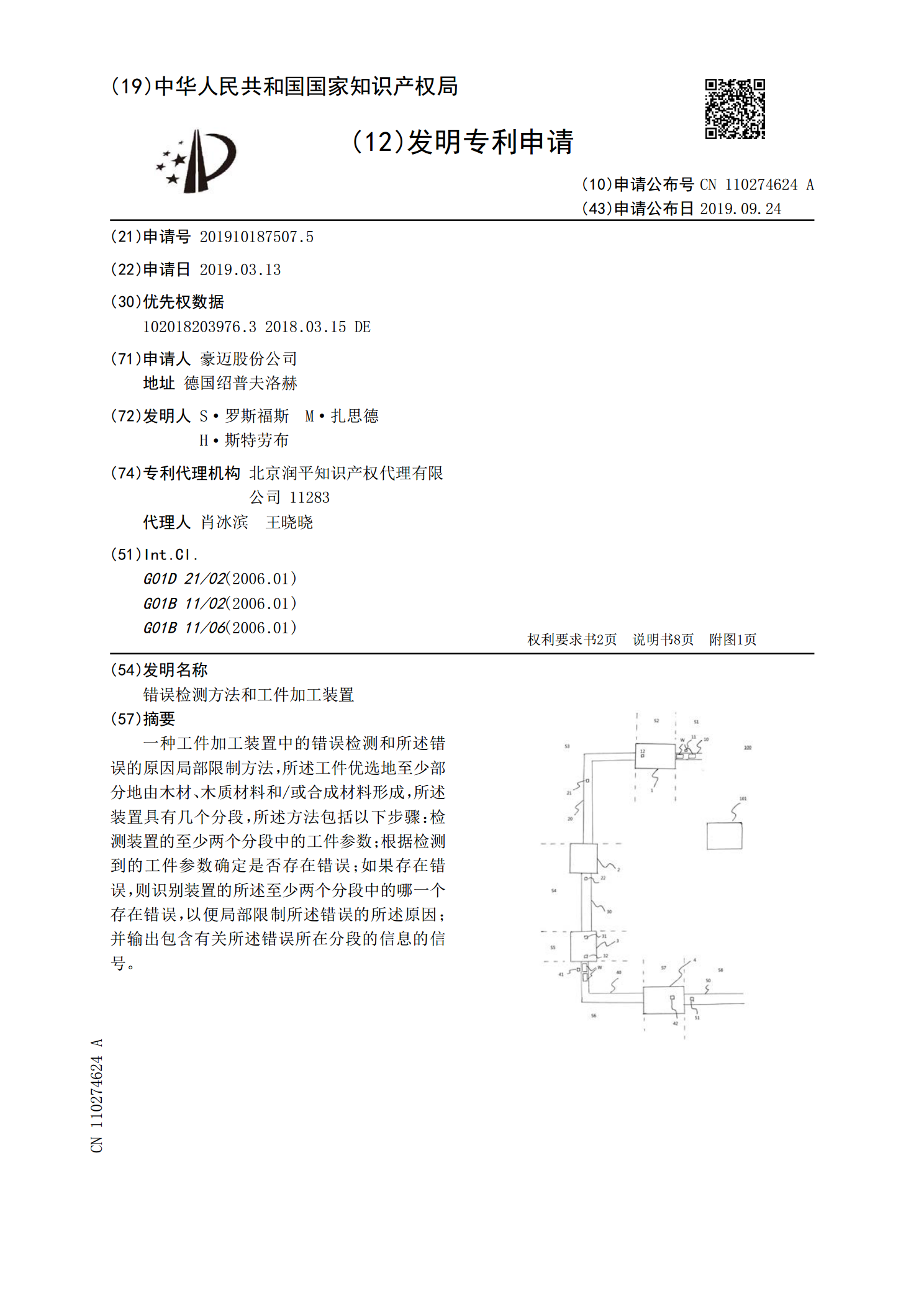
一种工件加工装置中的错误检测和所述错误的原因局部限制方法,所述工件优选地至少部分地由木材、木质材料和/或合成材料形成,所述装置具有几个分段,所述方法包括以下步骤:检测装置的至少两个分段中的工件参数;根据检测到的工件参数确定是否存在错误;如果存在错误,则识别装置的所述至少两个分段中的哪一个存在错误,以便局部限制所述错误的所述原因;并输出包含有关所述错误所在分段的信息的信号。

