
一种有限空间反向加工内孔系的加工方法.pdf

书生****瑞梦

1/8
2/8

3/8
4/8

5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种有限空间反向加工内孔系的加工方法.pdf
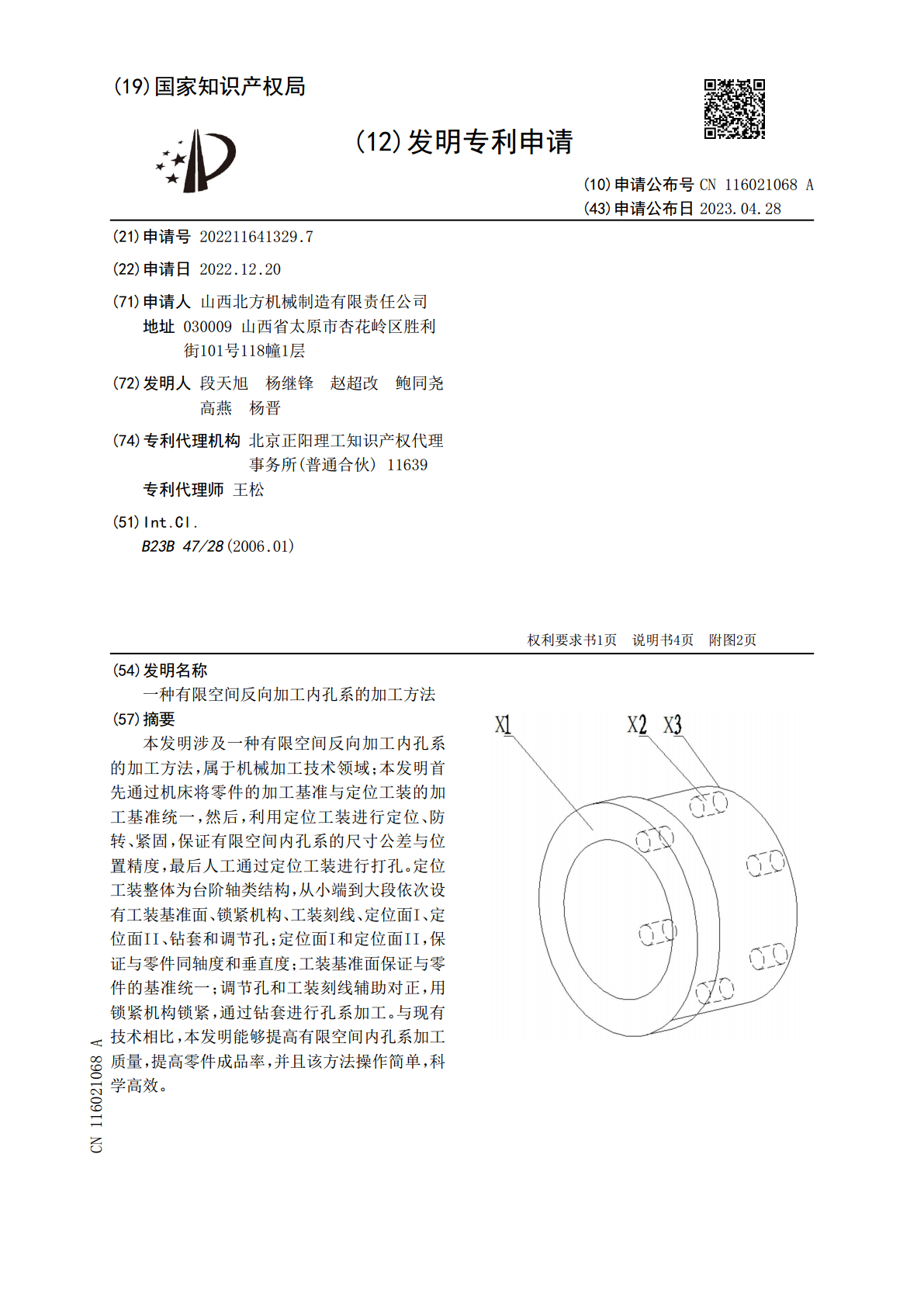
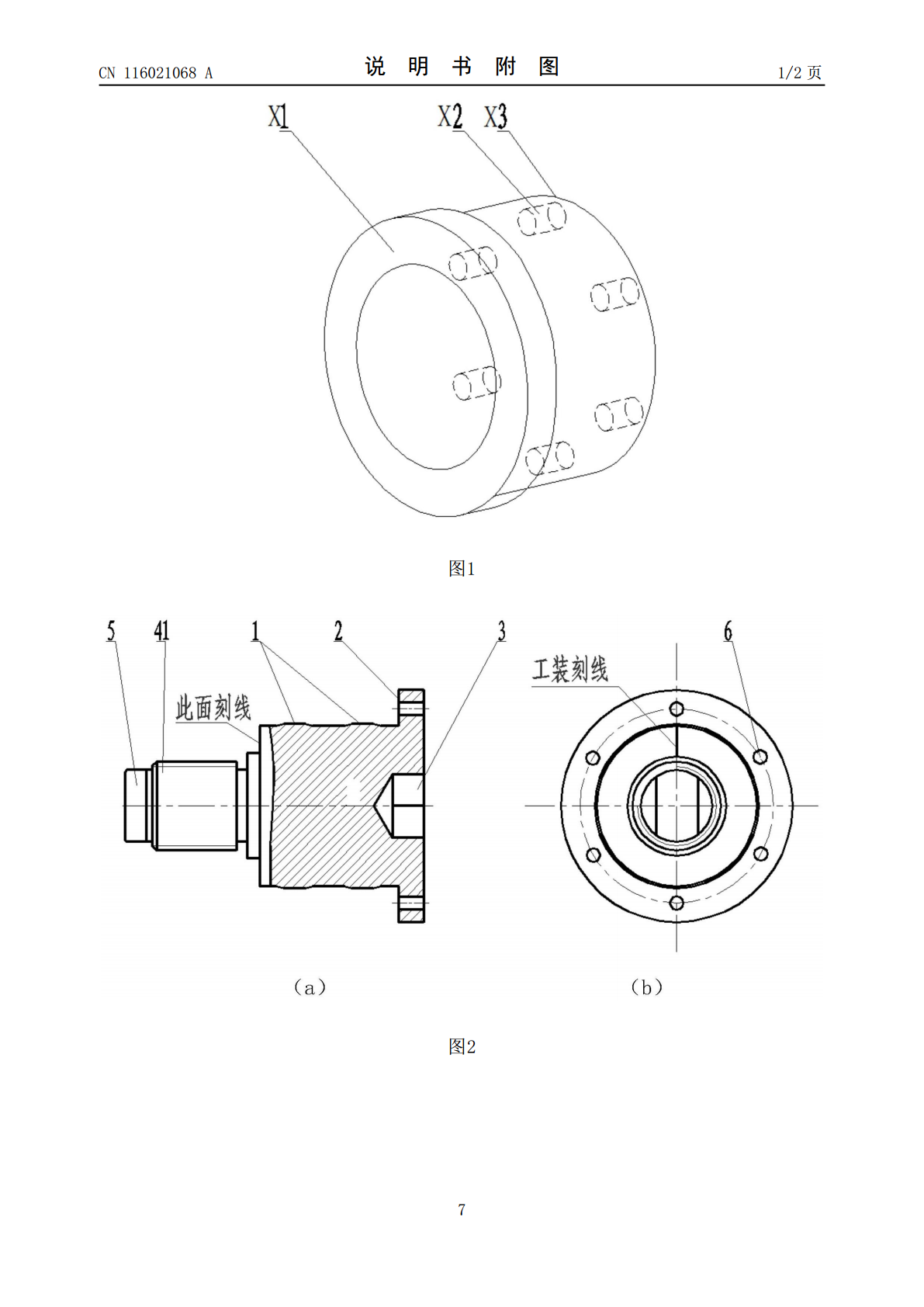
本发明涉及一种有限空间反向加工内孔系的加工方法,属于机械加工技术领域;本发明首先通过机床将零件的加工基准与定位工装的加工基准统一,然后,利用定位工装进行定位、防转、紧固,保证有限空间内孔系的尺寸公差与位置精度,最后人工通过定位工装进行打孔。