
一种高效切削的钻尖及三刃钻头.pdf

猫巷****提格

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高效切削的钻尖及三刃钻头.pdf
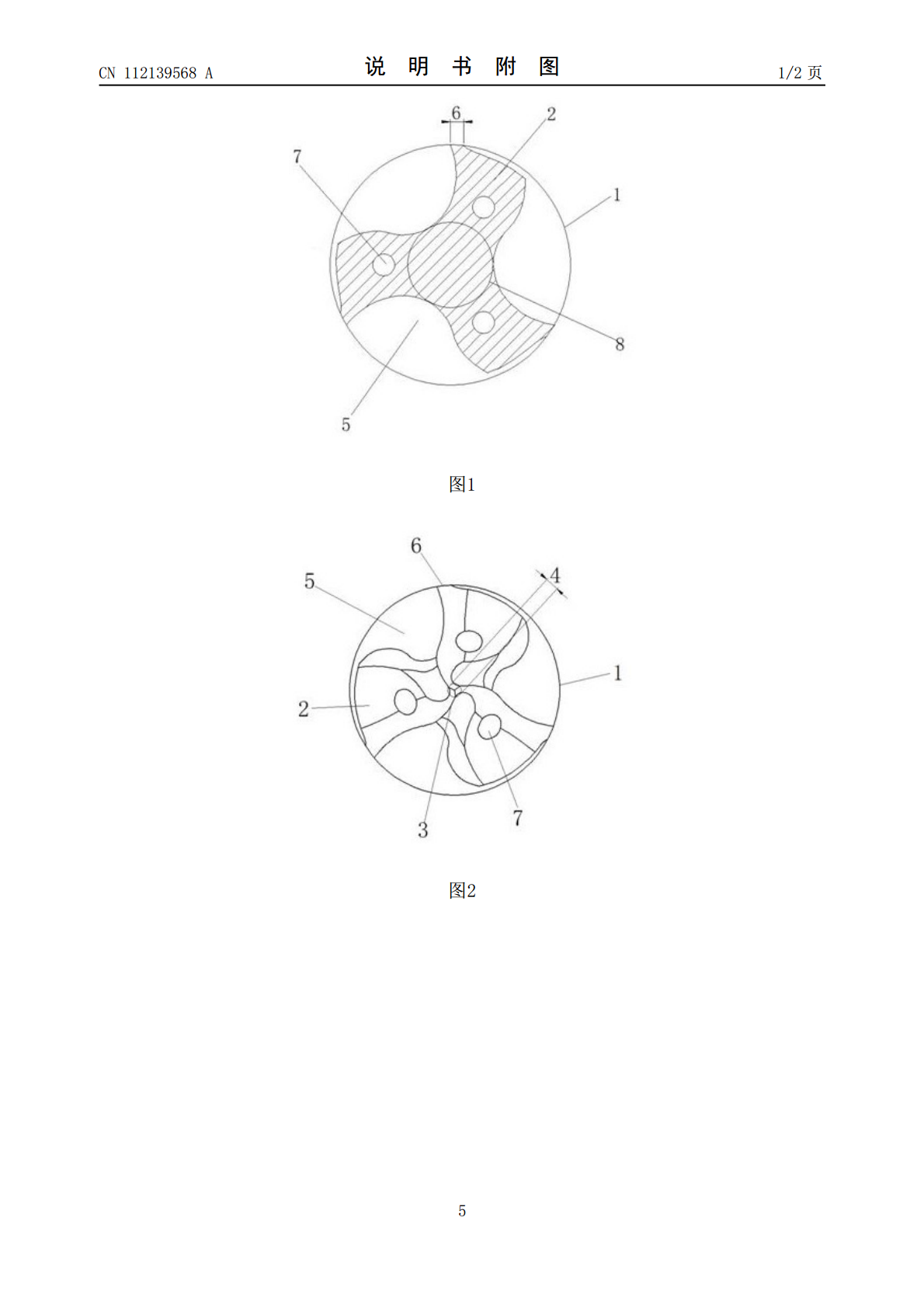
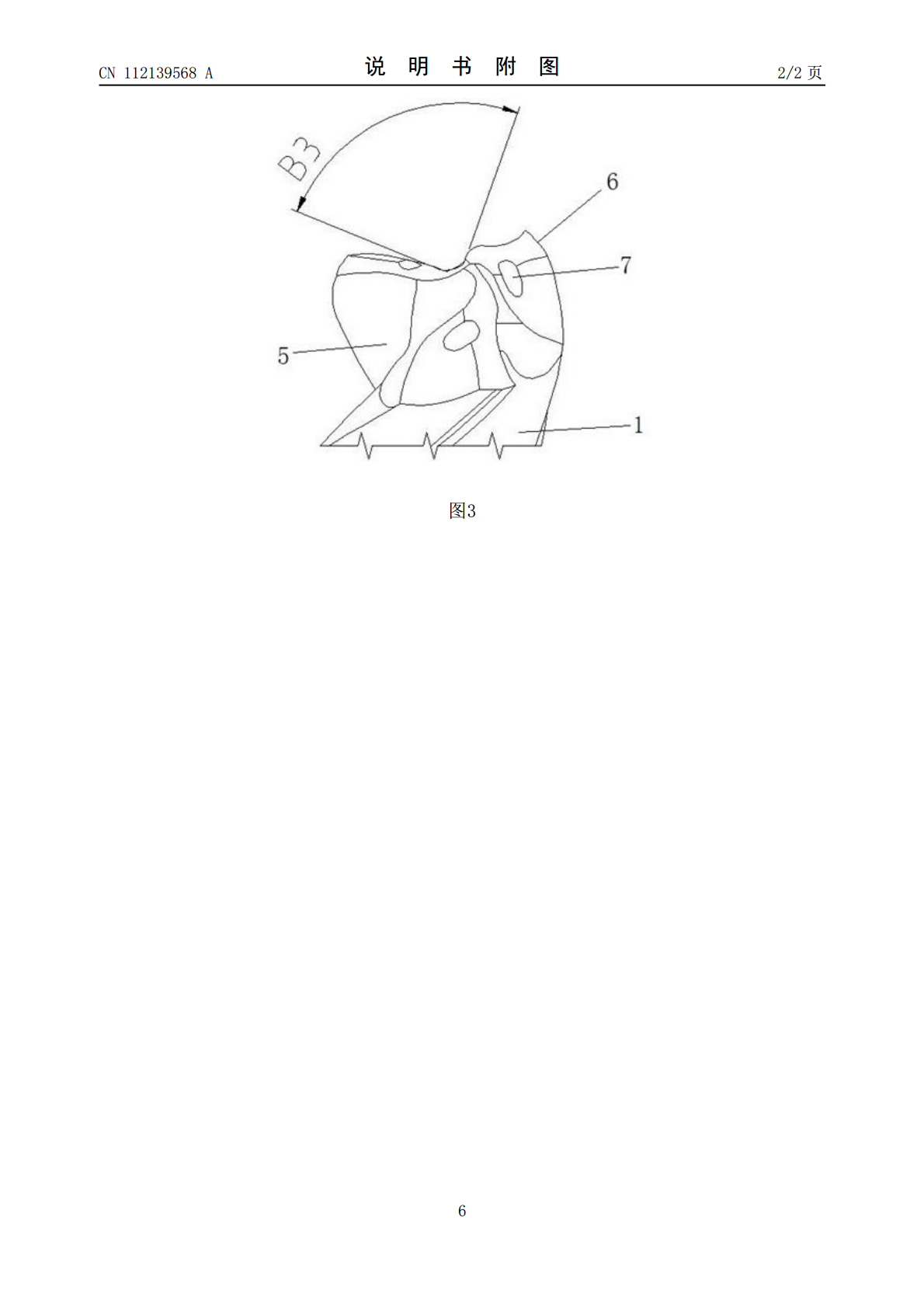
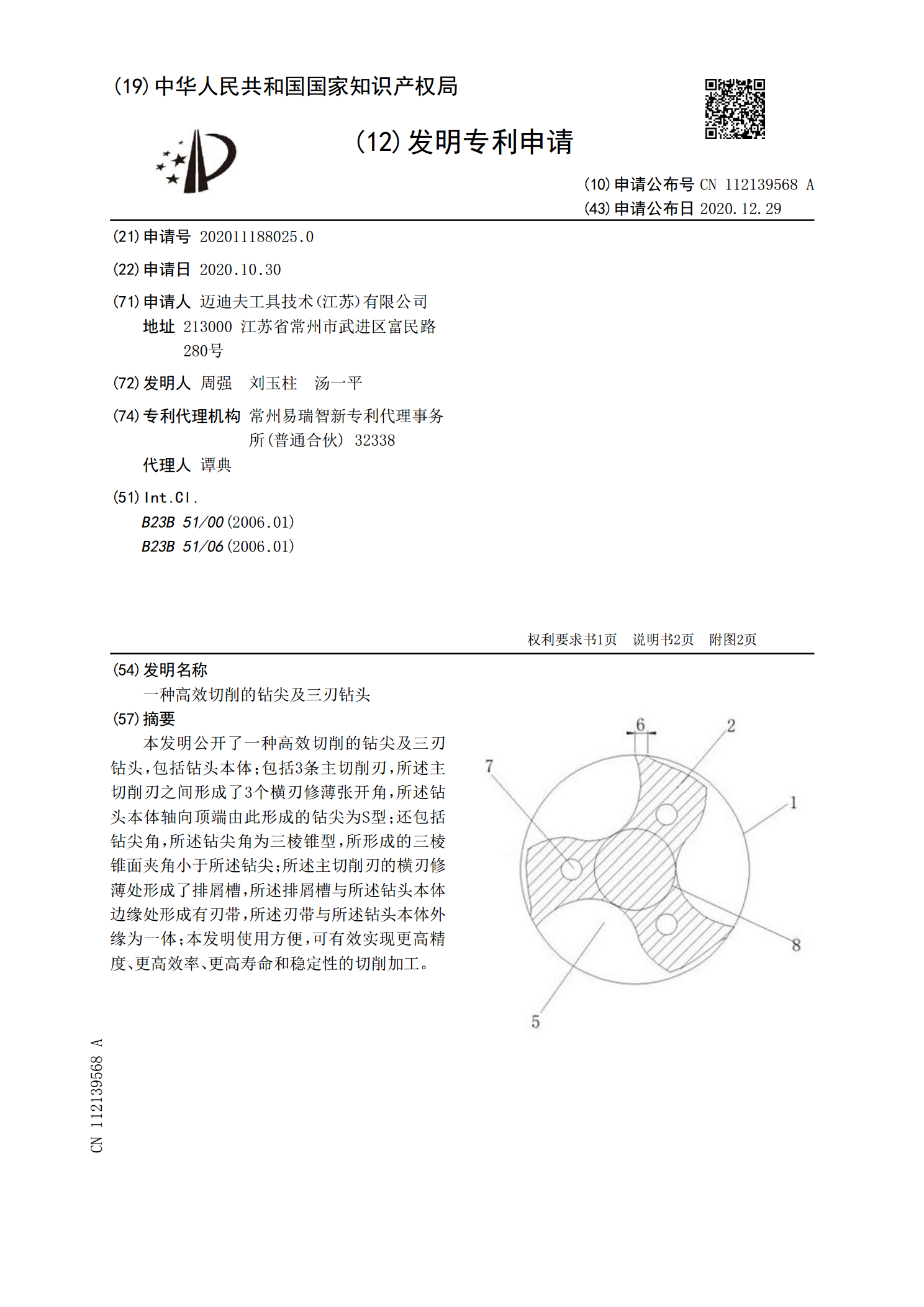
本发明公开了一种高效切削的钻尖及三刃钻头,包括钻头本体;包括3条主切削刃,所述主切削刃之间形成了3个横刃修薄张开角,所述钻头本体轴向顶端由此形成的钻尖为S型;还包括钻尖角,所述钻尖角为三棱锥型,所形成的三棱锥面夹角小于所述钻尖;所述主切削刃的横刃修薄处形成了