
绞车生产用板材焊接工艺.pdf

是你****辉呀


1/9

2/9
3/9

4/9

5/9
6/9
7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

绞车生产用板材焊接工艺.pdf
本发明属于机械设备技术领域,具体涉及一种绞车生产用板材焊接工艺,包括:板材加工;预变形处理;以及焊接成型。可以有效消除工件焊接后的弯曲变形,提高了绞车的装配精度和生产质量。
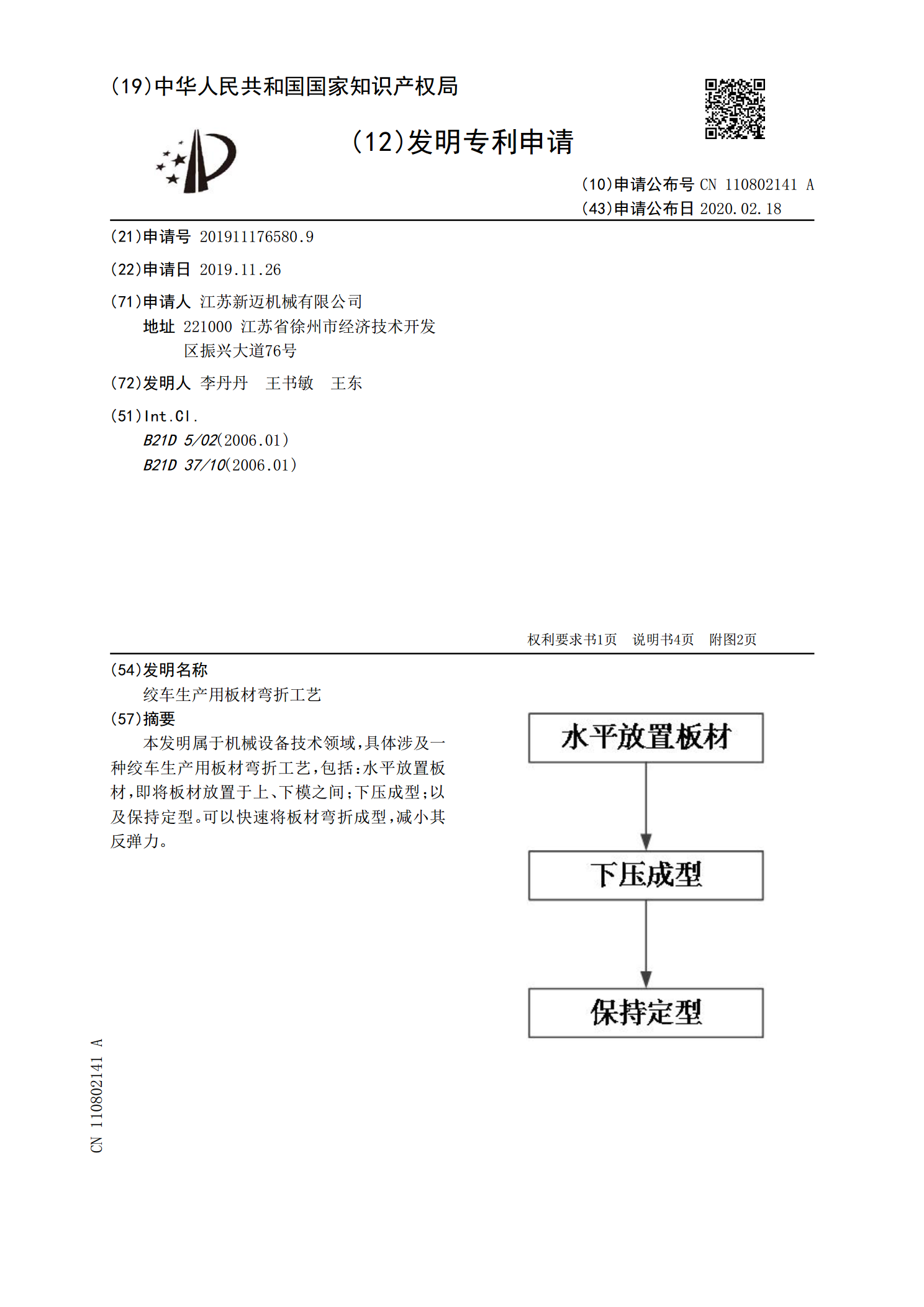
绞车生产用板材弯折工艺.pdf
本发明属于机械设备技术领域,具体涉及一种绞车生产用板材弯折工艺,包括:水平放置板材,即将板材放置于上、下模之间;下压成型;以及保持定型。可以快速将板材弯折成型,减小其反弹力。