用于检测误差的方法和用于加工工件的装置.pdf
本发明涉及用于检测误差的方法和用于加工工件的装置。一种用于检测误差并定位用于加工工件的装置中的误差的起因的方法,所述工件优选地至少部分由木头、木材和/或合成材料形成,其中,所述装置具有多个片段。该方法包括以下步骤:在所述装置的至少两个片段中,检测与工件通流相关的状态信息;基于所述状态信息,确定是否存在误差;如果存在误差,则识别在所述装置的所述至少两个片段中的哪个片段中存在误差,以便定位所述误差的起因;并且输出包含关于在哪个片段中存在所述误差的信息的信号。
工件加工状态的检测方法、装置和电子设备.pdf
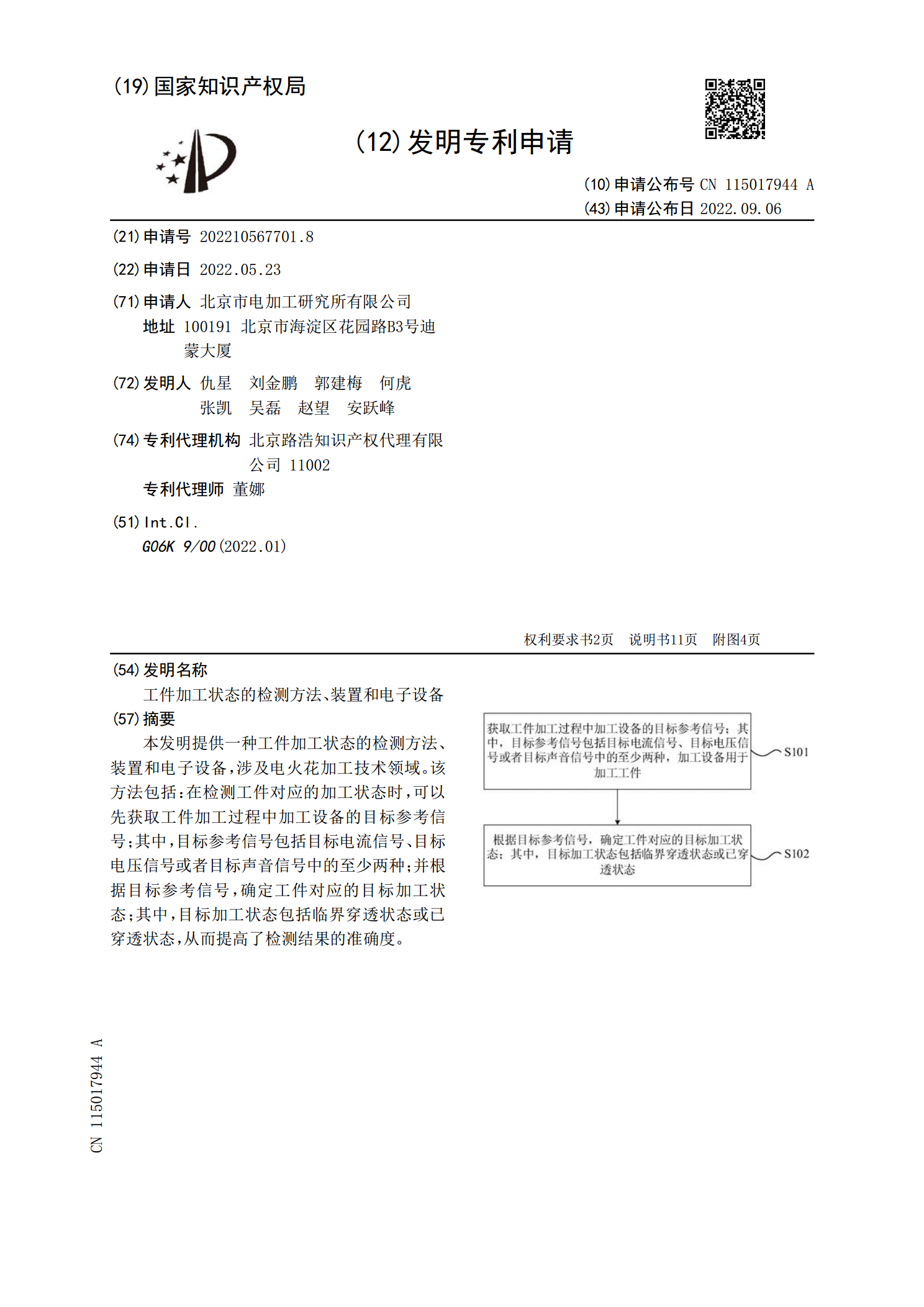
本发明提供一种工件加工状态的检测方法、装置和电子设备,涉及电火花加工技术领域。该方法包括:在检测工件对应的加工状态时,可以先获取工件加工过程中加工设备的目标参考信号;其中,目标参考信号包括目标电流信号、目标电压信号或者目标声音信号中的至少两种;并根据目标参考信号,确定工件对应的目标加工状态;其中,目标加工状态包括临界穿透状态或已穿透状态,从而提高了检测结果的准确度。

工件加工设备及用于运行工件加工设备的方法和控制装置.pdf
一种用于对工件(48、51)进行加工的工件加工设备(10),其包括:用于制造和/或加工工件(48、51)的边缘(50b、61a)的工具。本发明提出,工件加工设备包括至少一个提供信号的传感器装置(42),基于所述信号能够确定加工后的工件(48)的几何形状特性。

精加工带装置和工件精加工方法.pdf
本发明涉及一种精加工带装置(10),所述装置包括具有挤压辊的挤压装置(40),挤压辊向精加工带(24)的背侧施加挤压力,使得在从所述精加工带(24)的运行方向上看时,能够按照挤压力的大小将精加工带(24)的作用面在线性接触区域中朝着工件(48)的被精加工的周面(46)挤压,其中,设置有挤压辊支架(44),在挤压辊支架上布置有作为第一挤压辊(80)的一个挤压辊和作为第二挤压辊(82)的另一挤压辊,使得当在精加工带(24)的运行方向上观看时,通过两个挤压辊(80,82)能够将精加工带(24)的作用面在两个彼此