排屑槽,所述排屑槽与所述钻头本体边缘处形成有刃带,所述刃带与所述钻头本体外缘为一体;本发明使用方便,可有效实现更高精度、更高效率、更高寿命和稳定性的切削加工。

带切削刃的柱齿及其钻头.pdf
本发明公开了一种带切削刃的柱齿及其钻头,适用于制造用于取水、采矿、石油及天然气钻探与开采、地质钻探等钻井作业和各种土建施工的凿岩等用的带切削刃的柱齿及其钻头,例如以碾压方式工作的牙轮钻头,以旋冲方式工作的潜孔钻头与柱齿钎头等。柱齿包含了切削刃,除在增加了边侧部位的切削刃的同时,基本保持了柱齿头部原有的旋转体结构,因而保持了原有的抗冲击强度。采用了本发明的钻头,基本克服了柱齿球面刮削岩石,易于磨损的缺陷。
固定切削刃钻头的动态磨损预测.pdf
一种用于具有切削结构的钻头的动态磨损预测的示例性方法可包括在信息处置系统的处理器处接收所述切削结构的未磨损轮廓和所述切削结构的金刚石分布。所述金刚石分布可包括以所述钻头上的径向和轴向位置为特征的三维金刚石分布。所述方法可包括至少部分基于所述未磨损轮廓和所述金刚石分布计算所述切削结构的最终预测磨损轮廓。所述方法也可包括至少部分基于所述先前磨损轮廓和所述金刚石分布计算中间磨损轮廓的迭代。所述最终预测磨损轮廓可指示所述切削结构的完全磨损部分。所述钻头的可使用寿命可至少部分基于所述最终预测磨损轮廓确定。

一种钻头切削刃磨一体机.pdf
一种钻头切削刃磨一体机,由主体(1)、回转工装(2)、切割机(3)、刃磨机(4)、电动机(5)、皮带传动装置(6)、减速箱(7)、工装(8)、皮带张紧装置(9)、进料口(10)、出料口(11)、滑轨(12)、横向调节手柄(13)、砂轮(