
一种焊接旋转工装以及旋转焊接方法.pdf

静芙****可爱

1/10
2/10

3/10

4/10
5/10
6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种焊接旋转工装以及旋转焊接方法.pdf
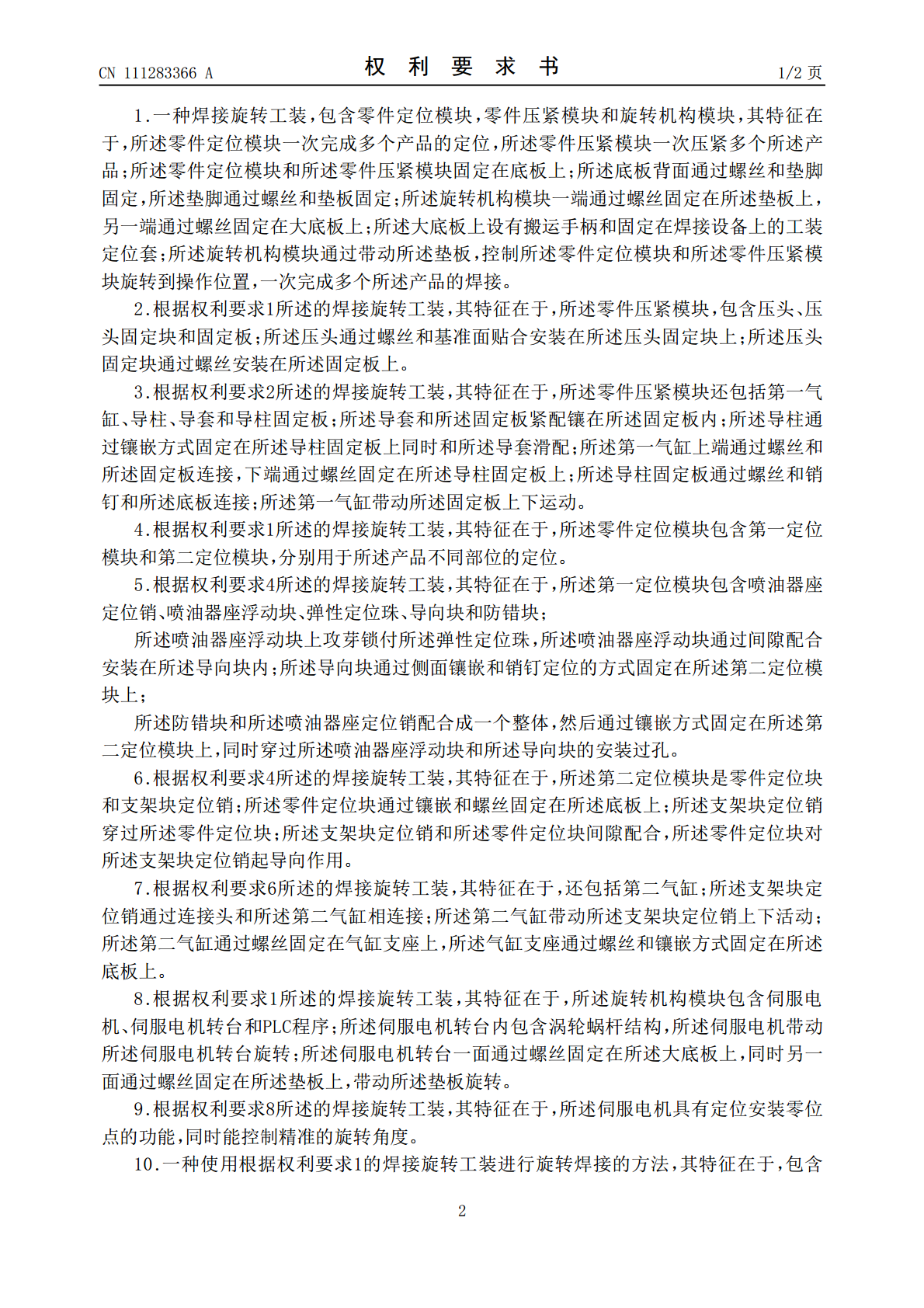
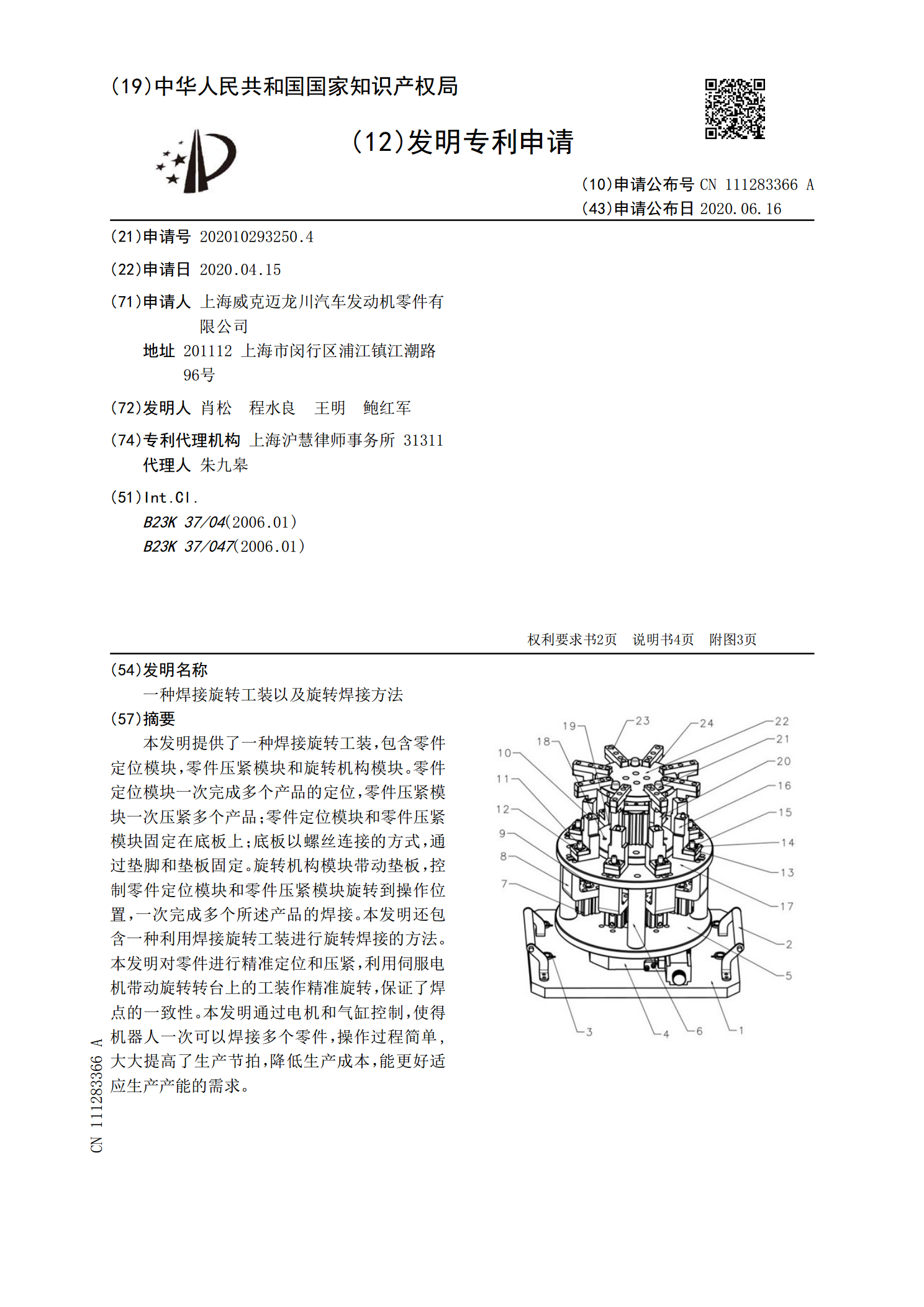
本发明提供了一种焊接旋转工装,包含零件定位模块,零件压紧模块和旋转机构模块。零件定位模块一次完成多个产品的定位,零件压紧模块一次压紧多个产品;零件定位模块和零件压紧模块固定在底板上;底板以螺丝连接的方式,通过垫脚和垫板固定。