定位工装整体为台阶轴类结构,从小端到大段依次设有工装基准面、锁紧机构、工装刻线、定位面I、定位面II、钻套和调节孔;定位面I和定位面II,保证与零件同轴度和垂直度;工装基准面保证与零件的基准统一;调节孔和工装刻线辅助对正,用锁紧机构锁紧,通过钻套进行孔系加工。与现有技术
一种孔反向加工装置及加工方法.pdf
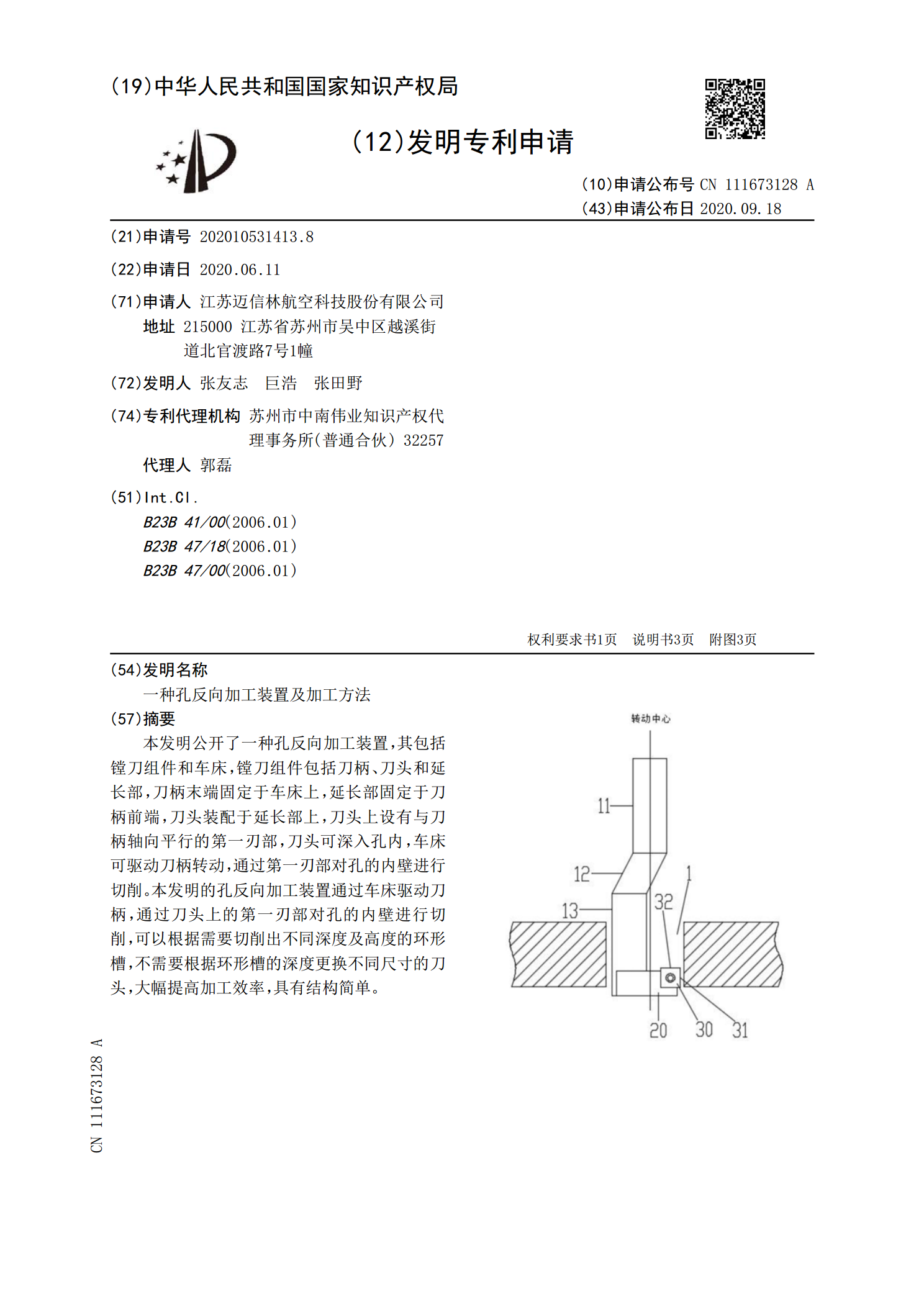
本发明公开了一种孔反向加工装置,其包括镗刀组件和车床,镗刀组件包括刀柄、刀头和延长部,刀柄末端固定于车床上,延长部固定于刀柄前端,刀头装配于延长部上,刀头上设有与刀柄轴向平行的第一刃部,刀头可深入孔内,车床可驱动刀柄转动,通过第一刃部对孔的内壁进行切削。