14)、铰链(15)、角度调节手柄(16)、切割片(17)、钻头(18)组成,其特征在于:电动机(5)与皮带传动装置(6)连接,皮带传动装置(6)与减速箱(7)连接,工装(8)与减速箱(7)连接,在电动机(5)的驱动下,工装(8)在电动机(5)的驱动下做旋转运动,钻头(18
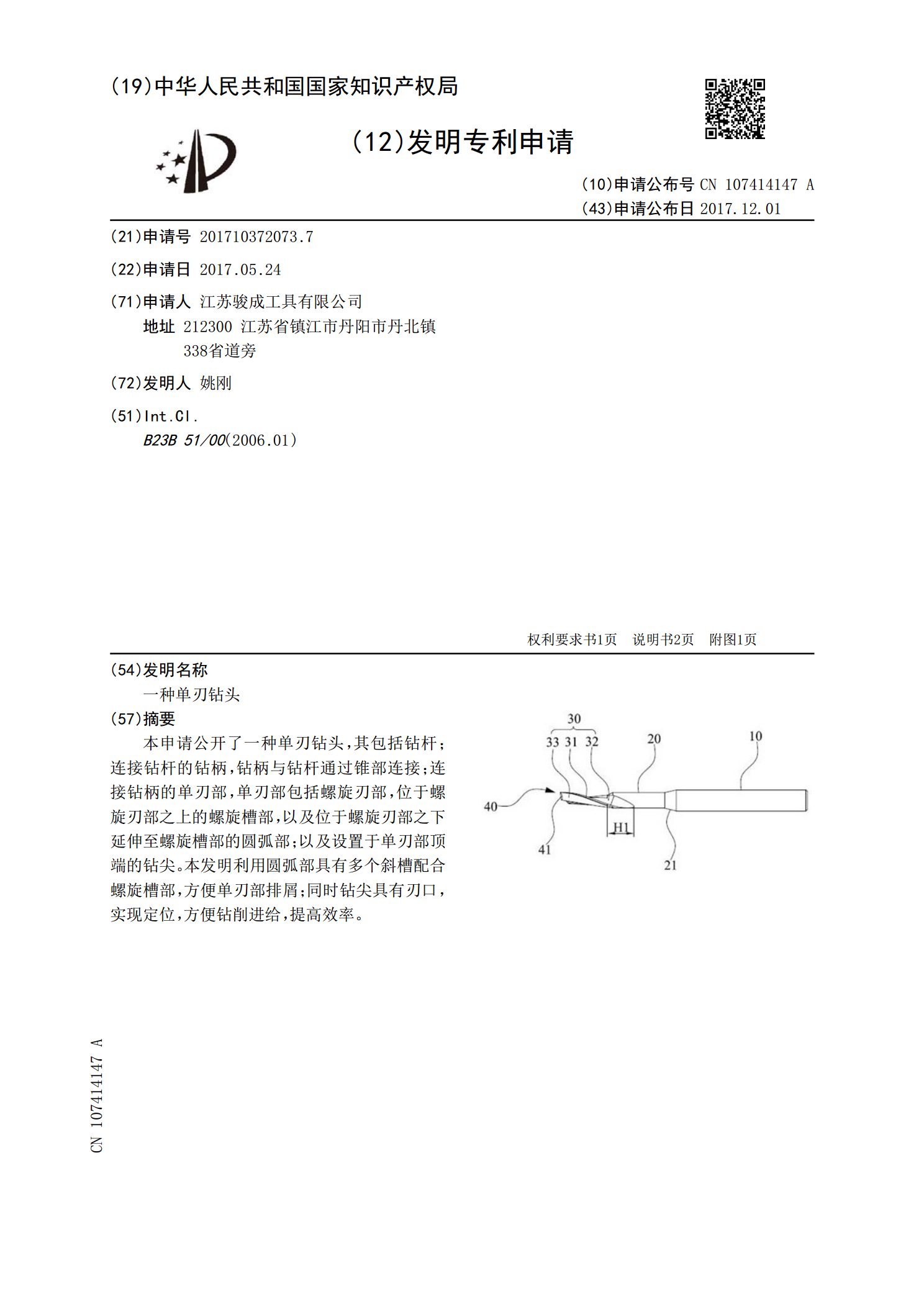
一种单刃钻头.pdf
本申请公开了一种单刃钻头,其包括钻杆;连接钻杆的钻柄,钻柄与钻杆通过锥部连接;连接钻柄的单刃部,单刃部包括螺旋刃部,位于螺旋刃部之上的螺旋槽部,以及位于螺旋刃部之下延伸至螺旋槽部的圆弧部;以及设置于单刃部顶端的钻尖。本发明利用圆弧部具有多个斜槽配合螺旋槽部,方便单刃部排屑;同时钻尖具有刃口,实现定位,方便钻削进给,提高效率。