
一种孔反向加工装置及加工方法.pdf

是你****优呀


1/8
2/8

3/8

4/8

5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种孔反向加工装置及加工方法.pdf
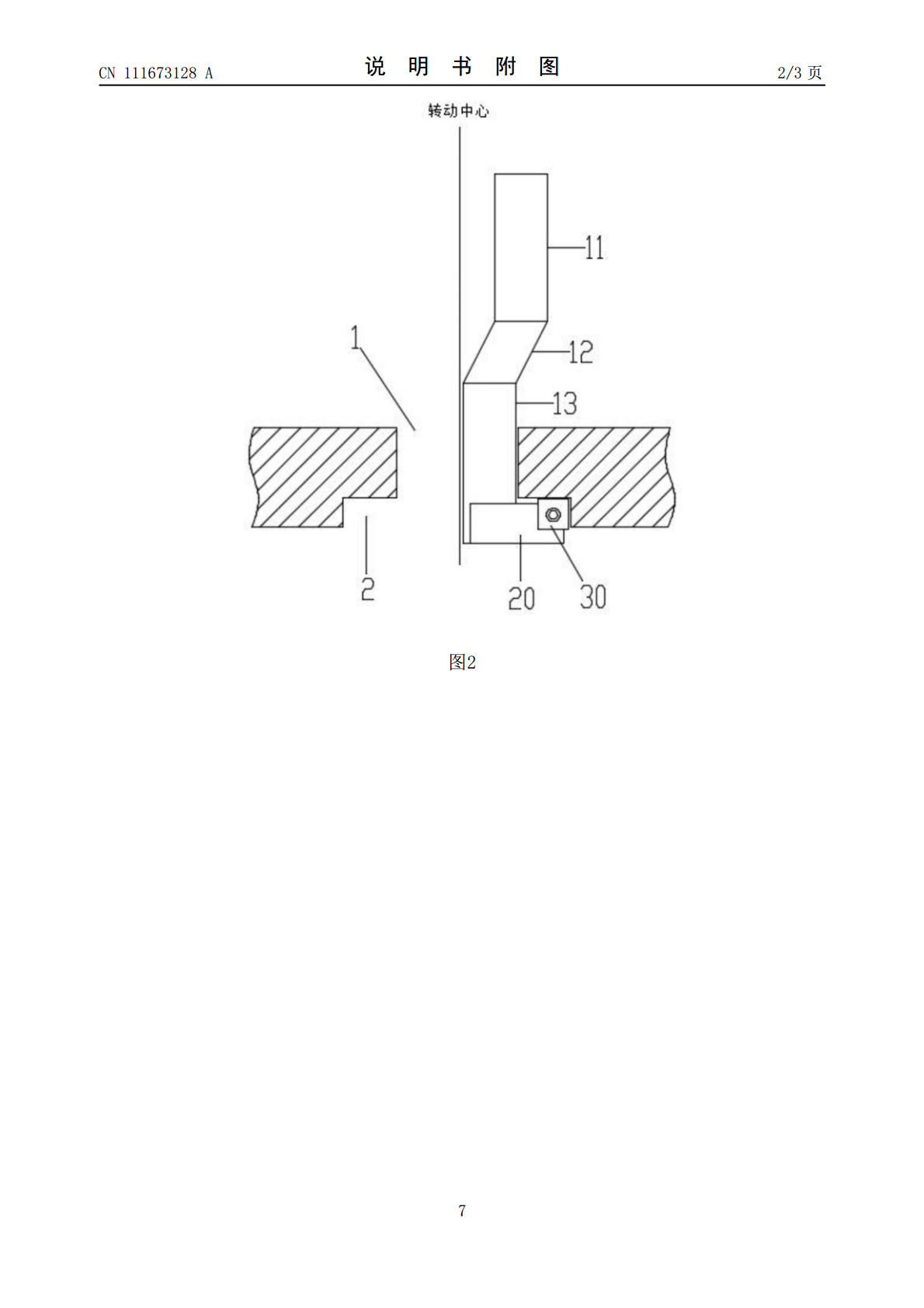
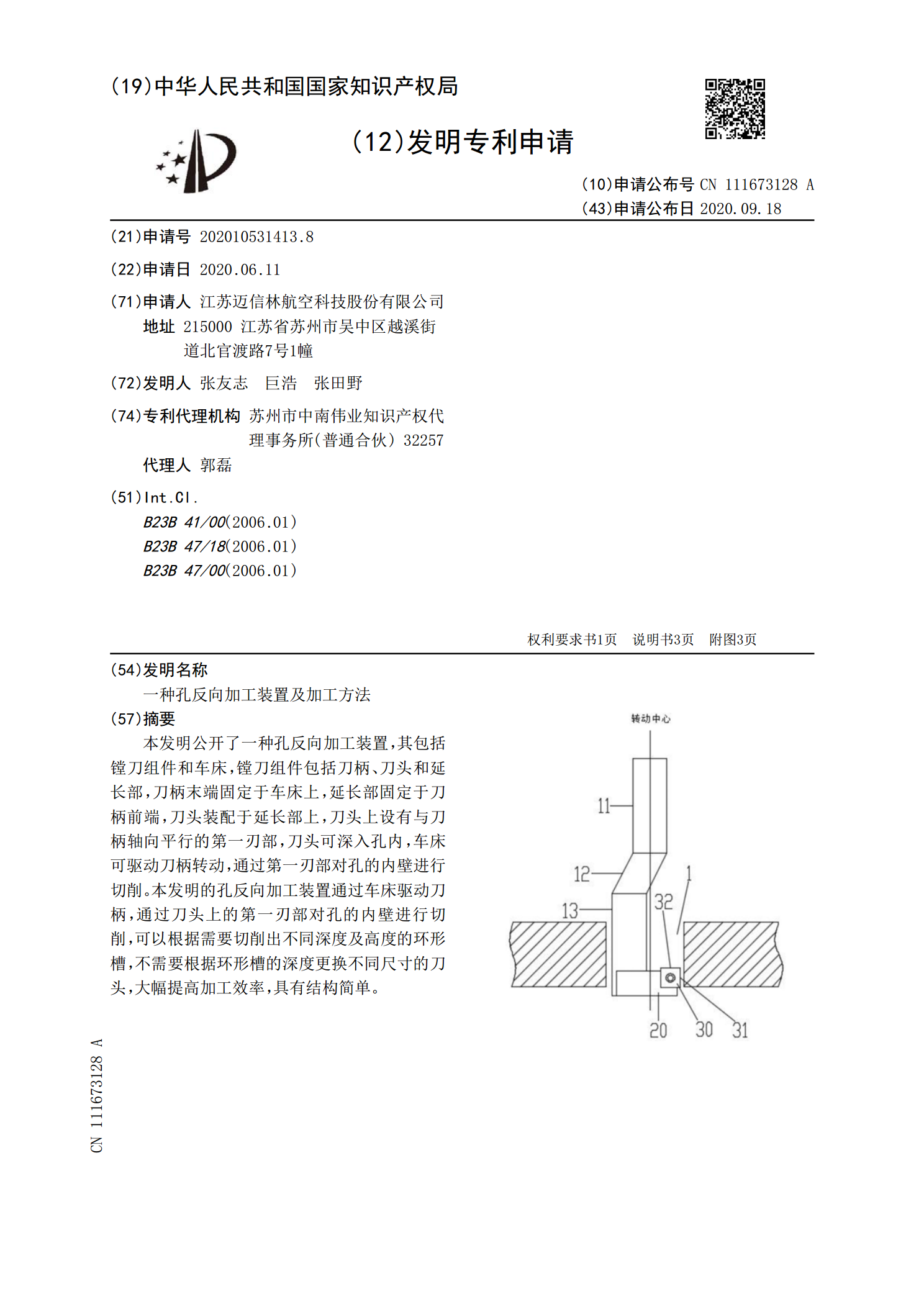
本发明公开了一种孔反向加工装置,其包括镗刀组件和车床,镗刀组件包括刀柄、刀头和延长部,刀柄末端固定于车床上,延长部固定于刀柄前端,刀头装配于延长部上,刀头上设有与刀柄轴向平行的第一刃部,刀头可深入孔内,车床可驱动刀柄转动,通过第一刃部对孔的内壁进行切削。