旋转机构模块带动垫板,控制零件定位模块和零件压紧模块旋转到操作位置,一次完成多个所述产品的焊接。本发明还包含一种利用焊接旋转工装进行旋转焊接的方法。本发明对零件进行精准定位和压紧,利用伺服电机带动旋转转台上的工装作精准旋转,保证了焊点的一致性。本发明通过电机和气缸控制,使得机器人一次可

一种自动焊接旋转工装.pdf
本发明公开了一种自动焊接旋转工装,包括工作台、底座和L型固定板,底座顶部的中部与法兰盘固定连接,法兰盘的中部与支撑柱的底端焊接,支撑柱的顶端与容纳筒的底端焊接,容纳筒内套有转动柱,转动柱的顶端与工作台底端的中部固定连接,工作台的底部与传动齿轮固定连接,底座顶部的一侧与L型固定板的底部固定连接,L型固定板一边侧的中部与电动机的一侧固定连接,L型固定板一边侧的顶部与减速机的一侧固定连接,减速机的输出端与驱动齿轮的中部固定连接,驱动齿轮与传动齿轮啮合连接。本发明通过驱动齿轮与传动齿轮啮合连接,可以带动工作台旋转

一种旋转焊接用工装治具.pdf
本发明公开了一种旋转焊接用工装治具,包括机架、工件撑持单元、工件压持单元和工件举升单元,其中,工件撑持单元固定设置在机架的顶端面上,待焊接工件安放于工件撑持单元上,工件压持单元安装在机架的侧部,并对待焊接工件的上部和侧部进行压持固定,工件举升单元安装固定在机架的内部底端面上。本发明结构简单,能够实现对工件的支撑固定,同时,还能利用滚轮实现对工件的旋转支撑,进而调节工件的加工位置,其能够满足焊接操作的需要,提高了焊接过程的灵活性。