绞车生产用板材焊接反变形工装.pdf
本发明属于机械设备技术领域,具体涉及一种绞车生产用板材焊接反变形工装,包括:圆盘底座、位于圆盘底座正面的若干个环形垫铁和位于圆盘底座背面的驱动机构;所述环形垫铁适于卡在工件与圆盘底座之间,且环形垫铁的外缘直径小于工件的截面直径;以及所述驱动机构适于拉动工件的周侧靠近圆盘底座运动,以通过环形垫铁使工件在整个截面上产生预变形。可以有效消除工件焊接后的弯曲变形,提高了绞车的装配精度和生产质量。
绞车生产用板材铣边工艺.pdf
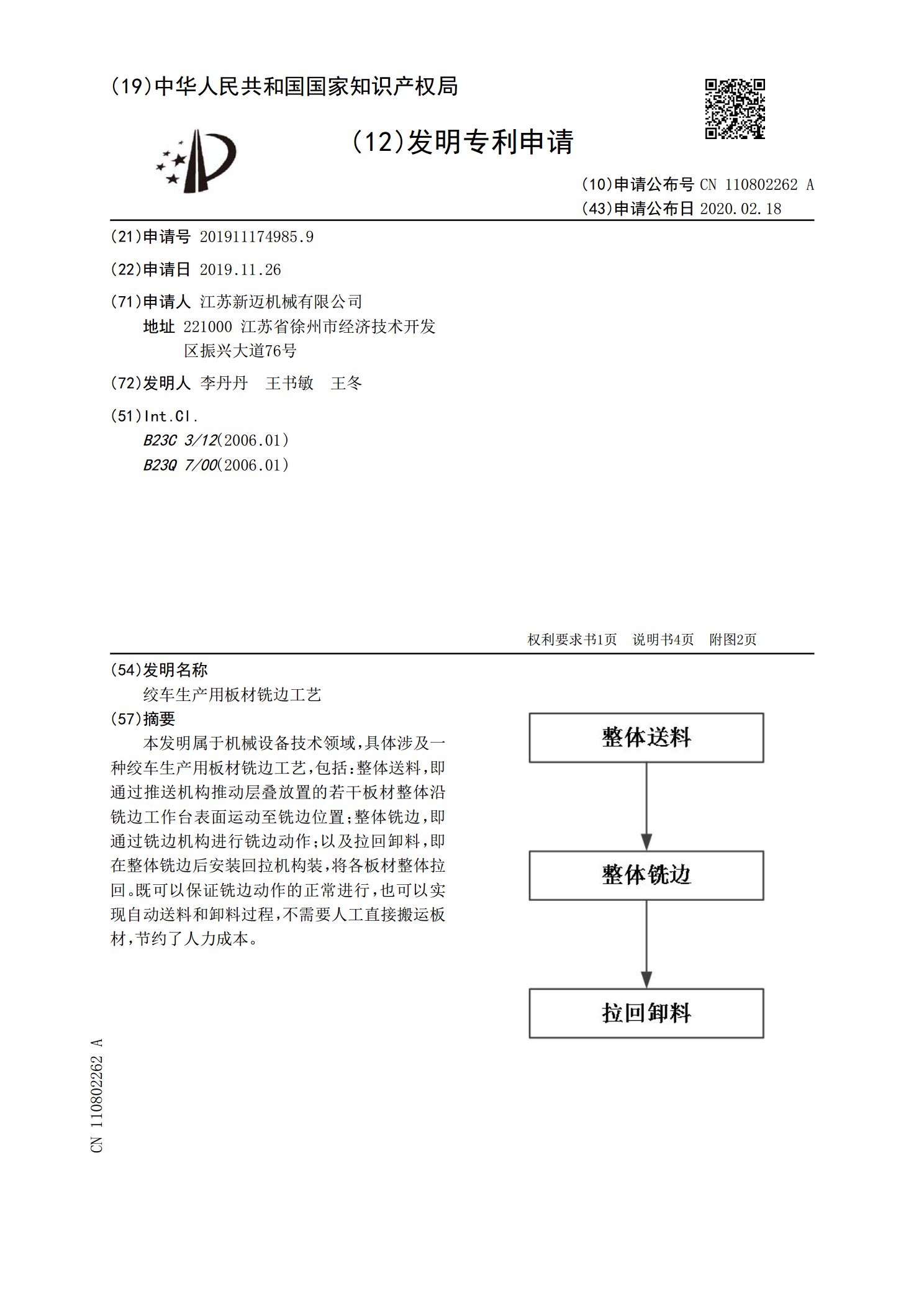
本发明属于机械设备技术领域,具体涉及一种绞车生产用板材铣边工艺,包括:整体送料,即通过推送机构推动层叠放置的若干板材整体沿铣