
非接触式极值法内径检测方法和装置.pdf

鸿朗****ka


1/8
2/8
3/8

4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
非接触式极值法内径检测方法和装置.pdf
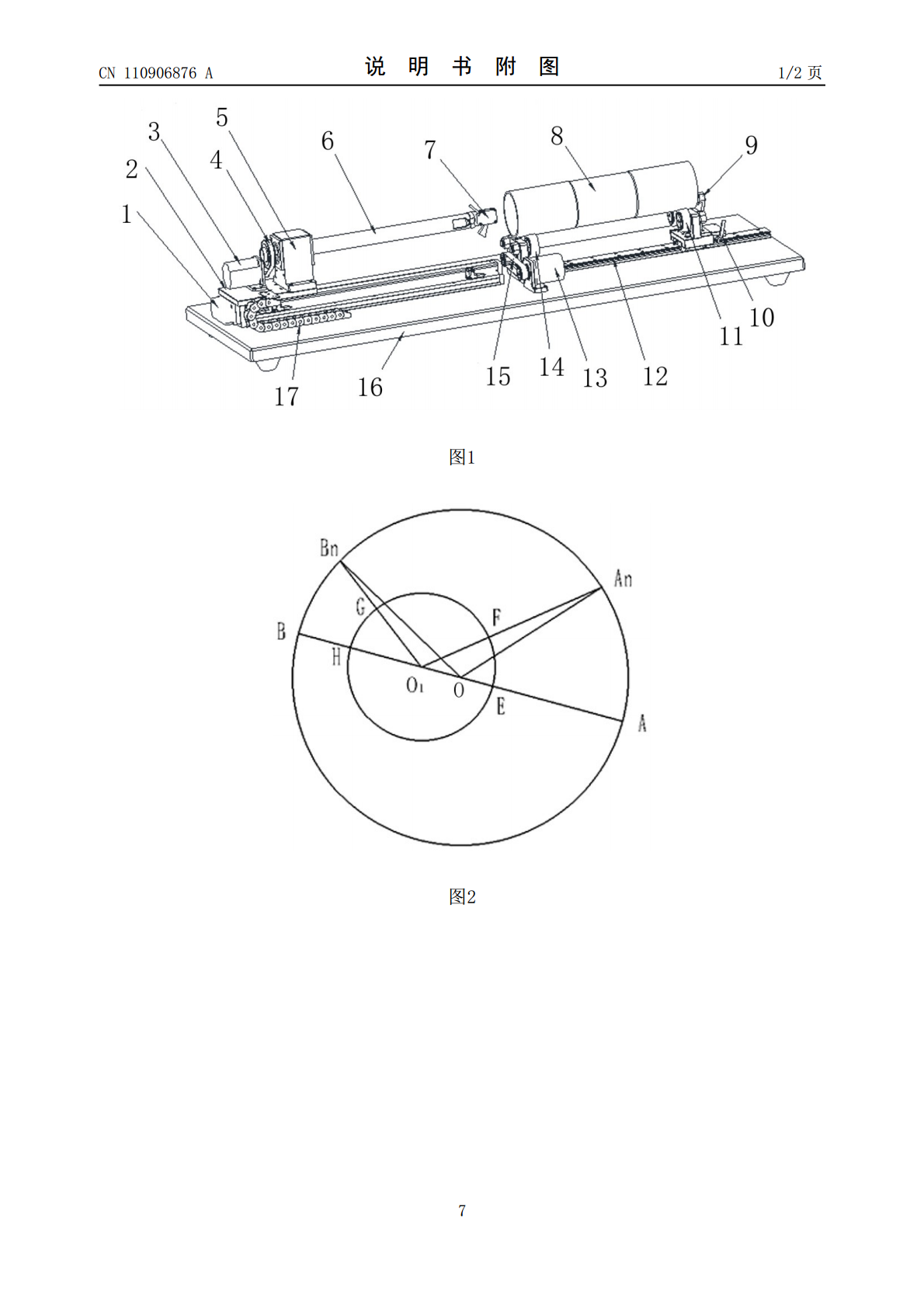
本发明属于高精度非接触式检测技术领域;采用接触式检测只能进行定性检测,检测时可能划伤零件表面,取样点少,检测效率低、精度低,采用激光非接触式测量的三点法、最小二乘法、正宇弦定理等方法计算公式繁琐、过程复杂、系统运行缓慢、效率低,本发明提供一种非接触式极值法内径检测方法和装置,通过标准件对本装置进行标定后确定传感器的旋转半径,传感器安装杆伸入待测件内腔进行测量,根据测量所得数据与传感器旋转半径计算获得待测件内径,本方法实现无损测量,检测精度高,计算简单高效,能够满足大批量的离线或在线检测,传感器的旋转控制精

一种非接触3点测量圆孔内径的装置和方法.pdf
本发明属于材料测量技术领域,且公开了一种非接触3点测量圆孔内径的装置和方法,包括三个激光位移传感器,三个所述激光位移传感器的外侧均固定安装有传感器支撑架,三个所述传感器支撑架的底部均固定安装有二轴倾斜台,三个所述二轴倾斜台的底部均固定安装有二轴平移台,位于所述激光位移传感器折角中部区域的底部放置有工件承载座,所述工件承载座的顶部固定安装有被测圆孔工件。本发明采用基于四棱台反射镜的非接触点测量,传感器探头无需置入被测孔径内,适合小孔径工件的内径测量,且非接触避免了工件表面损伤;放入被测工件时,无需工件与四棱

非接触式焊条偏心值检测装置与方法.pdf
本发明提供了一种非接触式焊条偏心值检测装置与方法,图像采集机构和偏心值处理机构,所述图像采集机构设有两组,两组图像采集机构均电连接偏心值处理机构,两组图像采集机构分别设于传送带的两侧,步骤A,焊条平行移动;步骤B,图像预处理;步骤C,边缘检测;步骤D,轮廓壁厚差求偏心值。本发明所述的非接触式焊条偏心值检测装置与方法,利用机器视觉检测,与焊条生产线完全独立,可以保证生产效率;并且该方法可以完全摆脱人工测量,做到对每一根焊条都能检测,提高测量精度和准确度。

非接触式螺丝检测装置.pdf
本发明公开了一种非接触式螺丝检测装置,包括:一应力片总成,一读取设备,所述应力片总成包括一MCU处理器,一供电部分,一压力和扭力检测部分及一无线通讯部分,所述供电部分在所述读取设备靠近时候通过非接触方式供电,所述压力和扭力检测部分对压力及扭矩进行检测,传送给MCU处理器,MCU处理器将检测结果通过所述无线通讯部分发送给所述读取设备,能够大大提高城轨、铁路、汽车、轮船、航天等高振动和高强度的环境下,需要频繁检测螺丝、螺栓和紧固件的压力及扭矩的检测效率。

非接触式飞轮齿圈内径检测系统轴系误差分析.docx
非接触式飞轮齿圈内径检测系统轴系误差分析摘要:本论文主要研究非接触式飞轮齿圈内径检测系统轴系误差分析。首先介绍了飞轮齿圈内径检测技术的研究背景和意义,然后详细分析了非接触式飞轮齿圈内径检测系统的构造和原理,接着进行了轴系误差的分析,并结合实验数据进行验证。最后总结了本论文的研究成果和对未来研究的展望。关键词:非接触式飞轮齿圈内径检测系统;轴系误差分析;实验验证1.引言飞轮齿圈作为一种常用的传动装置,在工业生产中起着重要的作用。为了保证飞轮齿圈的精度和可靠性,对其内径进行准确测量是非常重要的。传统的测量方法