一种自动旋转焊接装置和焊接方法.pdf
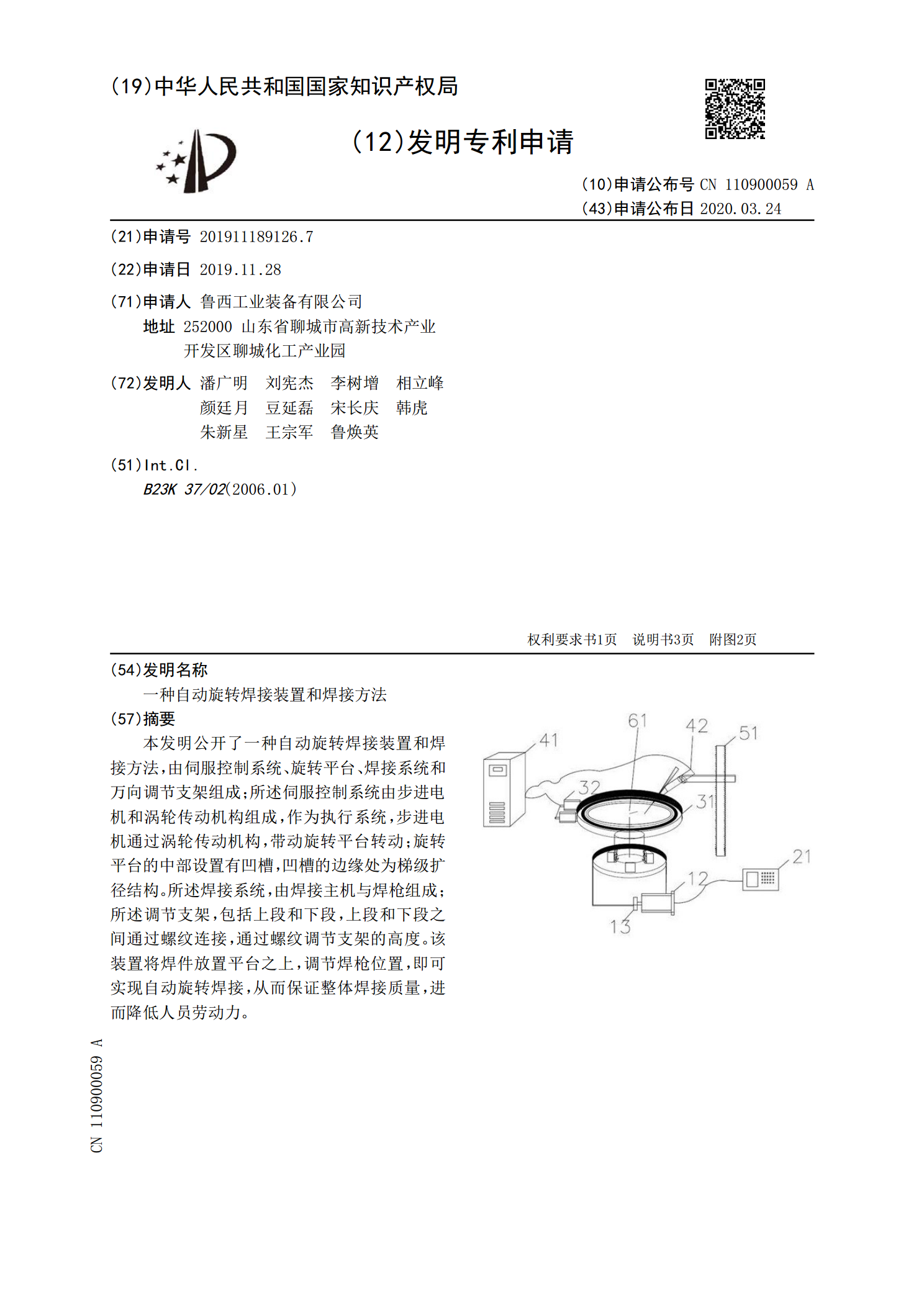
本发明公开了一种自动旋转焊接装置和焊接方法,由伺服控制系统、旋转平台、焊接系统和万向调节支架组成;所述伺服控制系统由步进电机和涡轮传动机构组成,作为执行系统,步进电机通过涡轮传动机构,带动旋转平台转动;旋转平台的中部设置有凹槽,凹槽的边缘处为梯级扩径结构。所述焊接系统,由焊接主机与焊枪组成;所述调节支架,包括上段和下段,上段和下段之间通过螺纹连接,通过螺纹调节支架的高度。该装置将焊件放置平台之上,调节焊枪位置,即可实现自动旋转焊接,从而保证整体焊接质量,进而降低人员劳动力。