本发明的孔反向加工装置通过车床驱动刀柄,通过刀头上的第一刃部对孔的内壁进行切削,可以根据需要切削出不同深度及高度的环形槽,不需要根据环形槽的深度更换不同尺寸的刀头,大幅提高加工效率,具有结构简单。

一种有限空间反向加工内孔系的加工方法.pdf
本发明涉及一种有限空间反向加工内孔系的加工方法,属于机械加工技术领域;本发明首先通过机床将零件的加工基准与定位工装的加工基准统一,然后,利用定位工装进行定位、防转、紧固,保证有限空间内孔系的尺寸公差与位置精度,最后人工通过定位工装进行打孔。定位工装整体为台阶轴类结构,从小端到大段依次设有工装基准面、锁紧机构、工装刻线、定位面I、定位面II、钻套和调节孔;定位面I和定位面II,保证与零件同轴度和垂直度;工装基准面保证与零件的基准统一;调节孔和工装刻线辅助对正,用锁紧机构锁紧,通过钻套进行孔系加工。与现有技术

一种成型孔的加工装置及加工方法.pdf
本发明提供一种成型孔的加工装置及加工方法,所述加工装置包括砂轮(4)和砂轮杆(5),所述砂轮(4)与砂轮杆(5)一端的砂轮安装部(52)固定连接,且砂轮(4)上的砂轮安装孔(41)与砂轮杆(5)上的砂轮安装部(52)之间是过盈配合,所述砂轮杆(5)另一端为砂轮杆装夹部(51),所述砂轮(4)的轴向宽度小于成型孔的轴向宽度,所述砂轮安装孔(41)直径公差为0-0.01mm,所述砂轮安装部(52)直径公差为0.01-0.02。利用本发明的加工装置进行成型孔的磨削加工时,可以实现纵向往复、横向进给的磨削方式来加