本发明的孔反向加工装置通过车床驱动刀柄,通过刀头上的第一刃部对孔的内壁进行切削,可以根据需要切削出不同深度及高度的环形槽,不需要根据环形槽的深度更换不同尺寸的刀头,大幅提高加工效率,具有结构简单。

空间孔系加工基准和方法的研究.docx
空间孔系加工基准和方法的研究随着科技的不断进步,现代制造业也在不断更新换代。特别是在空间制造领域,如火箭发射、卫星制造、航空航天等,高精度的加工成为了一项不可或缺的技术。在空间制造中,需要使用空间孔系加工技术,因此制定空间孔系加工基准和方法是至关重要的。一、空间孔系加工基准1.1基准的定义空间孔系加工基准指的是,在进行空间孔系加工时,确定工件各个定位面所处的位置,以及刀具的轴线与工件孔的轴线之间的相对位置。1.2基准的种类空间孔系加工基准一般分为以下三种:①轴向基准:用于确定刀具轴线与孔口轴线的位置关系,

孔系加工中空间相交度的保证方法.docx
孔系加工中空间相交度的保证方法随着现代工业的发展,越来越多的零部件在加工过程中需要保证空间相交度的精度,特别是在汽车、飞机、机械等领域。空间相交度是指在零件加工过程中,对于空间内两个或多个零部件之间的相对定位精度,通过一系列的加工工艺和技术手段,保证零部件之间的空间相交度精度,实现零部件之间的完美组装。孔系加工是零部件加工中经常出现的一种工作,空间相交度在孔系加工中的保证尤为重要。传统的孔系加工只是简单地把孔打到工件上,然后再通过其他工序等方式进行加工。但是,这样的方式很难保证孔的精度和重复性。因此,为了