一种可自动旋转的焊接用固定工装.pdf
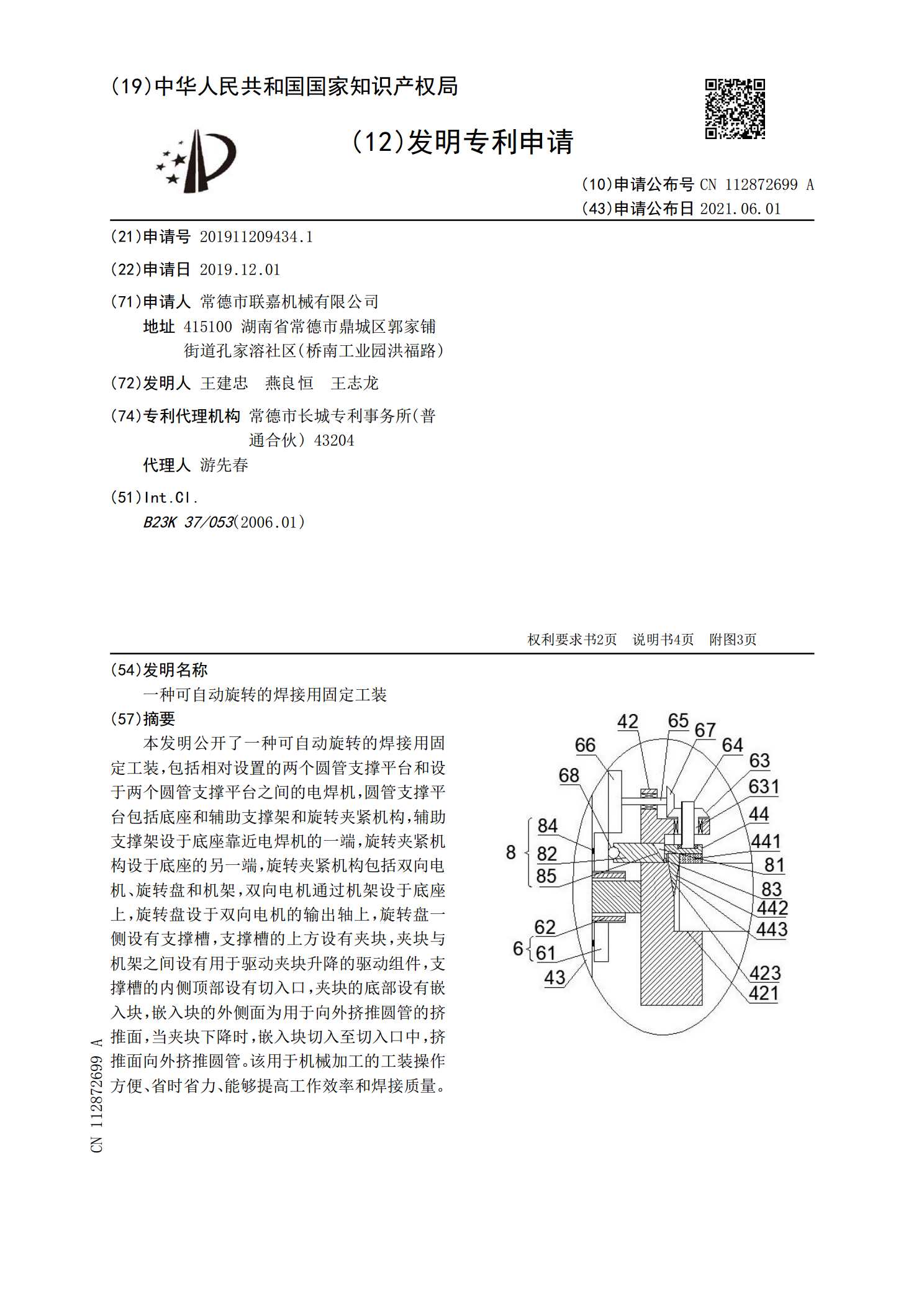
本发明公开了一种可自动旋转的焊接用固定工装,包括相对设置的两个圆管支撑平台和设于两个圆管支撑平台之间的电焊机,圆管支撑平台包括底座和辅助支撑架和旋转夹紧机构,辅助支撑架设于底座靠近电焊机的一端,旋转夹紧机构设于底座的另一端,旋转夹紧机构包括双向电机、旋转盘和机架,双向电机通过机架设于底座上,旋转盘设于双向电机的输出轴上,旋转盘一侧设有支撑槽,支撑槽的上方设有夹块,夹块与机架之间设有用于驱动夹块升降的驱动组件,支撑槽的内侧顶部设有切入口,夹块的底部设有嵌入块,嵌入块的外侧面为用于向外挤推圆管的挤推面,当夹块