一种成对加工射孔枪内盲孔的加工装置及加工方法.pdf
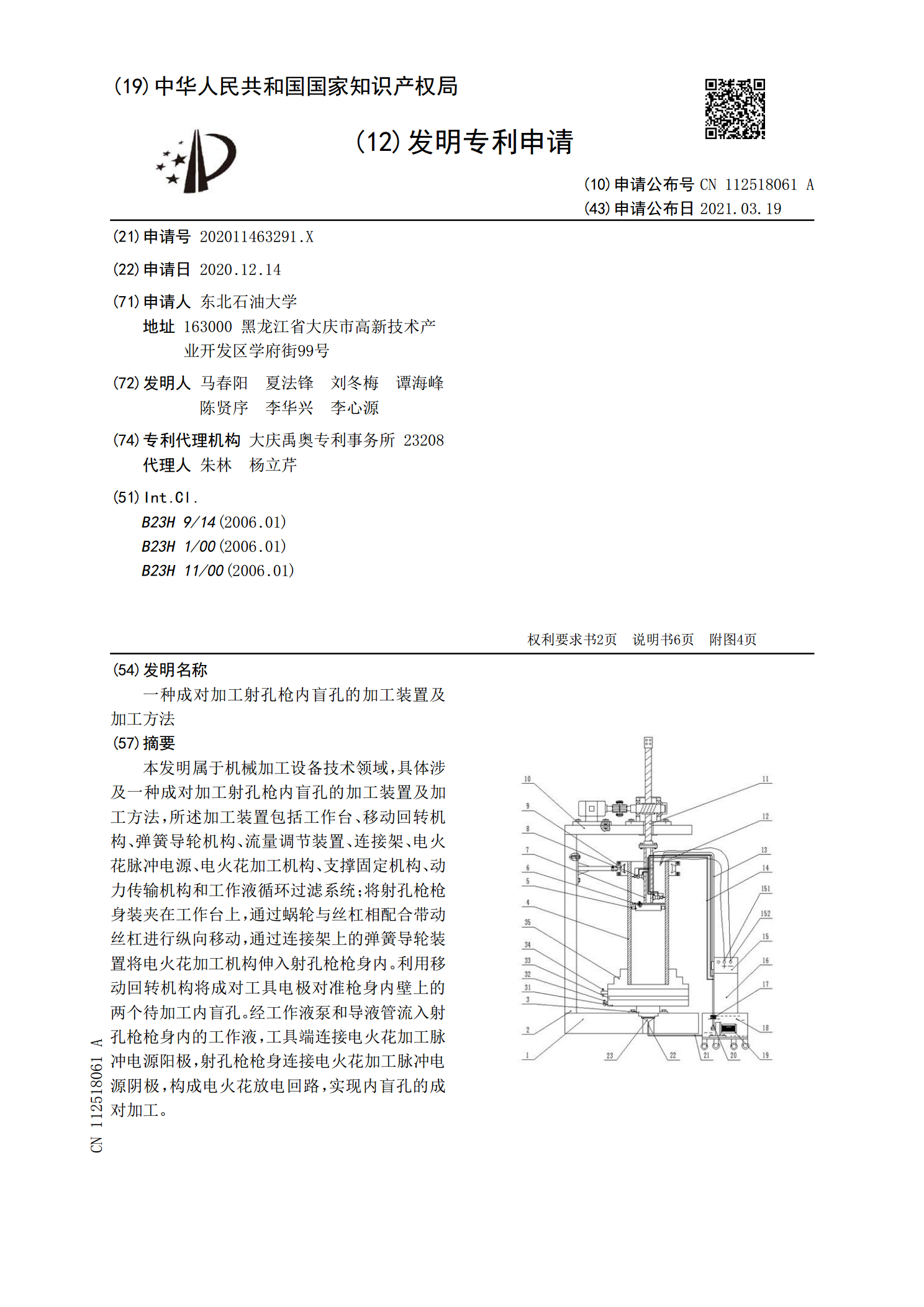
本发明属于机械加工设备技术领域,具体涉及一种成对加工射孔枪内盲孔的加工装置及加工方法,所述加工装置包括工作台、移动回转机构、弹簧导轮机构、流量调节装置、连接架、电火花脉冲电源、电火花加工机构、支撑固定机构、动力传输机构和工作液循环过滤系统;将射孔枪枪身装夹在工作台上,通过蜗轮与丝杠相配合带动丝杠进行纵向移动,通过连接架上的弹簧导轮装置将电火花加工机构伸入射孔枪枪身内。利用移动回转机构将成对工具电极对准枪身内壁上的两个待加工内盲孔。经工作液泵和导液管流入射孔枪枪身内的工作液,工具端连接电火花加工脉冲电源阳极