边工作台表面运动至铣边位置;整体铣边,即通过铣边机构进行铣边动作;以及拉回卸料,即在整体铣边后安装回拉机构装,将各板材整体拉回。既可以保证铣边动作的正常进行,也可以实现自动送料和卸料过程,不需要人工直接搬运板材,节约了人力成本。
绞车生产用板材抗反弹弯形模具.pdf
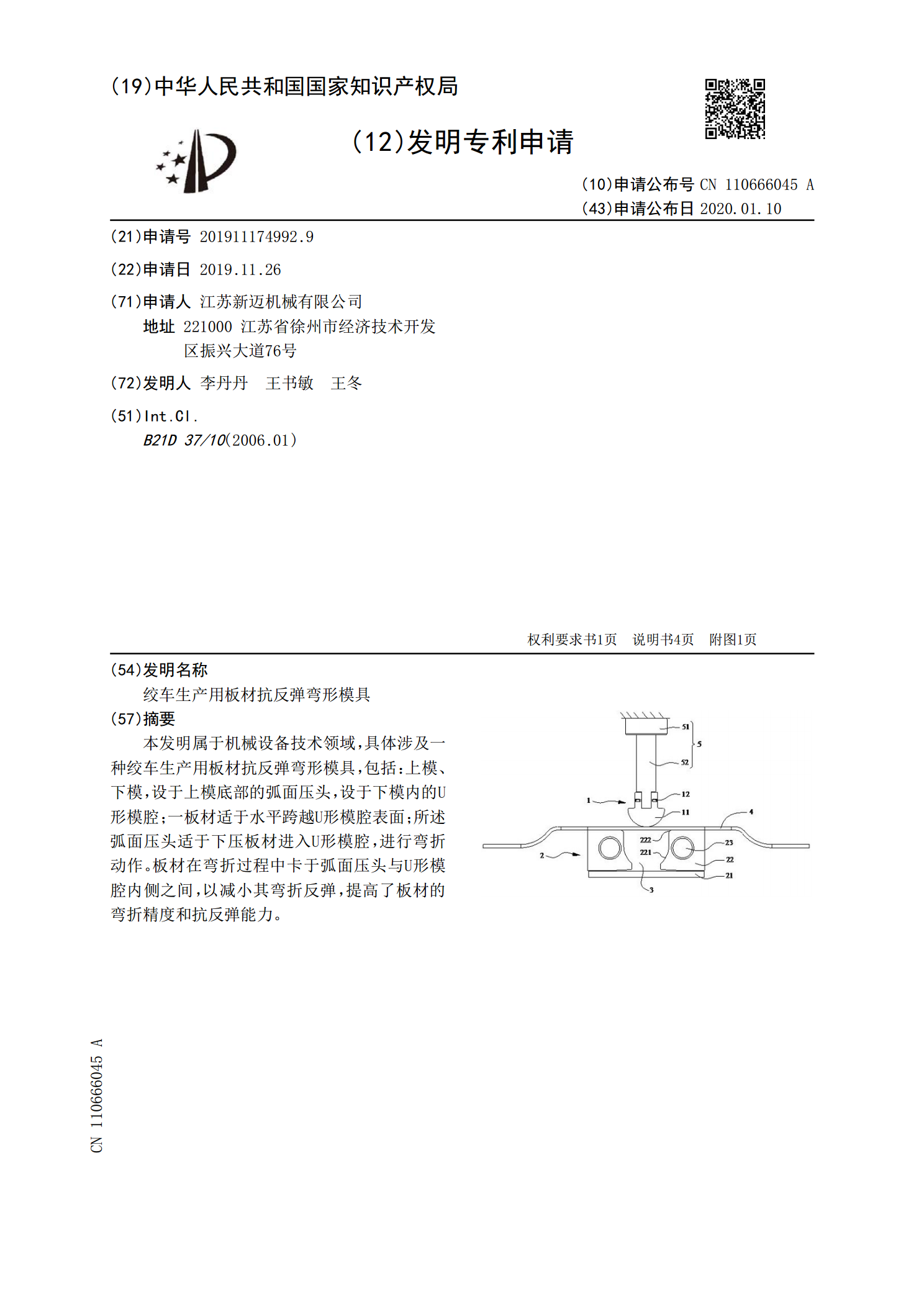
本发明属于机械设备技术领域,具体涉及一种绞车生产用板材抗反弹弯形模具,包括:上模、下模,设于上模底部的弧面压头,设于下模内的U形模腔;一板材适于水平跨越U形模腔表面;所述弧面压头适于下压板材进入U形模腔,进行弯折动作。板材在弯折过程中卡于弧面压头与U形模腔内侧之间,以减小其弯折反弹,提高了板材的弯折精度和抗反弹能力。