一种强化玻璃内形孔的加工方法及加工设备.pdf
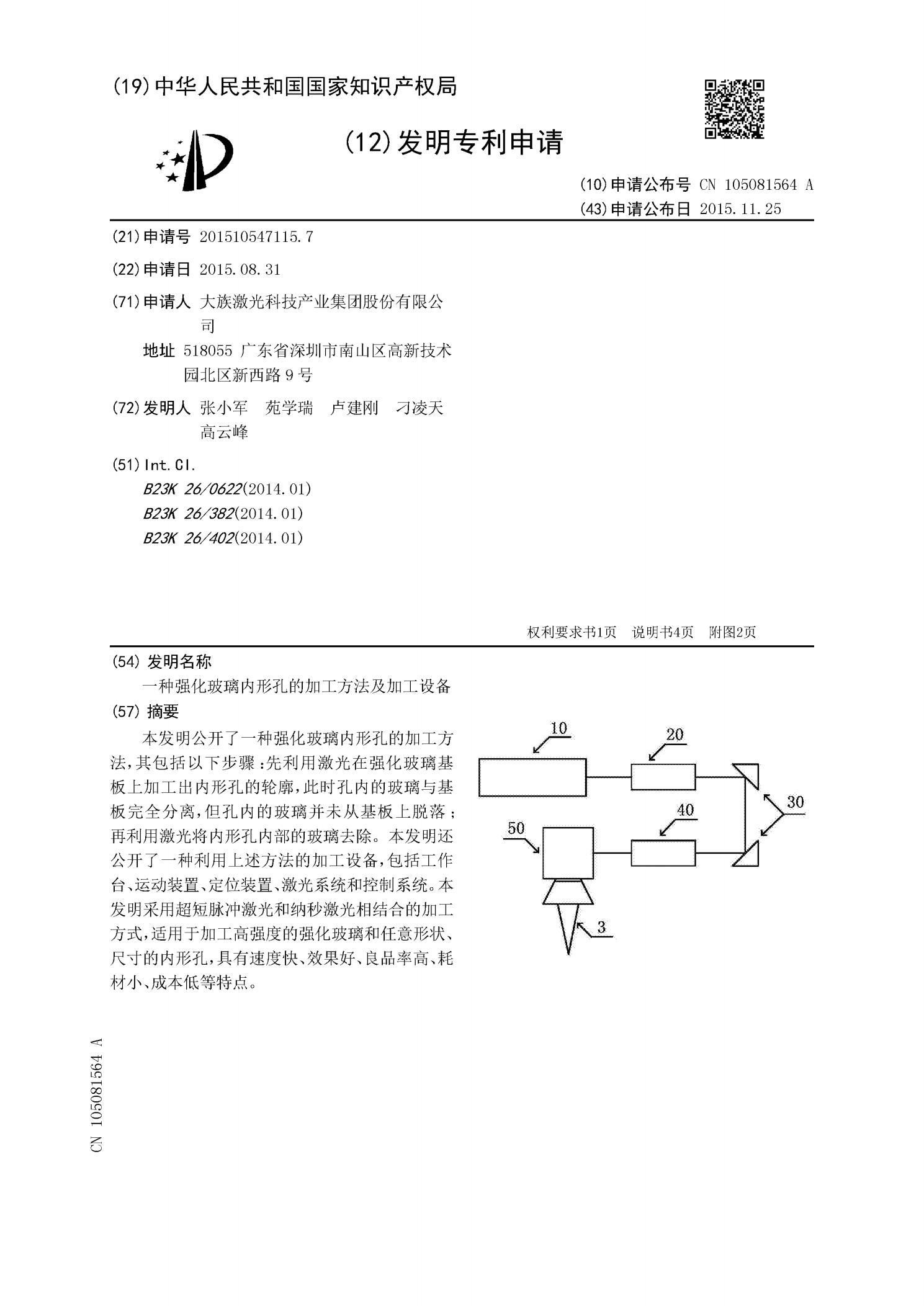
本发明公开了一种强化玻璃内形孔的加工方法,其包括以下步骤:先利用激光在强化玻璃基板上加工出内形孔的轮廓,此时孔内的玻璃与基板完全分离,但孔内的玻璃并未从基板上脱落;再利用激光将内形孔内部的玻璃去除。本发明还公开了一种利用上述方法的加工设备,包括工作台、运动装置、定位装置、激光系统和控制系统。本发明采用超短脉冲激光和纳秒激光相结合的加工方式,适用于加工高强度的强化玻璃和任意形状、尺寸的内形孔,具有速度快、效果好、良品率高、耗材小、成本低等特点。