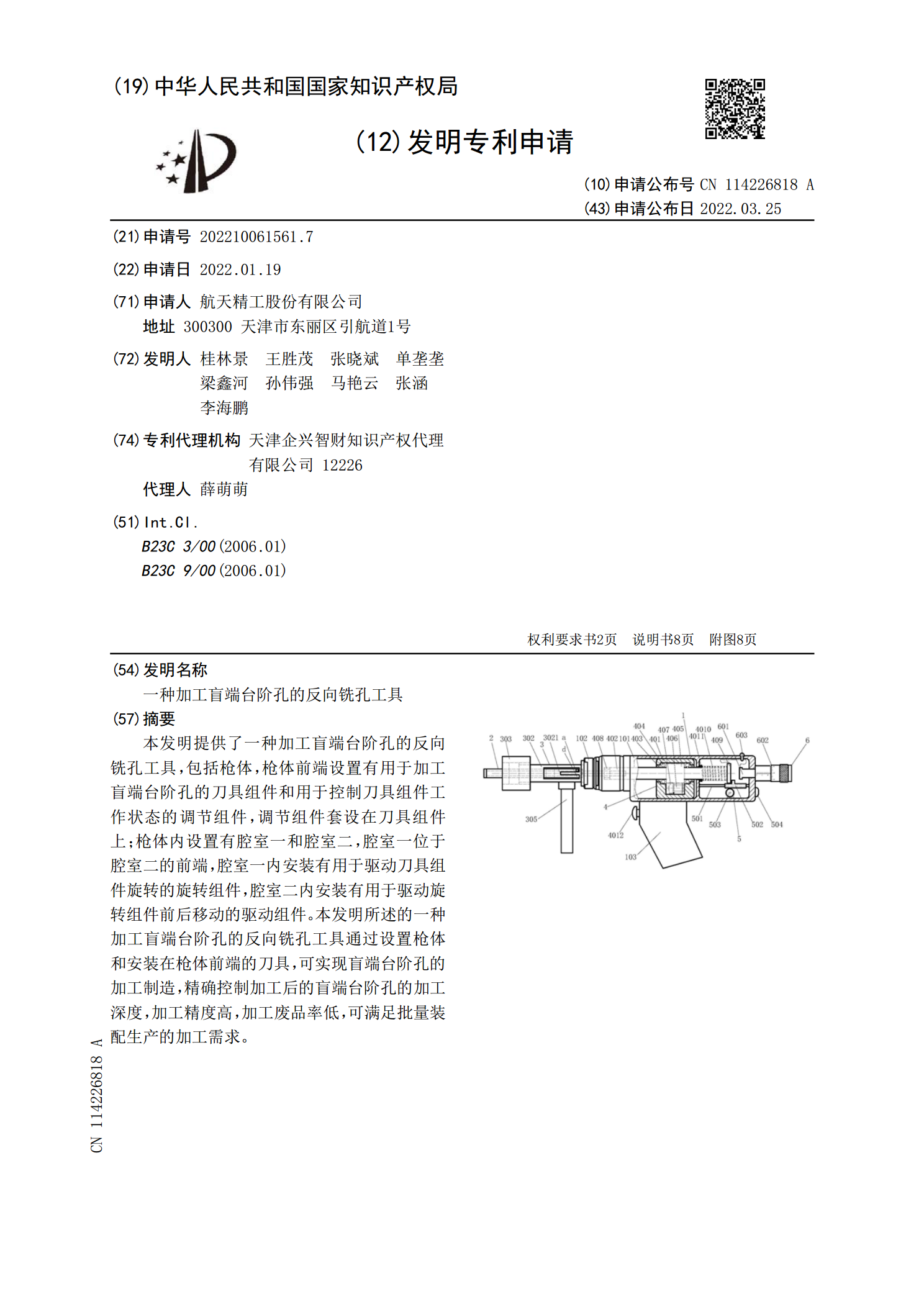
一种加工盲端台阶孔的反向铣孔工具.pdf
本发明提供了一种加工盲端台阶孔的反向铣孔工具,包括枪体,枪体前端设置有用于加工盲端台阶孔的刀具组件和用于控制刀具组件工作状态的调节组件,调节组件套设在刀具组件上;枪体内设置有腔室一和腔室二,腔室一位于腔室二的前端,腔室一内安装有用于驱动刀具组件旋转的旋转组件,腔室二内安装有用于驱动旋转组件前后移动的驱动组件。本发明所述的一种加工盲端台阶孔的反向铣孔工具通过设置枪体和安装在枪体前端的刀具,可实现盲端台阶孔的加工制造,精确控制加工后的盲端台阶孔的加工深度,加工精度高,加工废品率低,可满足批量装配生产的加工需求